金属管与软管接头的研制与应用
2016-06-28 01:32阚兴栋新疆油田公司采油一厂新疆克拉玛依834000
中国新技术新产品 2016年10期
蔡 娟 肖 梅 阚兴栋(新疆油田公司采油一厂,新疆 克拉玛依 834000)
金属管与软管接头的研制与应用
蔡 娟 肖 梅 阚兴栋
(新疆油田公司采油一厂,新疆 克拉玛依 834000)
摘 要:金属管与软管的连接在生产和生活中随处可见,其连接方式也是多种多样。本文对生产生活中金属管与软管的连接方式、方法的特点进行了介绍,对各种连接方式的优点与不足进行了分析,介绍了笔者发明的一种金属管与软管接头的结构、工作原理及使用效果。
关键词:金属管;软管;快速连接;安全可靠
与金属硬管相比较,各种非金属软管与金属硬管的连接在使用中,具有连接两个点且不需要像金属硬管那样要求准确的走向和卡度,连接后可以相对随意地挪动。在日常生产和生活中,金属管与各种非金属软管的连接极为普遍:油田生产中,井口盘管炉火嘴与气体管线的连接;计量站水套炉点火管与气流管线的连接;注水井现场校对流量计时,胶皮管与注水井流量计出口管线的连接;蒸汽车蒸汽出口与蒸汽喷管的连接;现场校验计量分离器时,分离器加水,排水管线的连接;在日常生活中,液化石油气罐,天然气气液管线与热水器、燃气炉灶的连接;淋浴喷头与冷热水开关的连接;绿化水胶皮管与自来水管线的连接(生产用:天然气发动机气源管路的连接)等。由于在生产生活中,现有金属管与软管连接方式、方法在操作上有许多不便;连接后不够可靠,部分连接软管在经济上不合算,因此我们设计了一种金属管与软管的接头。
1 现有金属管与软管连接方式效果分析
1.1 铁丝捆扎的连接方法
长期以来,金属管与软管的连接一直采用铁丝捆扎的方法,这种方法在操作前需要预备捆扎用的铁丝和手钳。操作时先将软管用力套入金属硬管,再将捆扎铁丝绕在金属管和软管重合段外面。用手钳夹住两股扭在一起的铁丝,用力扭几圈,使铁丝吃入软管表面一定深度,将软管固定在金属硬管上。采用这种连接方式有以下几个缺点。
1.1.1 连接不牢靠
连接操作时将软管套入金属硬管较为困难,不同的操作者套入深度不同,会影响连接的牢固程度,用铁丝捆扎时,不同的操作者手法也不同,用力小一点,连接就会不牢靠,用力大一些,捆扎铁丝会被拧断;此外,铁丝捆扎后在铁丝扭紧的部位,金属管与软管贴合不严密,可能出现泄漏。
1.1.2 连接用时长
采用铁丝捆扎的连接方法一般会有三个步骤:
(1)将原连接管取下,在实际操作中,将原来连接好的金属管与软管分开,费时费力,较为困难;
(2)将新的软管套入金属管上,由于金属管外径与配套使用的软管内径相近,且相互摩擦力较大,套入也要耗费一定时间;
(3)用铁丝捆扎,包括用手钳截取一定长度铁丝,将铁丝绕在金属管与软管连接段外,用力拧紧铁丝,一般情况下,完成这三个步骤,需要五分钟以上。
1.1.3 产生废弃物
捆扎后的铁丝被卸下后通常就被丢弃,造成资源浪费,长期积累,浪费量也不少。
由于铁丝捆扎的连接方法存在着以上缺点,目前在油田生产中已不再使用。
1.2 打卡子的连接方法
这种连接方法有以下缺点:
1.2.1 操作不便
(1)卡子与铁丝捆扎相同,人需要从金属管上取下原软管,套上新的软管。
(2)卡子内径略小于套在金属管上软管的外径,将卡子套入较为困难。
(3)卡子紧固螺丝很小,用扳手紧固不便,特别是在野外冬季和黑夜里操作更为不便。
1.2.2 卡子易损坏
软管连接卡子的材料耐用度低,使用时易被损坏。
1.3 软管与接头一体的连接方法
这种连接方式连接速度快,连接牢固可靠,但使用一段时间后,当软管和两端的连接处损坏后,虽然两端的接头仍完好,整个软管及接头不得不丢弃,这对于社会生产是一种浪费。家用淋浴喷头的连接就属于这种情况。
2 金属管与软管接头的设计
针对现有金属管与软管连接方式存在的问题,我们认为新的金属管与软管连接工具应具备这样几个特点:
(1)连接可靠,连接后金属管与软管接触面各个方向受力均匀;
(2)拆装速度明显快于原连接方式;
(3)连接工具结构简单加工成本低,可长期使用。
