汽油催化、醚化、烷基化组合技术的应用①
2016-07-21 02:39:37吴云鹏
石油与天然气化工 2016年3期
吴云鹏 张 平
中国石油兰州石化公司炼油厂
汽油催化、醚化、烷基化组合技术的应用①
吴云鹏张 平
中国石油兰州石化公司炼油厂
摘要随着原油的重质化、劣质化以及节能减排等环保法规日益严格的要求,各能源生产企业开始积极寻求手段,进一步提高原油的利用率,减少黑色产品收率,以提高轻质油收率,增加高效产品产量,提高企业经济效益。兰州石化公司根据公司装置实际,提出了“三化保一化”的汽油生产优化组合工艺,即“统筹优化催化裂化、汽油醚化、烷基化装置的生产,确保效益的最大化”。该组合工艺为兰州石化公司在汽油升级过程中经济效益的提升提供了新思路,具有很大的适用性和良好的示范意义,其应用前景广阔。
关键词汽油升级组合工艺催化剂
目前我国由汽车尾气排放造成的大城市空气污染已十分严重,成为可持续发展亟待解决的关键问题。为使汽车尾气排放达标,主要措施之一是制定严格的车用燃料标准,实现燃料清洁化。
表1是国II至国V的汽油质量标准。从表1可以看出,从国Ⅱ标准到国Ⅴ标准,汽油质量指标越来越严格。随着汽、柴油标准的日益苛刻以及世界各国对清洁燃料需求的不断增长,燃料清洁化已成为一种无法阻挡的世界性潮流。生产低硫、低烯烃、低芳烃的清洁燃料以减少汽车有害物质的排放已成为当今炼油业的发展主题。
1国内汽油清洁化技术路径
国内生产满足国Ⅳ及以上排放标准的车用汽油的关键是解决催化裂化汽油中的硫及烯烃含量较高的问题。加氢技术是目前脱硫、脱烯烃的有效手段,但加氢装置在生产硫、烯烃含量合格汽油的同时,由于烯烃加氢饱和,使加氢汽油辛烷值降低。生产国Ⅳ汽油,辛烷值RON降低0.5~2个单位;生产国V汽油,RON还要降低1个单位左右[1]。
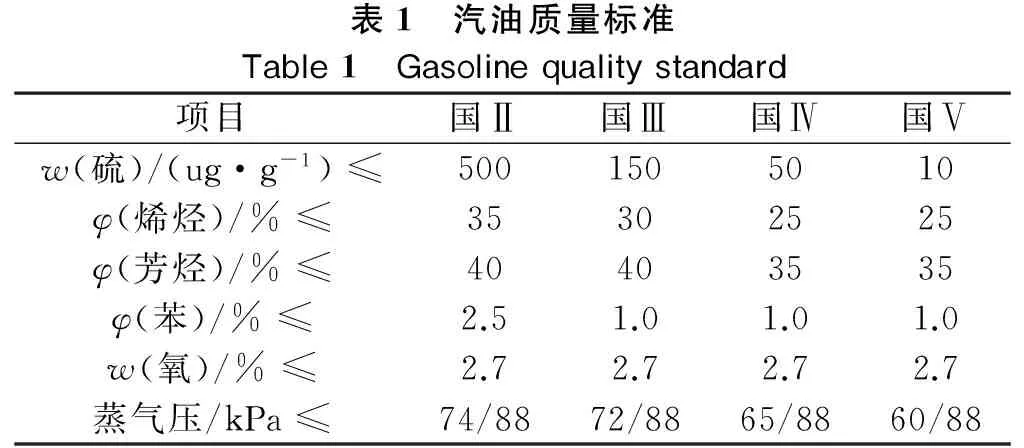
表1 汽油质量标准Table1 Gasolinequalitystandard项目国Ⅱ国Ⅲ国Ⅳ国Ⅴw(硫)/(ug·g-1)≤5001505010φ(烯烃)/%≤35302525φ(芳烃)/%≤40403535φ(苯)/%≤2.51.01.01.0w(氧)/%≤2.72.72.72.7蒸气压/kPa≤74/8872/8865/8860/88
考虑到我国汽油高辛烷值组分生产手段不足的现状,开发和应用既可深度降低催化裂化汽油中的硫和烯烃含量,又能避免辛烷值过度损失的技术,是解决我国清洁燃料生产问题的关键。
1.1发展轻烯烃醚化、异构化及烷基化技术
