尿素解吸水解系统液泛原因分析及处理
2016-07-28 08:34:18魏小强
化肥设计 2016年3期
关键词:处理
魏小强
(中石油大庆石化分公司化肥厂,黑龙江大庆 163714)
尿素解吸水解系统液泛原因分析及处理
魏小强
(中石油大庆石化分公司化肥厂,黑龙江大庆 163714)
摘 要:针对中国石油大庆石化分公司化肥厂尿素装置解吸水解系统频繁发生液泛的现象进行了分析研究,得出了液泛主要是由解吸塔塔盘孔堵塞所致的结论,并通过采取一系列措施处理后,解吸水解系统运行稳定。
关键词:解吸塔;水解塔;液泛;处理
中国石油大庆石化分公司化肥厂尿素装置水解系统是1988年增设的,采用的是Stamicarbon技术,用于回收尿素生产过程中氨水槽701F中存储的工艺冷凝液中的氨和尿素,原设计废水处理能力为44.5 m3/h。第一解吸塔C801塔板数为15层,第二解吸塔C802塔板数为20层,水解塔C803塔板数为16层,C801、C802、C803均为筛板塔。
2005年装置扩能改造,尿素生产过程中产生的工艺冷凝液废水量也有所提高,为此设计新增加第三解吸塔C804,对原有的C802和C803塔的塔盘筛孔的开孔率进行了改造,并按照新设计对内部所有塔板进行了更换;水解塔C803塔板溢流堰形式改变;C801只进行了检修,塔及内件未进行改造。改造后,水解系统设计废水处理能力提高到61.4 m3/h,设计工艺冷凝液组分为含 NH36.9%,含CO24.8%,含尿素1.5%。
1 工艺流程
解吸水解系统主要是用来处理氨水槽(701F)中贮存的工艺冷凝液,回收冷凝液中的CO2、NH3和尿素。通过解吸给料泵将701F内的物料送至第一解吸塔,底部通入0.4 MPa蒸汽进行汽提,气液逆流接触,将工艺冷凝液中的NH3和CO2汽提出来,第一解吸塔出液送入到水解塔顶部,水解塔底部通入3.8 MPa蒸汽加热,提供尿素水解反应热量,使尿素水解为NH3和CO2,水解液再送入到第二、三解吸塔进行汽提,最终工艺冷凝液中含氨、尿素均小于5 mg/L,顶部汽提气体送回流冷凝器进行回收,其工艺流程见图1。
2 存在问题
截至2015年5月,装置从2013年8月开工已经连续运行近2年,临近检修期,随着尿素生产负荷的提高,解吸水解处理量也逐渐提高到55 m3/h,在解吸水解处理量提高的过程中,若解吸水解系统多次发生波动,会造成解吸水解排液指标不达标,严重制约了尿素装置的大负荷生产和外排水的环保指标。
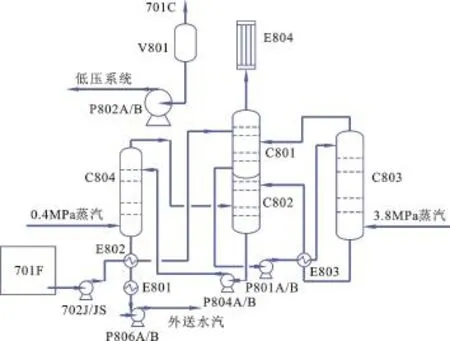
图1 解吸水解系统工艺流程
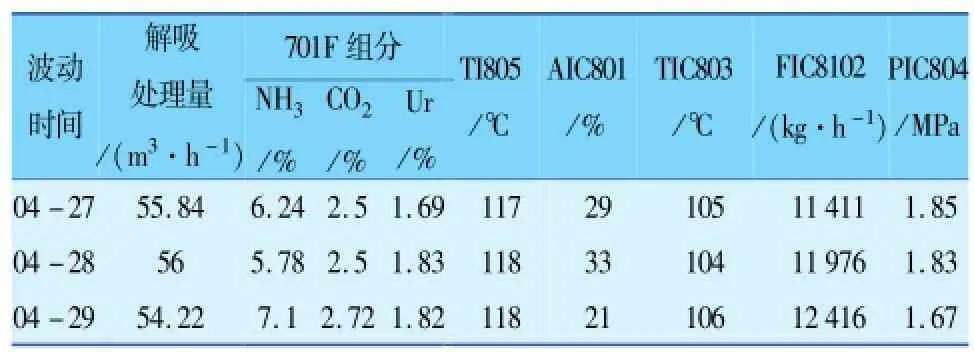
波动现象主要表现为第一解吸塔C801出气温度TI805升高,解吸压力PIC801突降,进解吸塔蒸汽量增大,随之气液分离罐 V801液位LIC801上涨,第一解吸塔C801液位LIC802下降,根据以往经验,判断解吸塔液泛的可能性较大。车间在水解系统波动发生后,对V801内物料组分进行化验分析,分析数据见表1。
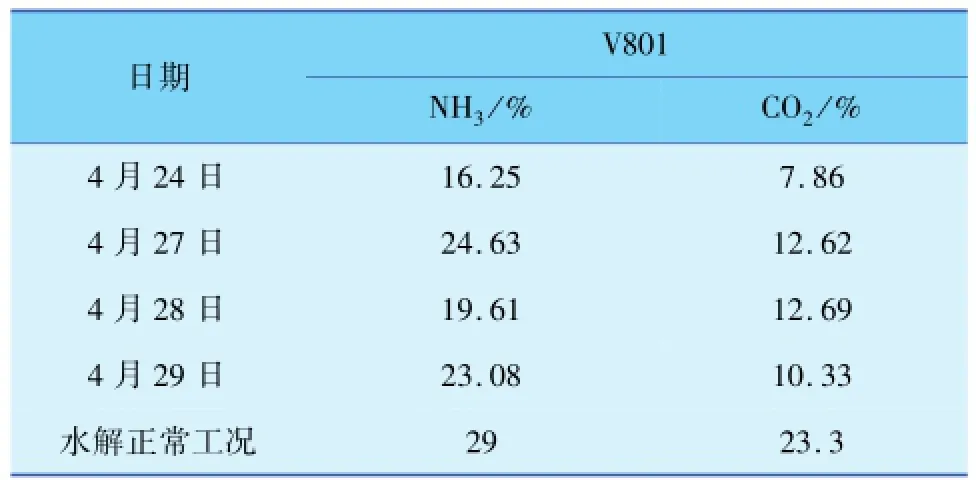
表1 水解波动时V801组分分析数据