从以上设计需求出发,我们将与软管连接的金属管部分设计成锥形,将拉紧方式设计为单螺纹,螺距较大的粗牙普通螺纹,连接工具零部件不超过三个;按照上述思路,我们经过一段时间的推敲、测算和实验,设计出了一种新型“金属管与软管接头”。下面以DN15钢管与DN15胶皮管接头为例介绍“金属管与软管接头”的设计制作过程。

图1 拉紧螺母图
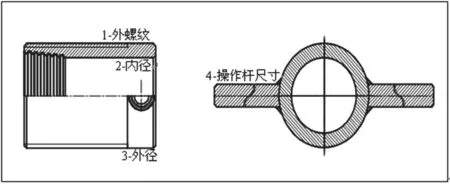
图2 中心管图

图3 压套图
金属管与软管连接主要与金属管的外径的软管的内径有关,经过测量,胶皮管的内径是20mm,DN15的钢管外径为22mm,将金属管与胶皮管连接部分设计成椎体,椎体小径应小于20mm,以便轻松的插入外径为20的胶片管内,椎体的大径应大于22mm。金属管与胶片管的连接工具设计成三部分,如图1~图3所示。
(1)中心管。中心管一头为1/2R的管螺纹,另一头是一个空隙椎体,中间有一个拉紧螺母用力支撑的直径较大的圆。
(2)压套。内径等于胶皮管外径,内部前端设计成喇叭形锥面,锥度与中心管锥体锥度相同,外部前端车普通螺纹,后部焊接两个手柄。
(3)拉紧螺母。拉紧螺母外部焊两个手柄,内部前端车普通螺纹,用于与压套连接。
金属管与软管接头使用时,将拉紧螺母套入中心管带有螺纹一头,这一部分在将来使用中不再拆卸,将胶皮管穿入压套后用力套在中心管椎体上(可预先在锥面涂些黄油有利于胶管沿锥面前行,有利于密封,也有利于下次拆卸)。连接压套与拉紧螺母,在拉紧螺母的拉动下,压套推动胶管不断前行,压套与锥面的间隙不断减小,达到将胶管牢固的连接在中心管锥面上的目的,如图4所示。
金属管与胶皮管的这种连接方式,同样可以用于燃气、热水器和燃气炉灶,可以制作时将其加工在这些燃气用具上。
3 金属管与软管接头试用效果
金属管与软管接头在现场连接胶皮管安装时,拆装方便快捷,安装只需要1min~2min,安装后清水试压1.0MPa持续30min无渗漏,憋压到1.5MPa,5min未见连接处有脱出现象,如图5、图6所示。
对4个站区、18口单井使用该工具进行管线连接操作,将验证结果同原有技术对比,见表1。
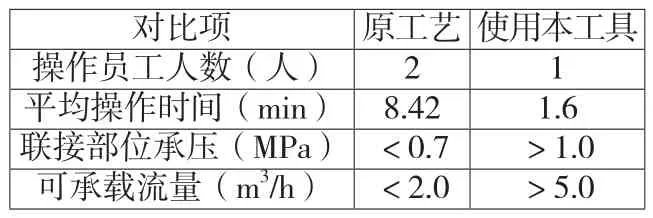
表1 与原工艺对比表
4 效益分析
4.1 经济效益
(1)投入:每套联接器生产成本为100元。
(2)产出。
人工成本:
单次操作节省员工操作时间:8.42× 2-1.6=15.24min
以员工月工资3000元,平均月工作日为18天,每天工作时间为8小时,进行计算,单次操作节省人工成本:15.24×3000/(18×8×60)=5.29元
以本作业区为单位进行效益计算,每年该项操作约240次,共计节省人工成本:
5.29×240=1269.6元
材料成本:作业区加工制造使用10套,每套每年可节省卡子等消耗品的材料投入约30元。
(3)获得经济效益
投入与产出的差值为:(1269.6+30× 10)-100×10=569.6元
4.2 社会效益
采用该工具后,与设定目标值进行对比,满足所有目标:
(1)渗漏率为零,避免因为连接不牢固或渗漏带来的安全隐患,保证了站区、井场的清洁及员工人身安全。
(2)员工操作效率提高了90%,由原来的2人操作,平均8.42min/次,降至单人操作平均1.6min完成连接,极大地节省了工时,节约了人力投入。
(3)由于不借助其他连接材料进行操作,节省了材料投入,实现材料零损耗,且该工具能长期使用,极大地降低了生产成本。
(4)将此接头推广至燃气灶、燃气热水器等民用器具,可消除非专业连接带来的不牢靠、不严密所带来的安全隐患,避免人身危险和财产损失。
结论
金属管与软管接头有以下几方面的优点:
(1)在一个连接点上安装一个接头可长期重复使用。
(2)接头连接后安全可靠,可有效防止有毒有害气体、液体渗漏。
(3)连接操作方便快捷省时省力。
(4)该接头加工简单、成本低廉。
综上所述,我们认为金属管与软管接头具有较好的使用和推广价值。
参考文献
[1]王同海.金属管接头复合成形弯曲缺陷的研究[J].锻压机械,1998(3):32-33.