开发C4、C5轻烯烃醚化及C5~C7异构化技术,增加车用汽油的氧含量,同时降低烯烃含量和蒸气压,抑制光化学烟雾的形成,提高汽油辛烷值;开展固体酸烷基化工艺技术研究,减少现有烷基化装置酸泄漏污染,提高烷基化装置开工率。
1.2提高催化裂化汽油质量
开发新一代催化裂化催化剂,多产轻质组分和烯烃,为醚化、烷基化工艺装置提供充足原料,以生产高辛烷值汽油调和组分;提高催化裂化汽油的辛烷值和氧化安定性,降低催化裂化汽油硫含量,并适当保持烯烃含量,以保证辛烷值。
岩体中裂隙分布复杂,目前在数学上处理裂隙岩体渗流主要有:等效连续介质模型、离散裂隙网络模型和双重介质渗流模型。
1.3增加宽馏分重整汽油生产能力
扩建、新建宽馏分重整装置,采用工艺切苯以严格控制苯含量;逐渐减少汽油池中催化裂化汽油的比例,优化产品结构,促进车用汽油辛烷值的合理分布。
2兰州石化公司汽油清洁化路径研究
2.1优化前加工流程
兰州石化公司采用了汽油选择性加氢技术来实现汽油脱硫、脱烯烃,从而生产出国Ⅳ标准汽油。汽油生产流程如图1所示。
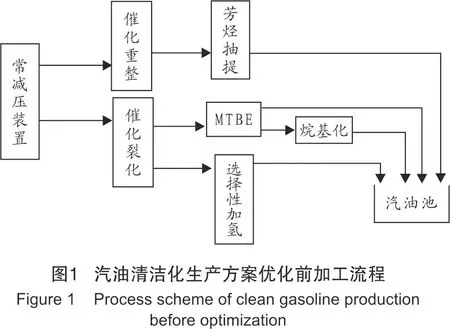
但是在运行过程中,汽油选择性加氢技术也带来了汽油辛烷值损失和汽油收率下降的问题,影响到兰州石化公司高标号汽油的生产,制约了公司经济效益的提升。
2.2汽油清洁化生产优化方案
为实现汽油在脱硫、脱烯烃,提升质量,改进环保排放的同时,满足汽油发动机需求,保持汽油辛烷值高牌号,提升公司的经济效益,兰州石化根据现有汽油生产流程(催化汽油、汽油加氢、汽油醚化路线;催化C4、MTBE、C4选择性加氢、烷基化加工路线),全流程进行优化,发挥工艺组合效应,增加汽油调合池中的低硫、高辛烷值组分。
2.2.1优化重油催化产品分布, 提高汽油产量
从兰州石化公司汽油生产路线可以看出,想要提高汽油的产量和质量,要求催化装置在高重油裂解能力、低焦炭产率、高轻质油收率的前提下,优化催化汽油与液态烃组成,增加丙烯、异丁烯、C5~C6叔碳烯烃等“四烯”含量,为炼厂优化高标号清洁汽油生产工艺提供保障。为了达到这一要求,兰州石化公司应用了新型高液收低残炭重油裂化催化剂。该剂具有优异的抗重金属、高重油转化率以及降低焦炭产率的性能。避免了以往装置采用提高反应温度、降低系统平衡剂活性等工艺调整后,催化剂对重油裂化性能下降造成装置总液收下降、焦炭产率上升的问题,也避免了随着反应温度上升,使得干气、焦炭产率上升等问题。
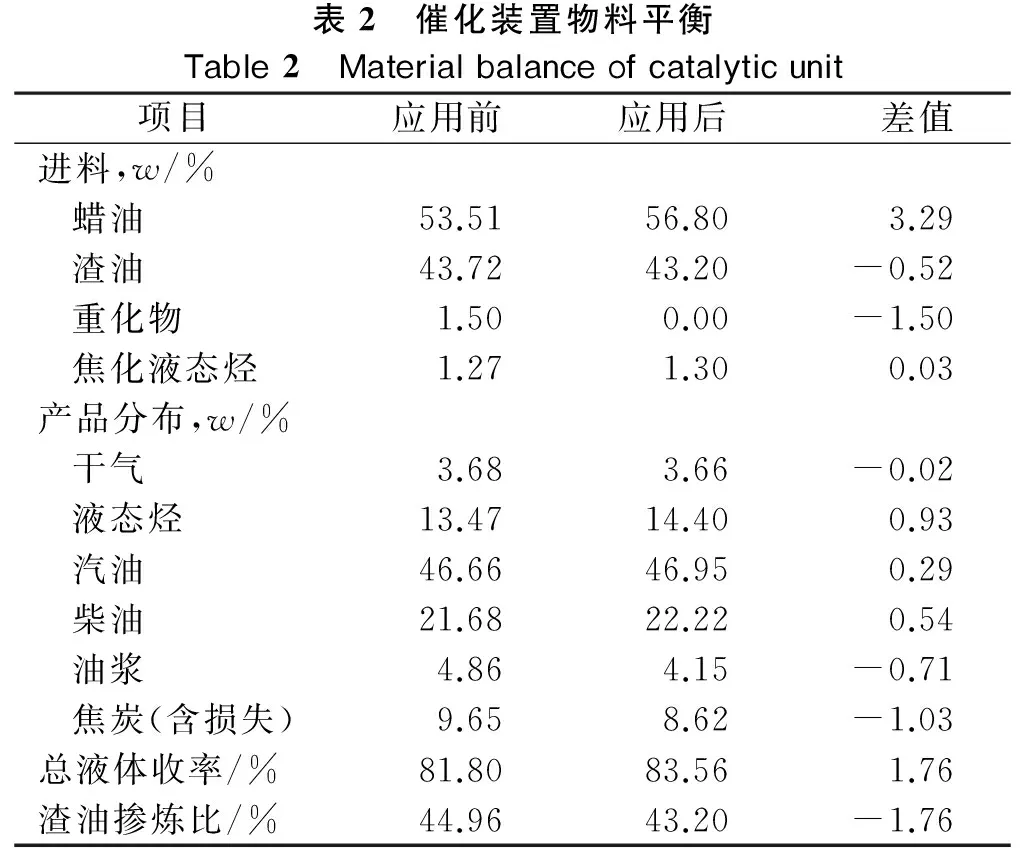