从表1数据可以看出,解吸水解系统波动后导致分离罐V801组分严重失常,可以确认解吸塔出现液泛现象。导致解吸塔出现液泛现象的原因主要有两方面:①工艺控制所致;②设备内件损坏所致。为了进一步分析液泛原因,现将水解系统波动数据列于表2。
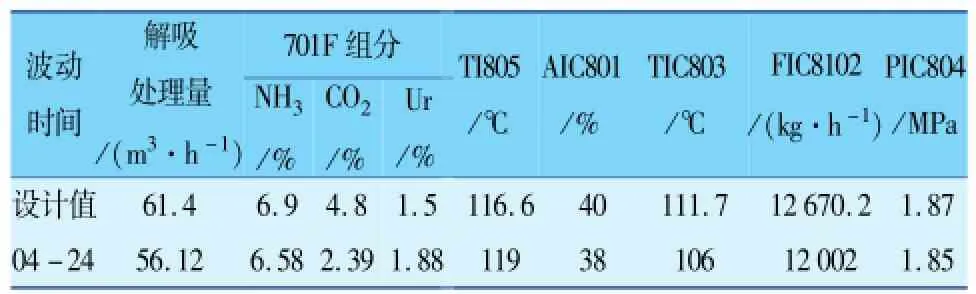
表2 水解系统波动数据表
续表
3 原因分析
3.1 工艺方面
3.1.1 进料浓度及温度的影响
在解吸压力一定的情况下,如进塔溶液中氨含量与温度变化,其液面上的氨分压也会变化,变化情况见图2。在一定温度下,氨分压随氨含量增高而呈曲线迅速上升;在一定的氨含量条件下,氨分压又随温度升高而增大。因此,进料浓度及温度控制过高时,进塔溶液极易产生大量闪蒸而使出塔气体带液,影响解吸塔的正常工作,严重时出现液泛。

图2 氨水溶液上氨的分压
从表2可以看出,解吸水解波动时,工艺冷凝液储槽701F氨含量在5%~7%间,进C801的氨水温度(TIC803)控制在105℃左右,均在控制范围内,不会因进料浓度及温度影响发生过度闪蒸,而造成解吸水解系统波动。
3.1.2 解吸塔加入蒸汽量的影响
解吸塔采用0.4 MPa低压蒸汽加热进行汽提,把其中的NH3和CO2解吸出来,当塔底部溶液已达到沸点时,蒸汽量再增大,也不能提高塔底温度,而只能增加蒸汽热量,使热量上移,最终反映为第一解吸塔塔顶出气温度上升。该温度愈高,表明水蒸气的平衡分压愈高,其水含量也愈高,解吸塔很容易发生液泛。从表2可以看出,蒸汽加入量几乎在12 t/h,解吸塔出气温度控制在115℃左右,均低于设计值,因此可排除解吸蒸汽加入量过多造成水解系统液泛的可能。
3.1.3 水解塔压力控制
水解塔C803顶部出气进入解吸塔第4块塔盘底部,出气量过多也会造成水解系统波动,水解塔C803出气量多少也会使C801进液发生过度闪蒸造成液泛,从表2中可看出波动前后C803压力PIC804没有发生明显变化,并且压力调节阀PIC804在自控状态下的变化与波动发生没有必然关系。
3.2 设备方面
3.2.1 解吸塔板脱落
当由于塔盘螺栓松动导致溢流堰漏液或塔盘脱落时,就会出现图3所示情况,这时塔盘上的液层下降,不能封住图3中的间隙1(降液板与塔板间的间隙),则蒸汽就从此间隙窜入降液管,截断液流,液体随着蒸汽从塔顶出口排出,而塔底则没有了液位,就出现开始所说的波动现象,当减小蒸汽量时,液层会重新建立平衡,则波动现象暂时消失;当漏液量达到一定程度时,就会再一次波动。此问题出现的可能性较小,因为2009年对解吸塔及水解塔塔盘支撑圈、降液板以及溢流堰进行了修复,对塔盘均采取了点焊安装,焊接较为牢固,被吹翻的可能性较小。

图3 解吸塔板脱落情况流程
3.2.2 解吸塔筛板孔堵塞
当塔盘筛孔由于堵塞孔径减小时,就会减小蒸汽的通流量,造成蒸汽在塔盘间憋压,会出现图4所示的情况,超压的蒸汽打破液层平衡从图4所示间隙1(降液板与塔板间的间隙)窜入降液管,截断液流,导致波动产生。
