
啤酒花浸膏中α-酸异构化反应影响因素研究
2016-08-06 07:54闫晶晶刘淑敏郭泽青郝国艳张海容忻州师范学院生化分析技术研究所山西忻州034000
食品研究与开发 2016年10期
闫晶晶,刘淑敏,郭泽青,郝国艳,张海容(忻州师范学院生化分析技术研究所,山西忻州034000)
啤酒花浸膏中α-酸异构化反应影响因素研究
闫晶晶,刘淑敏,郭泽青,郝国艳,张海容*
(忻州师范学院生化分析技术研究所,山西忻州034000)
α-酸是啤酒花的主要成分,也是啤酒苦味的主要物质,通过改变外界因素提高α-酸异构产率增加啤酒的泡沫稳定性,提高啤酒质量。采用单因素筛选试验研究了催化剂种类、催化剂含量、加热时间、加热温度、加热时pH对α-酸异构化产率的影响。影响α-酸异构化的最佳异构化工艺参数为:催化剂种类为MgCl2、催化剂质量分数4%、反应时间180 min、温度80℃、pH为10.05,α-酸的异构化率达78.6%。试验获得的α-酸异构化最佳反应条件,为工业开发啤酒花产品、提高α-酸异构化率有重要参考价值。
酒花浸膏;α-酸;异α-酸;异构化
啤酒花(Humunus lupulus),学名蛇麻,又称香蛇麻、蛇麻草和忽布(英语俗名Hop的音译),是桑科葎草属多年生草质蔓生藤本[1]。啤酒花雌雄异株,花单性,雌性球穗花序,简称酒花。啤酒花是一种较耐寒但不耐热的植物,主要分布于我国西北地区的新疆北部、甘肃、陕西及东北、华东等地。目前我国啤酒花产量约占全世界1/3,仅次于美国和德国,居世界第三位。啤酒花是啤酒酿造中必不可缺的原料之一,它赋予了啤酒特殊的香味和苦味[2],同时酒花在生产啤酒过程中能把发酵的乳酸所产生的乳酸菌杀死,防止啤酒腐败变质,其所含的丹宁又能防止啤酒浑浊,提高了啤酒的非生物稳定性,促进泡沫的形成,并提高泡沫特性[3],α-酸含量是衡量啤酒花酿造价值的重要指标[4-5]。近些年来,世界各国对提高酒花利用率的研究很多,而我国还基本上是刚刚起步。啤酒花中的苦味主要来源于酒花中的葎草酮(又名α-酸)和蛇麻酮(β-酸)这两大类,啤酒花中的α-酸的成分主要包括[2]葎草酮(又名酒花酮humulone)、异葎草酮A(isohumulone A)、异葎草酮B(isohumulone B)、类葎草酮(cohumulone)、聚葎草酮(adhumulone)5种结构类似的同系物,每种同系物又有顺反两种结构。α-酸在光、热、碱的作用下极易改变其结构。α-酸在弱碱中异构化生成异α-酸,即为α-酸1,6碳链断裂,1,5碳链形成新链。α-酸异构化生成异α-酸及其衍生物。α-酸异构化在啤酒生产中麦汁煮沸阶段完成,异α-酸在麦汁中的溶解度远高于α-酸,且苦味更强烈,更柔和[6]。已有文献报道[7-8]酒花浸膏中α-酸经异构化后,不仅苦味度有很大的增加,而且对光的稳定性也有较大的提高。本文通过研究催化剂种类、催化剂含量、加热时间、加热温度、加热时pH值等诸多因素对α-酸异构化产率的影响,旨在探讨α-酸异构化的最佳反应条件,提高啤酒花中α-酸的利用率,从而为制备高品质的啤酒添加物提供试验依据。
1 材料与方法
1.1材料
RE-52AA旋转蒸发器:上海亚荣生化仪器厂;电动搅拌器:金坛市荣华仪器制造有限公司;HH-2型恒温水浴锅:北京科伟永兴仪器有限公司;RE-52AA旋转蒸发器:上海亚荣生化仪器厂;AB204-N型电子分析天平:Mettler-Toleclo Group公司;真空泵:巩义市予华仪器有限公司。
啤酒花浸膏(含量大于97%):甘肃天工生物科技有限公司;氯化镁(分析纯):天津市化学试剂三厂;硫酸镁,氯化钙(分析纯):天津市风船化学试剂科技有限公司;其余试剂皆分析纯。
1.2方法
1.2.1α-酸的提取