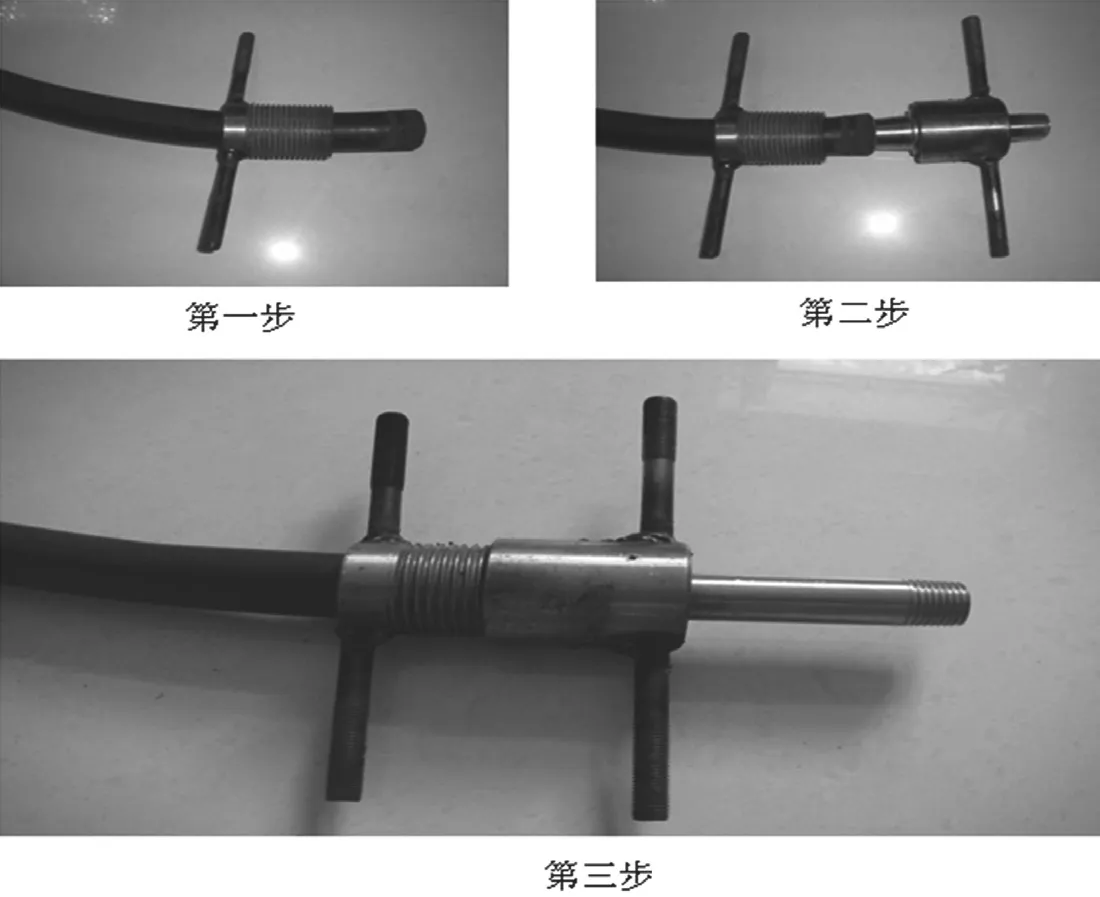
图4 连接操作步骤示意图

图5 水井量水接口联接
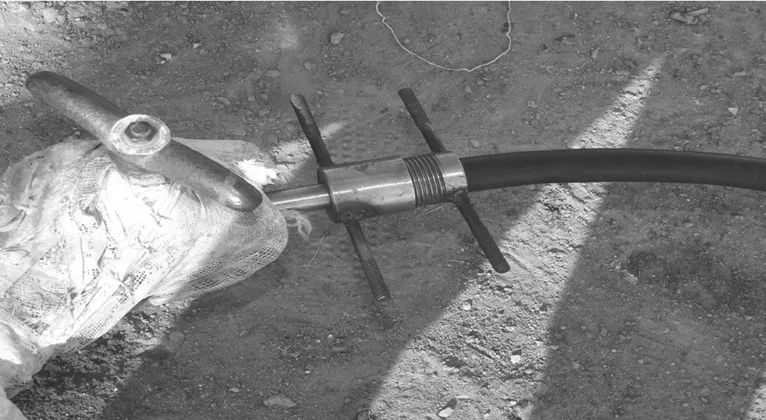
图6 水套炉点火控制阀联接
中图分类号:TE256
文献标识码:A
猜你喜欢
模具工业(2023年9期)2023-10-07
石油工业技术监督(2022年6期)2022-06-25
水泵技术(2021年6期)2021-02-16
地理教育·当代幼教(2020年1期)2020-02-16
石油化工建设(2019年6期)2020-01-16
现代农业(2016年5期)2016-02-28
装饰装修天地(2015年8期)2015-10-21
橡胶工业(2015年8期)2015-07-29
橡胶科技(2015年3期)2015-02-26
物理与工程(2013年1期)2013-03-11