2015年装置大检修期间,对第一解吸塔C801、第二解吸塔C802、水解塔C803塔盘进行打通通道检查,塔盘拆卸过程安排专人跟踪,C801塔盘拆卸过程中未发现卡扣脱落、塔盘吹翻、破损的情况,降液板及溢流堰全部完好,但从第3层塔盘(进料塔盘)开始,塔盘上筛孔有变小迹象,第8块塔盘往下变小较为明显,正常筛孔直径为ϕ6,最小的筛孔可降为ϕ4,筛孔变小区域集中分布在塔板四周接近下液管及溢流管处,筛孔内层积聚了一层红色的物质;拆C802塔板时,塔盘、溢流堰、降液板均完好,筛孔均正常,发现C802前7层塔盘上有红色的油泥,颜色与C801筛孔堵塞物质一样,C802塔盘上红色油泥主要是来自C801,当水解停运,解吸蒸汽撤出后,塔盘上液体降落,通过联通阀流入C802,水解塔C803塔盘正常。C801塔盘检修前后的情况见图5、图6。
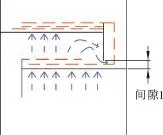
图4 解吸塔筛板孔堵塞情况流程

图5 C801筛板孔堵塞情况

图6 C801筛板孔正常情况
4 处理措施
经过以上分析,结合2015年检修发现C801塔盘小孔堵塞的情况,可以确定解吸塔液泛的原因主要是第一解吸塔C801筛板孔变小,导致气体流速加快,板压降增加最终造成水解系统液泛,为了避免筛板孔再次堵塞造成解吸水解系统波动,采取了以下措施。
(1)大检修时,彻底对C801/C802塔盘进行清理,C801塔盘采取用手电钻带上ϕ6的钻头,将钻头与塔盘保持垂直,对筛孔逐个进行处理,完全清掉筛孔内堵塞物,使筛孔恢复正常尺寸;利用铲子将C802塔盘油泥清理掉,然后涂抹去污剂,再用钢丝刷在塔盘两侧反复擦洗,最终用热的冷凝液进行冲洗。经过处理后,C801/C802塔盘筛孔完全恢复正常。
(2)筛板堵塞物以油垢物为主,这些油污来源主要有两部分:①装置低负荷运行高压往复式柱塞液氨泵3104-J/JS时,柱塞密封油分离不好,密封油随着排放线进入氨水槽701F内,最终流入水解系统。为了解决这一问题,车间对两台油氨分离器进行检修,保证充分分离,避免密封油带入系统;②合成氨车间每年检修排放的废液也由解吸水解系统来处理,其废液内含有大量的润滑油,也会形成油垢造成筛板孔堵塞,因此回收前需对废液进行采样分析,润滑油含量多的废液不允许进入解吸水解系统,同时回收过程中也会留有一定高度的废液不进行回收。
(3)加强水解系统各项指标优化,保证指标在控制范围内,水解系统加减负荷幅度不要过大,调节蒸汽时要缓慢,以免气相带液造成水解系统波动。
(4)加强对外来物料的控制,对SODm、甲醛等外加物料,采取增加加料管线及在泵吸入口安装100目过滤网的方法,减少杂质进入系统。
(5)尿素装置对国内同类别3套化肥装置进行考察,考察情况见表3,水解解吸系统工艺流程相似,且设备的塔径、塔高和塔板数都相同。均采用CTST技术进行了解吸塔塔盘改造,改造后,水解系统运行平稳,未出现过筛孔堵塞导致水解系统波动的情况,水解系统各工艺参数与改造前无明显变化,解吸排液均能达到排放标准,通过实践能够证明,CTST技术在不改变塔径的前提下,提高尿素装置解吸水解处理能力的塔盘改造是成熟的技术。
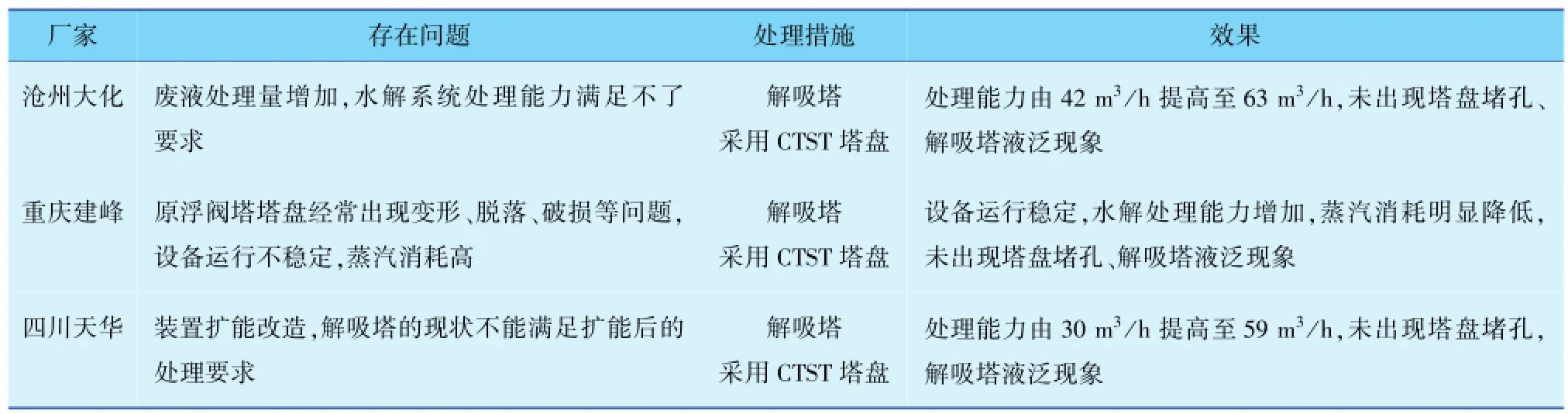
表3 厂家考察情况
(6)通过考察,塔盘改造是成熟的技术,采用CTST技术对尿素装置C801/C802进行解吸塔塔盘改造,彻底解决筛孔堵塞导致的水解系统波动问题。