称取5 g的啤酒花浸膏,用饱和碳酸氢钠溶液洗涤啤酒花浸膏,将洗涤过的酒花浸膏置于带电动搅拌器及滴液漏斗的三颈烧瓶中,把0.5 mL 5%的NaOH溶液稀释到10 mL,加入三颈烧瓶中,在水浴中加热并搅拌,温度控制在55℃左右,滴加5%的NaOH溶液,使其pH控制在8.5~9.0之间,继续搅拌1 h,室温下静置6 h,然后在常温下用普通漏斗过滤,用盐酸将滤液酸化,控制在pH<2,再用甲苯将析出的α-酸萃取出来,用分液漏斗分开,在旋转蒸发器上蒸发得到α-酸(56℃)。
1.2.2A液和B液配制方法:
A液制备:用蒸馏水、甲醇混合溶液250 mL、加入不同量MgCl2分别配制质量分数为1%、2%、3%、4%、5%催化剂溶液。
B液:用移液管取48 mL1mol/L的NaOH溶液于500 mL的容量瓶中,用甲醇定容至刻度。
1.2.3异构化率测定[9]
称取0.5 g α-酸于500 mL的烧杯中,加入催化剂(B液),置于50℃水浴锅中,不断搅拌使α-酸全部溶解后(约5 min),加入A液,同时用1 mol/L的NaOH溶液调节pH,然后转入500 mL的圆底烧瓶,保持温度在60℃完成异构化反应。冷却至室温后,再用HCl酸化至pH<2,用甲苯将析出的α-酸萃取出来,用分液漏斗分开,在旋转蒸发器上蒸发得到异α-酸(56℃)。检测异α-酸的含量,计算出异构化率。


表1 催化剂溶液的配制方法Table 1 Preparation method of the catalyst solution
2 结果与讨论
2.1催化剂种类对啤酒花中α-酸异构化率的影响
主要选择已发表的文献报道中使用到的MgCl2、MgSO4,CaCl23种催化剂,加热时间120 min、加热温度80℃、pH10.05、催化剂的质量分数为2%进行试验,以α-酸异构化率为指标,结果见表2。
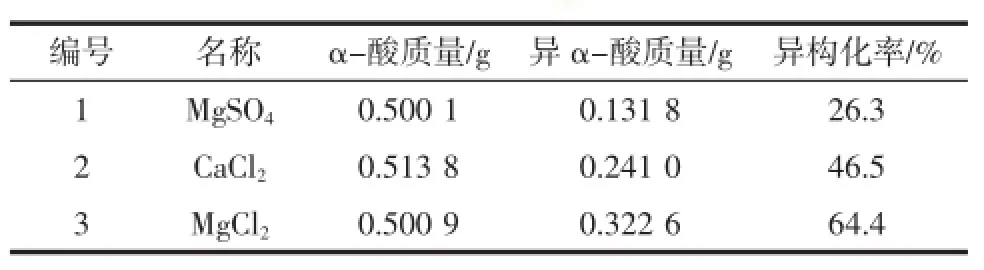
表2 催化剂种类对啤酒花中α-酸异构化率的影响Table 2 Effect of catalyst types on isomerization rate of α-acid in hops
由表2可知,不同种类催化剂MgCl2、MgSO4,CaCl2对α-酸异构化率影响较大,MgCl2异构化率达64.4%,优于MgSO4、CaCl2,确定最佳的催化剂种类为MgCl2。2.2MgCl2质量分数对啤酒花中α-酸异构化率的影响
选择催化剂MgCl2质量分数分别为1%、2%、3%、4%、5%,加热时间120 min、加热温度80℃、pH为10.05、催化剂为MgCl2进行试验,以α-酸异构化率为指标,试验结果见表3。当催化剂MgCl2确定,最佳的催化剂质量分数为4%。

表3 催化剂用量对啤酒花中α-酸异构化率的影响Table 3 Effect of catalyst amounts on isomerization rate of α-acid in hops
2.3pH对啤酒花中α-酸异构化率的影响
在碱性条件下调控溶液的 pH为 8.05、9.11、10.05、11.03、12.21,加热时间120 min、加热温度80℃、催化剂为MgCl2、催化剂的MgCl2质量分数4%进行试验,以α-酸异构化率为指标,试验结果见表4。
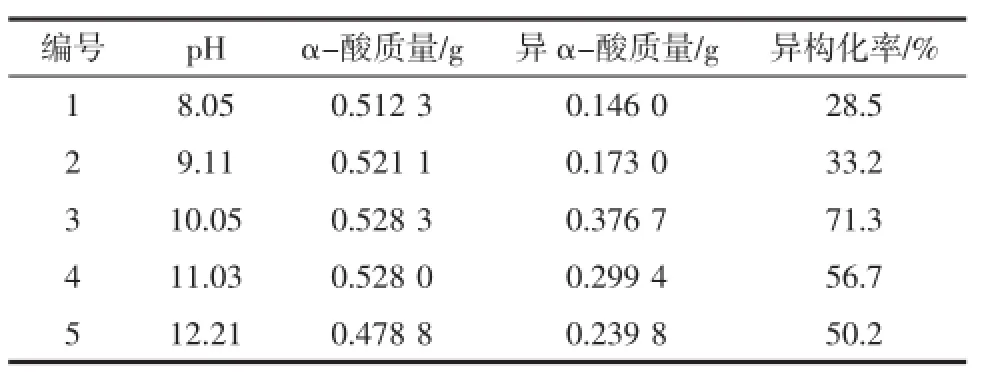
表4 pH对啤酒花中α-酸异构化率的影响Table 4 Effect of pH on isomerization rate of α-acid in hops
由表4可知,随pH增大,α-酸异构化率增大;当pH超过10.05时,α-酸异构化率不断减小。因此,选择最佳的pH为10.05。
2.4加热时间对啤酒花中α-酸异构化率的影响
