壳牌煤气化装置生产管理要点总结
2016-07-28 08:34:16牛玉奇
化肥设计 2016年3期
牛玉奇
(河南龙宇煤化工有限公司,河南永城 476600)
壳牌煤气化装置生产管理要点总结
牛玉奇
(河南龙宇煤化工有限公司,河南永城 476600)
摘 要:结合河南龙宇煤化工有限公司及国内壳牌煤气化装置近年来的生产运行经验,对壳牌煤气化装置生产管理的特点进行了分析,从煤质管理、运行管理、设备管理、仪表管理、漏点管理等方面提出了壳牌煤化工生产管理的要点和思路。
关键词:煤气化;气化炉;壳牌;生产管理
近年来,新型煤化工作为清洁能源在国内发展很快,各种煤化工技术在各地都有应用,其中壳牌粉煤加压气化技术在国内已有20余套装置投产,自2006年首套装置投产至今已有10年的时间。10年间,经过各工厂的努力,有一半以上的装置实现累计运行超过300 d/a,其中河南龙宇煤化工有限公司的壳牌煤气化装置已经连续5年,年累计运行超过300 d,最长年累计运行天数达到340 d,最长单次连续运行天数达到322 d,创造壳牌煤气化装置安全连续运行最长纪录。但因为壳牌煤气化装置的复杂性,如何提高其生产管理水平、降低生产检修费用仍为各厂生产管理的难题。
1 壳牌煤气化工艺及特点
壳牌煤气化工艺是原煤在磨煤工序中进行辗磨、干燥,制成大部分为5~90 μm(占比为>90%)的颗粒,煤粉经过加压输送至气化炉,在压力4.0 MPa(g)左右、温度1 500~1 600℃的条件下与纯氧反应,生成以CO+H2为主要组分的粗煤气及灰、渣的过程。生成的粗煤气经过激冷至900℃后,经过输气管、气体返回室、合成气冷却段进一步冷却至340℃左右,再经过飞灰过滤、湿洗后送至下游工序。过滤下的飞灰经过锁斗降压、气提后送至飞灰贮仓,气化炉底部排出的渣经冷却、降压后送到捞渣机。
从工艺操作方面来看,壳牌煤气化工艺有如下特点。
(1)涉及物质的状态较多,有固相、气相、液相、气固混合相、固液混合相等,介质状态的复杂性决定了其工艺生产的复杂性。
(2)气化炉结构复杂,气化炉、输气管、合成气冷却器三大部分连为一体。膜式壁式的设计决定了其不同部位耐温、承压不同,增加了操作的难度。
(3)激冷段、输气管、合成气冷却器上装有58个敲击器(不同项目敲击器的数量有所不同),其动静结合的结构决定了其密封的难度。
(4)煤气化装置中疲劳设备较多,相关设备、阀门的管理难度较大。
(5)气化装置中仪表点、复杂逻辑和控制回路多,增加了仪表管理和工艺控制的难度。
(6)粗煤气成分复杂,且为湿气,增加了腐蚀、泄漏的概率。
2 生产管理要点
2.1 煤质管理
煤是所有煤化工项目的源头,煤质管理是煤化工生产管理的重中之重。虽然壳牌煤气化工艺的煤种适应性比较广,可适应从无烟煤、烟煤、褐煤到石油焦等原料[1],荷兰Demkolec电厂也试烧了多个煤种[2][3],但对于具体的炉型,壳牌气化工艺对煤质也有严格的要求。多个工厂均出现过因为煤质管理不当,造成气化炉堵渣[4]、十字支撑积灰[5]的事故,严重者甚至造成气化炉损坏。
入炉煤要达到表1的指标,气化炉的长周期、稳定运行才能有所保证。
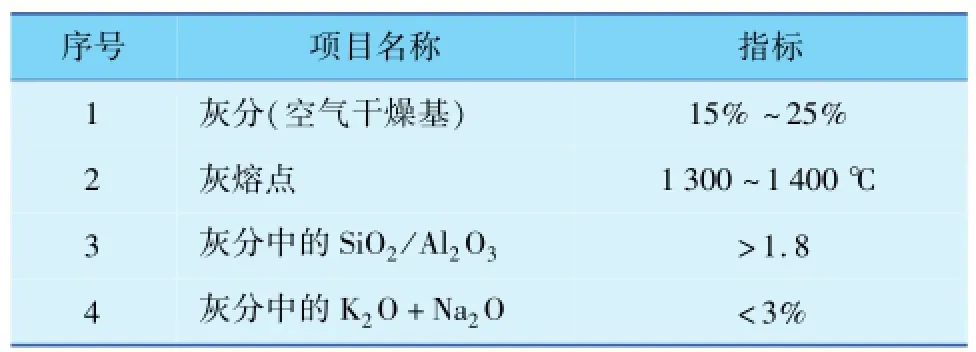
表1 入炉煤的煤质指标要求
除了保证以上指标外,要达到气化炉的长期、稳定运行,还有其他几个方面也需要加以注意。
(1)要保证入炉煤质的长期稳定性。比如,同一批次的煤,灰分含量的波动最好<3%,煤熔点波动<100℃。
(2)不同批次的煤要提前进行工业分析及灰分分析,并根据分析结果,制定相应的操作方案。特别在换煤时要制定专门的操作注意事项。荷兰Demkolec电厂1997年至1999年期间的8次非计划停车中,有5次是因换煤时操作不当引起的[4]。