表2 催化装置物料平衡Table2 Materialbalanceofcatalyticunit项目应用前应用后差值进料,w/%蜡油53.5156.803.29渣油43.7243.20-0.52重化物1.500.00-1.50焦化液态烃1.271.300.03产品分布,w/%干气3.683.66-0.02液态烃13.4714.400.93汽油46.6646.950.29柴油21.6822.220.54油浆4.864.15-0.71焦炭(含损失)9.658.62-1.03总液体收率/%81.8083.561.76渣油掺炼比/%44.9643.20-1.76

表3 稳定汽油质量分析Table3 Qualityanalysisofstabilizedgasoline项目应用前应用后馏程/℃ 初馏点34.532.5 10%48.046.5 50%95.593.0 90%169.0171.5 终馏点196.0200.0辛烷值(RON)90.892.3φ(烯烃)/%37.545.3
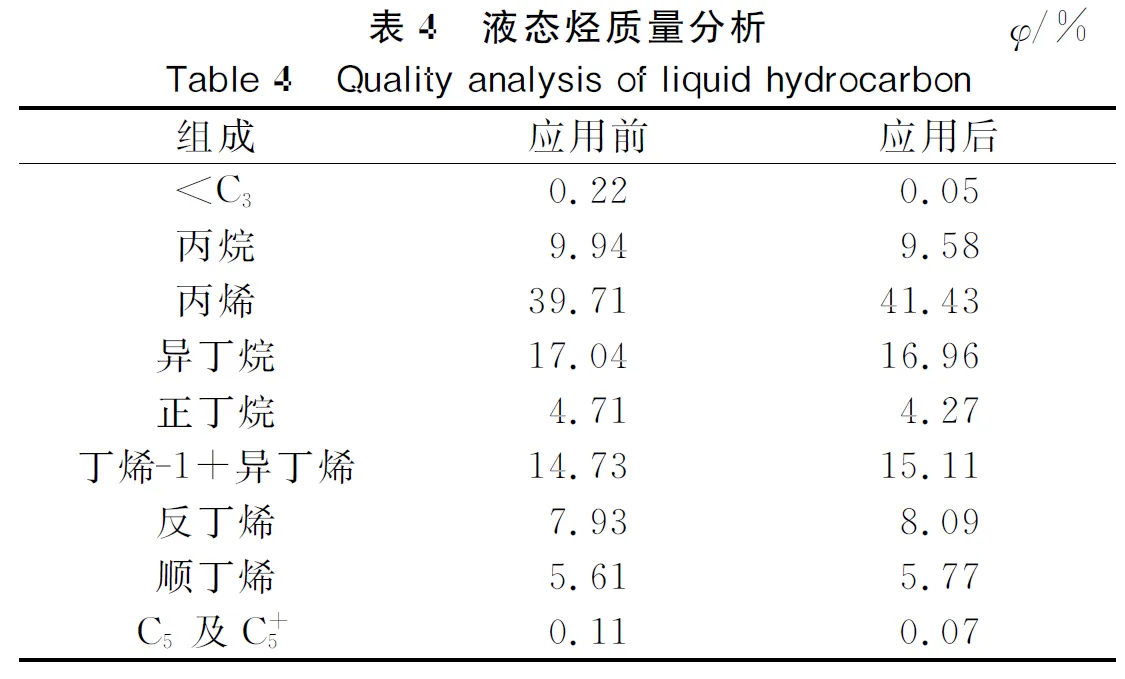
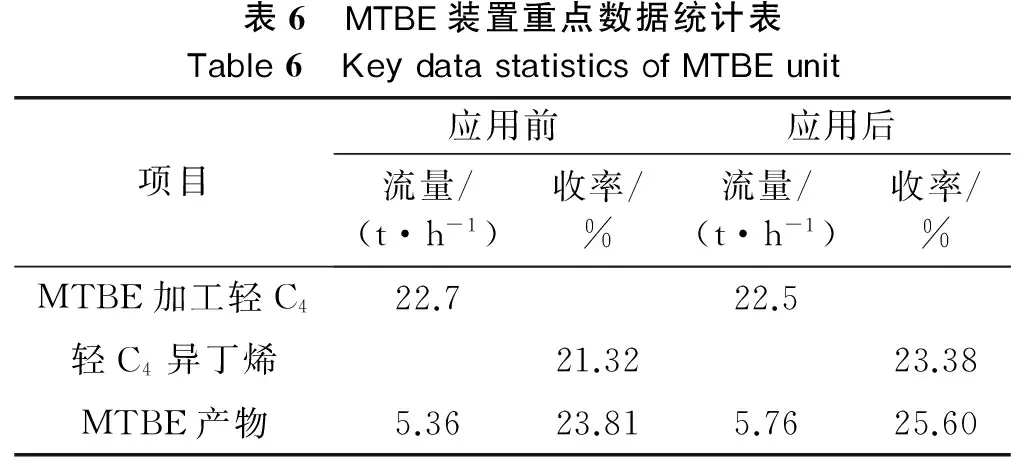
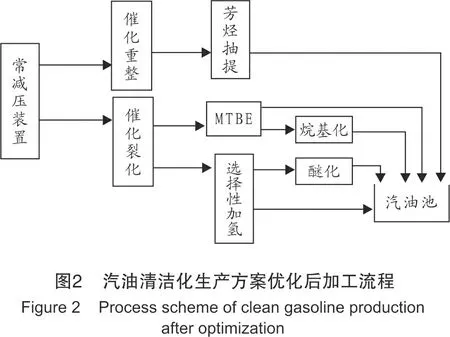
表4 液态烃质量分析φ/%Table4 Qualityanalysisofliquidhydrocarbon组成应用前应用后 2.2.2提高醚化汽油收率,增产高辛烷值调和组分 催化轻汽油醚化技术是催化汽油质量升级的补充技术手段,醚化轻汽油作为高辛烷值汽油调和组分,可与汽油完全互溶和任意调和掺混[2]。催化轻汽油醚化技术是将催化轻汽油中叔碳烯烃与甲醇进行醚化反应生产相应的醚化物,在降低汽油烯烃含量的同时,提高汽油辛烷值,并将约8%~10%(相对轻汽油)的甲醇转化为汽油组分,这是一个汽油增量的过程,又是一个将低价值甲醇转化为高价值汽油组分的生产过程,可实现企业生产增效[3]。 兰州石化公司建成50×104t/a催化轻汽油醚化装置,通过优化操作,不断提升装置经济效益,取得了良好的效果。 表5 醚化产品情况Table5 Etherificationproducts时间应用前应用后C5叔碳烯烃转化率/%7071.38C6叔碳烯烃转化率/%4646.11φ(总醚)/%48.4049.40辛烷值98.0100.0醚化产品收率/%32.2938.22 从表5数据看出,C5叔碳烯烃转化率最高达到71.38%,C6叔碳烯烃转化率最高达到46.11%,产品总醚体积分数稳定在49.40%,上升1个百分点。 醚化产品辛烷值稳定在100.0,均值上升2个单位。