选择加热时间分别为90、120、150、180、210 min,加热温度80℃、催化剂为MgCl2、催化剂质量分数4%,pH为10.05进行试验,以α-酸异构化率为指标,试验结果见表5。
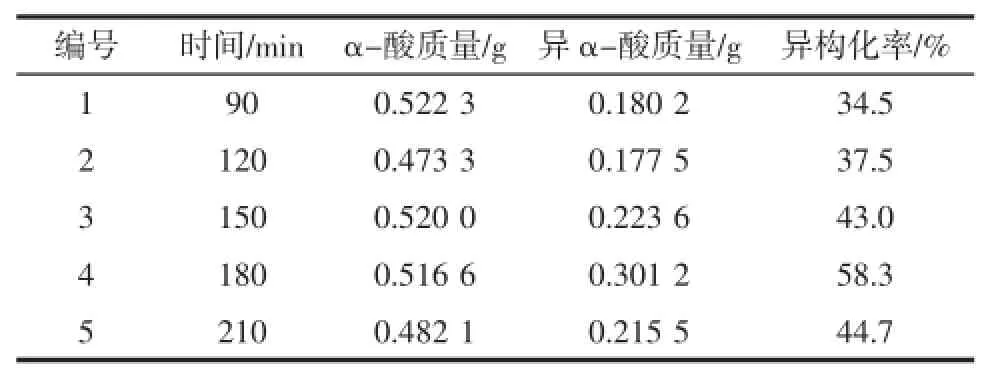
表5 加热时间对啤酒花中α-酸异构化率的影响Table 5 Effect of heating time on isomerization rate of α-acid in hops
试验选择最佳的加热时间为180 min。
2.5加热温度对啤酒花中α-酸异构化率的影响
常压下加热,温度依次选择50、60、70、80、90℃,加热时间120 min、催化剂为MgCl2、催化剂的质量分数为4%,pH为10.05进行试验,结果见表6。

表6 加热温度对啤酒花中α-酸异构化率的影响Table 6 Effect of heating temperature on isomerization rate of αacid in hops
以α-酸异构化率为指标,由表6可知,随温度升高,α-酸异构化率不断增大;当温度超过80℃时,α-酸异构化率开始减小。本研究工作选择确定最佳的加热温度为80℃。
2.6最优条件下试验验证
按照上述优化试验条件与方法,准确称取0.5 g α-酸于500 mL的烧杯中,加入一定体积催化剂(质量分数4%的MgCl2溶液),置于50℃水浴锅中,不断搅拌使α-酸全部溶解后(约5 min),加入A液,同时用1 mol/L的NaOH溶液调节至pH为10.05,然后转入500 mL的圆底烧瓶,保持温度为80℃,加热180 min,完成异构化反应。冷却值至室温,在用HCl酸化至pH<2,再用甲苯将析出的α-酸萃取出来,用分液漏斗分开,在旋转蒸发器上蒸发得到异α-酸(56℃)。检测α-酸、异α-酸的含量分别为0.501 3 g、0.394 0 g,在最佳异构化条件下,α-酸的异构化率高达78.6%。
3 结论
综上所述,本文从生产实践方面,研究了外界因素催化剂种类、催化剂质量分数、加热时间、加热温度、加热时pH对α-酸异构化率的重要影响,筛选试验结果为催化剂选质量分数4%MgCl2溶液,加热时间为180 min,加热温度为80℃,pH为10.05,α-酸的异构化率达到78.6%。试验结论提出的最佳工作参数,为相关酒花加工企业开发异α-酸浸膏产品提供了一定的理论依据和试验数据。
[1]熊皓平,何国庆,陈元龙,等.啤酒花有效成分分析[J].浙江大学学报(农业与生命科学版),2005,31(6):769-772
[2]陈金娥,王晓文,张海容.HPLC测定啤酒花中α-酸的研究进展[J].食品研究与开发,2011,32(9):141-145
[3]朱恩俊.新型酒花制品在啤酒工业的应用[J].中国酿造,2006(10):53-56
[4]左青,白新鹏,芮开长,等.液化烃浸出啤酒花浸膏的研究[J].武汉食品工业学院学报,1998(4):29-32
[5]刘玉梅,高智明,杨丽娟.啤酒花浸膏的异构化工艺研究[J].中国酿造,2009(6):111-115
[6]朱恩俊.国内外酒花制品的开发应用现状[J].农产品加工(学刊),2006(5):61-63
[7]罗介仁,陆豫.异构化浸膏的制备研究[J].浙江农业大学学报,1997,23(S1):33-34
[8]王岩,王少君,翟滨,等,酒花浸膏的分离及α-酸异构化[J].大连轻工业学院学报,2000,19(2):95-97
[9]董延虎,贠建民,蒲陆梅,等.利用酒花浸膏制备异α-酸酒花浸膏的异构化工艺[J].食品与发酵工业,2009,35(11):96-100
Study on Influencing Factors of Isomerization of α-Acids in Hops Extracts