(3)单煤种达不到上述指标时,可进行配煤操作以满足入炉煤的要求。目前配煤管理已成为国内各工厂煤质管理的重要内容之一。
(4)对原煤的运输过程进行全方位的管控。即对从煤矿开始,到煤粉入炉前的整个过程进行管控。部分工厂已执行6点管控法:从出矿点、发运点、到港点、入库点、混配点、上煤点6个关键点入手[6],全过程监控原料煤质量,以保障用煤安全。
2.2 运行管理
壳牌煤气化装置属于连续式加压气化工艺,其工艺特点决定了生产操作的复杂度,运行管理水平的高低直接决定着运行周期的长短和运行质量的好坏。
2.2.1 煤线的控制
4条煤线的运行状态直接决定着气化炉的运行状态。若个别煤线过氧或过煤会造成局部偏烧,偏烧严重可能烧坏煤烧嘴或烧嘴罩;若煤流量波动过大可造成气化炉压力与粗煤气流量波动大,整个工况不稳定,会影响下游工序的稳定运行;若煤烧嘴频繁跳车,则会直接影响整个系统的负荷和煤烧嘴的寿命。可通过以下措施保证煤线的稳定:①要使煤粉保持合适的水分与粒度,水分一般在1%~2%之间,粒度一般为>5 μm,且<90 μm占比达80%以上,水分和粒度过低或过高都影响煤线的稳定性;②要适当控制煤粉的流化风与输送风,使煤粉在管线中均匀流动;③要做好管线伴热,保证煤粉管线温度>80℃,防止煤粉中的水蒸气在管线中冷凝;④要保证煤线上速度计和密度计的灵敏、稳定,便于操作工观察和调节。
2.2.2 气化炉负荷的控制
气化炉高负荷运行是整个装置经济运行的关键,但气化负荷的高低也受煤质的影响,若原煤的灰分过高,则高负荷可能造成渣及灰处理系统负荷过大,不利于整个系统的稳定运行。气化炉负荷控制的操作要点如下:①尽量减少影响气化炉负荷波动的因素,如减少煤种和配煤比例的变化,每一种煤尽量要连续烧1周以上;②气化炉加减负荷、升降压力要缓慢,为减少气化炉压力的波动,可通过下游工序控制压力;③提负荷时先加煤,等煤稳定后再加氧,降负荷时反之。
2.2.3 气化炉温度的控制
气化炉控制合适的温度是保证设备安全的关键因素之一,温度过高,可造成膜式壁渣层减少,直接损坏水冷壁管、煤烧嘴及烧嘴罩等;温度过低则渣层过厚,长时间运行有堵渣的危险。因为没有直接监控气化炉反应段温度的仪表,故要随时监控能反映气化炉温度的其他参数,以保证在合适操作窗口内操作。气化炉温度控制的操作要点如下:①汽包小室产量是快速反映气化炉温度的重要参数,要重点监控,保证其在合适的范围内,一般4~5 kg/s(各工厂根据现场布管的不同,显示值也有所不同);②密切关注激冷段及输气段水汽密度,密度高表明气化炉温度低,密度低则表明气化炉温度高,要进行适当调整;③渣处理系统的循环渣水含固量也是反映气化炉温度的指标之一,含固量高则气化炉温度低,含固量低则气化炉温度高,一般控制在0.5% ~2%之间;④粗煤气气体组分中CO2的含量是反映气化炉温度的重要参数,CO2含量一般控制在1%~3%,高则表明气化温度高,低则表明气化温度低(用CO2作载气的一般控制在9%~11%);⑤CH4含量的高低也是反映气化温度的主要参数,一般控制在70~150 mg/m3之间,CH4含量高表明气化炉温度低,含量低则表明气化炉温度高(CH4含量与煤质也有一定的关系,要根据煤质的变化适当调整CH4含量)。
2.2.4 渣颜色和形状的控制
渣是粉煤燃烧与反应后的最终产物,渣的形状和颜色较直观地反映了气化炉的燃烧状况。影响渣的颜色和形状的主要因素有煤种及配煤比例、气化炉操作温度、煤线的稳定性和均匀性等。正常渣样的形状为直径<5 mm的不规则颗粒,颜色为黄绿色,伴有少量针状或细丝状渣和较大颗粒渣,此时气化炉温度适中;若渣中小颗粒渣偏多,甚至出现煤粉,则说明气化炉温偏低;若细丝状渣偏多,则表明气化炉温偏高,要及时调整;若渣样比较杂乱,粉末状渣和细丝状渣都不少,则可能表明4条煤线不均匀,有偏烧,要仔细判断煤线的运行情况并逐一进行调整。