5 结语
通过上述技改措施,自2015年7月23日装置开工以来,水解系统运转正常,目前解吸处理量达到57 m3/h,各项指标均在控制范围内,水解水排液中氨达到2.7 mg/L,尿素达到1.2 mg/L,处理后的工艺冷凝液达到脱盐水装置回收的条件,未发生液泛现象,为尿素装置的长周期运行提供保障。
doi:10.3969/j.issn.1004-8901.2016.03.016 10.3969/j.issn.1004-8901.2016.03.016
中图分类号:TQ441.41
文献标识码:B
文章编号:1004-8901(2016)03-0055-04
作者简介:魏小强(1984年-),男,黑龙江大庆人,2008年毕业于东北石油大学化学工程与工艺专业,工程师,现在中国石油大庆石化分公司化肥厂从事工艺管理工作。
收稿日期:2016-01-20
Reasons Analysis and Treatment of Urea Desorption and Hydrolysis System Flooding
WEI Xiao-qiang
(PetroChina Daqing Petrochemical Company Fertilizer Plant,Daqing Heilongjiang 163714 China)
Abstract:This paper analyzed and studied the phenomenon of frequent flooding in desorption and hydrolysis system of urea unit of PetroChina Daqing Petrochemical Company Fertilizer Plant and came up with the conclusion that flooding was caused mainly by desorber tray holes plugging,after a series of measures were taken,the desorption and hydrolysis system has run stably.
Keywords:desorber;hydrolyser;flooding;treatment
猜你喜欢
大经贸(2016年9期)2016-11-16 15:36:09
教育(2016年38期)2016-11-15 17:52:07
科技资讯(2016年19期)2016-11-15 08:24:00
科技资讯(2016年19期)2016-11-15 08:13:38
中国科技博览(2016年22期)2016-11-01 14:19:18
戏剧之家(2016年19期)2016-10-31 18:38:40
戏剧之家(2016年19期)2016-10-31 18:04:18
中国科技博览(2016年19期)2016-10-19 12:24:58
科学与财富(2016年28期)2016-10-14 01:31:36
企业导报(2016年5期)2016-04-05 15:00:44