主要原因一方面是原料中1-丁烯+异丁烯含量上升,醚化产品中MTBE上升;另一方面在保证醚化产品中总醚含量质量合格的情况下,操作中将醚化分馏塔底温度由(124±0.5) ℃逐步降为(120±0.5)℃,醚化产品收率得到了较大幅度提高,由32.29%提高到38.22%,上升幅度达到5.93%,装置效益提高显著。 醚化装置设计最大加工量66 t/h,通过优化装置操作、逐步提量的方式将装置轻汽油加工量提高至70 t/h进行正常生产,实现醚化装置效益最大化。装置已累计加工轻汽油103.87×104t,消耗甲醇7.63×104t,醚化产品产量40.55×104t,为公司高标号汽油的生产提供了优质调和组分。 2.2.3充分利用轻C4,提高MTBE、异辛烷产量 MTBE装置与烷基化装置是炼油系统的轻C4平衡装置,生产能力分别为6×104t/a和11.3×104t/a。MTBE装置由醚化、产品分离和甲醇回收3部分组成,原料为气分装置的轻C4,主要生产MTBE;烷基化装置由反应、制冷、精制、分馏4部分组成,原料为MTBE尾气,主要产品为烷基化油。 催化装置工业化应用新催化剂后,在催化汽油烯烃含量大幅增加的同时,催化液态烃中的丙烯与C4烯烃同步出现上升。通过优化运行MTBE、C4选择性加氢、烷基化加工路线,最大限度地平衡轻C4,增产MTBE和异辛烷。 表6 MTBE装置重点数据统计表Table6 KeydatastatisticsofMTBEunit项目应用前应用后流量/(t·h-1)收率/%流量/(t·h-1)收率/%MTBE加工轻C422.722.5轻C4异丁烯21.3223.38MTBE产物5.3623.815.7625.60 由表6可以看出,轻C4异丁烯含量较优化前提高2个百分点,MTBE收率由23.81%提高到25.60%,提高了1.79个百分点;MTBE收率逐年上升,2014年达到25.60%,较2010年上升1.79个百分点。 烷基化装置通过长周期运行技术改造后,开工周期由3个月延长到9个月以上,投用双反应器运行,装置加工量由14.5 t/h提高至17 t/h以上,烷基化油年产量最大达到90 133 t。增产航空异辛烷,其比例由2010年的6.9% 提高到2014年的13.17%,提高了6.27个百分点,取得了良好的效果。 2.2.4“三化保一化”的汽油升级生产优化方案 兰州石化公司通过对汽油加工方案的不断调整,最终形成了 “三化保一化”的汽油升级生产优化方案,即:“统筹优化催化裂化、汽油醚化、烷基化装置的生产(三化),确保汽油生产效益的最大化(一化)”。