2.3 设备管理
壳牌煤气化装置以气化炉为核心,气化炉、输气管、合成气冷却器在煤气化框架中连为一体,整个设备共有12个人孔,200多管口,本体上还装有58个振打器,设备密封点多,结构和受力情况复杂。气化装置疲劳设备多,共有13台疲劳设备,这对设备管理的检修提出了更高的要求。
煤气化装置运行初期,主要以解决紧急设备问题、工艺操作问题为主,随着各装置连续运行的常态化,装置的设备和工艺瓶颈问题已逐步得到解决,装置已由紧急抢修转为计划检修,逐步开展预防性检修、维修工作,进而总结规律,开展主要设备仪表的故障平均分析MTBF工作。气化装置主要设备故障平均周期见表2。

表2 气化装置故障平均分析(MTBF)表
通过开展设备故障平均分析工作,加强了设备基础管理,建立设备检测数据库,科学评估设备检修周期,为装置长周期运行打好基础。
2.4 仪表管理
壳牌煤气化装置具有大型化、集中化、精密化、智能化的特点,其控制系统复杂,I/O点多达4 000个,控制回路800余个,还有多个比值调节及顺序控制系统,其复杂程度在国内化工行业单套装置中少见。这些仪表回路对系统的安全稳定影响重大,稍有故障将造成装置停车或安全隐患。另外,气化装置介质状态的复杂性也决定了仪表的管理和维护要更加精心。
(1)工艺人员和仪表技术人员要对每个仪表和控制回路熟练掌握,以便在仪表或工艺出问题时,能迅速判断故障点并及时排除,避免问题扩大化。
(2)仪表维护人员要定期进行现场巡检,及时排除仪表隐患,如活接头漏气、仪表气源松动、仪表保温伴热不好等问题。
(3)对于粗煤气管线、煤粉管线、灰渣系统的压力表、压差表,要定期排液或吹扫,避免仪表导压管积液、积灰堵塞导致仪表指示偏差。
(4)秋冬季节要加强仪表的伴热和保温,避免仪表导压管结冰堵塞造成指标偏差,甚至引起跳车。
2.5 漏点管理
因为煤气化装置介质的复杂性,漏点管理也是壳牌煤气化装置生产管理的重要内容之一,国内部分装置多次出现因漏点无法控制而引起的非计划停车[7]。装置常见的泄漏点主要有:①粗煤气管线上的焊缝或取压点根部;②S1501与C1601出口管线混合三通处;③V1204泄压管线三通处;④V1403泄压管线弯头处;⑤U1700系统泵出口管线弯头、变径等部位。
可通过以下措施加强对漏点的管控和处理。
(1)对粗煤气管线及取压管的材质进行升级。原设计材质为碳钢或304不锈钢,粗煤气管线材质可升级为Incoloy 825或碳钢内衬Incoloy 825复合管,导压管材料可升级为Incoloy 825。
(2)安排巡检人员用气体检测仪对粗煤气管线每天进行检测,及时发现泄漏点。
(3)对粗煤气管线煤粉管线、灰渣管线等易泄漏部位定期测厚,若发现减薄可趁检修机会提前进行更换。
(4)对发现的小漏点,在有安全保障的前提下,可进行带压堵漏工作,并进行特护管理,减少由此带来的非计划停车。
3 结语
由于壳牌煤气化装置关键设备的集中化、复杂性以及介质的复杂性,国内壳牌煤气化装置在运行的前几年均经过多次的反复探索,走了许多弯路,直到今天,有部分项目运行效果仍然不佳。本文从运行、设备、仪表、漏点等4个方面对装置的生产管理要点及解决措施进行了总结,对同类煤气化装置的生产管理有一定的借鉴意义。
参考文献:
[1]唐宏青.Shell煤气化工艺的评述和改进意见[J].煤化工,2005 (6):9-13.