YAN Jing-jing,LIU Shu-min,GUO Ze-qing,HAO Guo-yan,ZHANG Hai-rong*
(Institute of Biochemical Analysis,Xinzhou Teachers University,Xinzhou 034000,Shanxi,China)
α-acids is the main component of hops extracts and also the main element for bitterness of beer.The isomeric compound of α-acids could improve the stabilily of beer foam and the quality of beer.The influencing factors on isomerization of α-acids for the types of catalyst and the amount of catalyst,heating time,temperature and pH were choiced by single factor experiment.The result showed that the optimal conditions of the iso merization of α-acids was obtained respectively,i.e.,MgCl2as the catalyst for the isomerization of α-acids,4%of mass fraction of catalyst,180 min of heating time,80℃of heating temperature,and pH 10.05,respectively.The isomerizating efficiency of α-acid was 78.6%.It was an very important that the optimal conditions of the isomerization of α-acids was obtained for exploring hop products in industry and raising isomerization rate of α-acids.
hops extracts;α-acids;iso-α-acids;isomerization
10.3969/j.issn.1005-6521.2016.10.007
2014年山西省高等学校大学生创新创业训练项目(2014381);山西省高等学校教改项目(J2012092);忻州师范学院应用化学创新实践基地(2013-31);忻州师范学院科研基金(2011052)资助
闫晶晶(1992—),女(汉),本科,研究方向:天然植物分离及分析。
*
张海容(1957—),男(汉),教授,研究方向:天然植物分离及分析。
2014-06-15
猜你喜欢
美食(2022年5期)2022-05-06
食品工业科技(2021年24期)2021-12-16
酒·饮料技术装备(2021年2期)2021-04-13
中国酿造(2019年1期)2019-02-14
石油石化绿色低碳(2019年6期)2019-01-14
家庭医药(2018年11期)2018-11-21
家庭医药(2018年22期)2018-01-31
流程工业(2017年12期)2017-08-12
化工进展(2015年3期)2015-11-11
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