优化后兰州石化公司汽油加工流程如图2所示。 3结 论 (1) 随着“三化保一化”汽油生产优化组合工艺的实施,兰州石化公司汽油质量达到了国Ⅳ标准,解决了汽油生产难题。 (2) 随着“三化保一化”汽油生产优化组合工艺的实施,公司汽油产量稳步增加、汽油占原油比例由2010年的19.51%上升到2014年的22.05%;高标号汽油比例显著提升,97#汽油比例由2010年的4.1%提高到2014年的22.3%,取得了良好效果。4年共计增产高标号汽油130.82×104t,累计增加利润3.22亿元。 参 考 文 献 [1] 全海涛, 张强, 赵德智. 加氢技术在汽油质量升级中的应用及研究进展[J]. 化工生产与技术, 2005, 12(6): 20-24. [2] 张广林, 杨金鹏. 发展FCC轻汽油醚化工艺[J]. 河南石油, 1998(2): 34-38. [3] 朱厚兴, 宋爱萍. 轻汽油醚化技术在国内的应用前景分析[J]. 石油规划设计, 2012, 23(4): 12-15. Application of gasoline production combined technology of catalytic,etherification and alkylation Wu Yunpeng, Zhang Ping (PetroChinaLanzhouPetrochemicalCompanyRefinery,Lanzhou730060,China) Abstract:With the heavier and poorer quality of crude oil, and increasingly stringent requirements of environmental protection laws and regulations for energy saving and emission reduction, the energy production enterprises are actively seeking ways to further improve the utilization rate of crude oil, reduce the yield of black products to improve the yield of light oil, increase the production of high efficiency products, and improve the economic