[2]郑振安.煤种特性对壳牌煤气化装置设计和操作的影响[J].化肥设计,2003,41(6):15-17,23.
[3]卢下滔.采用Shell加压粉煤气化技术改造我国大、中型氨厂的评价(上)[J].化肥工业,2001,28(5):3-9.
[4]汤中文.干法粉煤气化技术进展及工艺影响因素[J].中氮肥,2003,26(3):149-152.
[5]牛玉奇,段志广,沈小炎.Shell气化炉合成气冷却器积灰原因及应对策略[J].化肥设计,2009,47(4):22-25.
[6]何大春.基于SHELL煤气化装置长周期运行的创新管理[J].科技通报,2014,30(7):211-216.
[7]吴奇洪.煤气化装置运行总结[J].大氮肥,2012,35(3):146 -149.
doi:10.3969/j.issn.1004-8901.2016.03.013 10.3969/j.issn.1004-8901.2016.03.013
中图分类号:TQ545
文献标识码:B
文章编号:1004-8901(2016)03-0045-04
作者简介:牛玉奇(1982年-),河南荥阳人,2005年毕业于河南大学化工工艺专业,工程师,现主要从事化工生产技术管理工作。
收稿日期:2016-02-22
Summary of Production Management Highlights of SCGP Plant
NIU Yu-qi
(Henan Longyu Coal Chemical Co.,Ltd.,Yongcheng Henan 476600 China)
Abstract:By combining the production experiences of SCGP Units in Henan Longyu Coal Chemical Co.,Ltd and related domestic chemical enterprises in recent years,this paper analyzes the special features of production management for the SCGP Unit,and then presents some key points and methods of production management for SCGP units from the following aspects,such as:management of coal quality,operation,equipment,instruments,leak points and etc.
Keywords:coal gasification;gasifier;Shell;production management
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:46
仪器仪表用户(2021年10期)2021-11-27 08:25:56
石油化工自动化(2018年5期)2018-11-14 02:34:16
石油化工建设(2018年6期)2018-04-22 03:16:36
能源(2017年10期)2017-12-20 05:54:14
卷宗(2016年10期)2017-01-21 00:54:26
中国高新技术企业(2016年32期)2016-12-27 14:58:51
现代企业文化·理论版(2016年14期)2016-10-21 10:48:18
商(2016年15期)2016-06-17 14:42:30
当代化工研究(2016年6期)2016-03-20 16:21:44