benefits. According to its actual situation, Lanzhou Petrochemical Company puts forward the "Three Guarantees" gasoline production optimization process, namely "overall optimization of catalytic cracking, gasoline etherification and alkylation, ensuring the benefit maximization". The combined process provides a new way for the improvement of economic benefit in the process of gasoline upgrading. It has great applicability and good model significance, and shows broad application prospect. Key words:gasoline upgrading, combined process, catalyst 作者简介:吴云鹏(1979-),男,甘肃静宁人,主要从事石油炼制方面的技术工作。E-mail:wyplyc@126.com 中图分类号:TE624.4+8 文献标志码:A DOI:10.3969/j.issn.1007-3426.2016.03.010 收稿日期:2015-10-08;修回日期:2016-01-05;编辑:康莉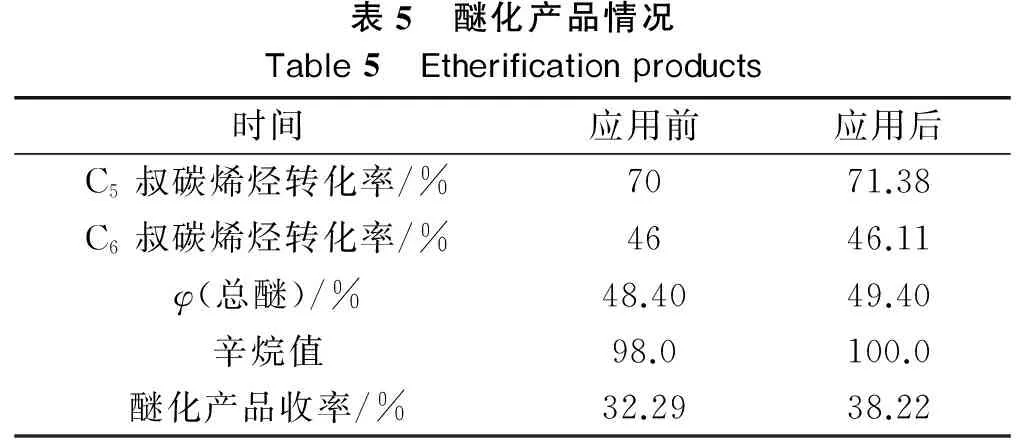
猜你喜欢
软件(2020年3期)2020-04-20 01:45:24
石油炼制与化工(2020年9期)2020-01-05 18:59:07
石油石化绿色低碳(2019年6期)2019-01-14 01:16:16
石油石化绿色低碳(2019年6期)2019-01-14 01:16:14
石油石化绿色低碳(2018年5期)2018-03-20 04:41:21
汽车文摘(2016年8期)2016-12-07 01:05:40
石油炼制与化工(2016年6期)2016-04-06 22:54:21
当代化工研究(2016年6期)2016-03-20 16:21:37
合成化学(2015年2期)2016-01-17 09:04:08
化工进展(2015年6期)2015-11-13 00:26:37