金属冲压工艺与装备实用案例宝典(连载四)
2016-06-23 12:29张清林江苏中兴西田数控科技有限公司
锻造与冲压 2016年16期
文/张清林·江苏中兴西田数控科技有限公司
金属冲压工艺与装备实用案例宝典(连载四)
文/张清林·江苏中兴西田数控科技有限公司
《金属冲压工艺与装备实用案例宝典(连载三)》见《锻造与冲压》2016年第14期
本部分内容介绍:⑴深拉深制品的摆振切边模;⑵厚板精密冲裁落料模;⑶级进加工的斜楔模、冲孔模及切断模;⑷多工位加工的阶段成形模;⑸深拉深制品的扩口成形模及口部整形模。
需要注意的是,本连载提供的诸多模具工艺设计实例构造图样,图中给出的部分仅限于凸模和凹模的构造,读者可以根据图样中所示的材质、板厚、产品形状尺寸及加工方法等发挥各自的模具设计经验进行图解和改良,而不必受到固定观念的局限。
另外,优质的冲压加工产品,仅有设计制作良好的模具是不够的,精度与刚性良好的冲压机械及成形性和品质优良的材料也是必不可缺的因素。所以模具设计时,必须根据模具所安装使用的冲压机械进行相应的变更。
冲压加工就是把模具的形状与精度复制在加工材料上,同时把冲压机械的精度与刚性表现出来。冲压材料复制了模具形状和精度,复制了冲压机械的精度和刚性,同时也受到材料性能和品质的影响,这三方面不论哪一方面不好都会造成冲压产品精度低下、品质不良。
因此,对于模具设计者来说必须首先意识到,在模具设计中冲压机械的构造、特征及性能是必须考虑的因素。在进行试模时必须亲临现场,对所使用的冲压机械有充分的了解,否则就不能成为合格的模具设计者。
摆振切边模
图1和图2为多工位加工的摆振切边模构造图。利用斜楔模机构(包括摆振凸模和摆振凹模)使压力机滑块的上下运动变换为在模具内的模拟圆周运动或前后左右移动,将成形产品在一次冲压行程内完成底部(图1)或顶部(图2)的切断加工。图中所用材料,SPC(JIS)表示冷轧碳素钢薄板及钢带,SPCE表示深冲用冷轧碳素钢薄板及钢带。
精密落料冲裁模
图3为级进加工的厚板精密落料冲裁模构造图。使用专用的精密落料压力机,板材送到加工位置后,下模上升通过模具缓冲装置施加压紧力,与上压料板一起将板材压紧后,凸模压入进行冲裁,冲裁终了,下模后退,压板力解放。随后,上压板(可动卸料板)下降进行卸料。卸料完成后,下压料板上升,制品排出,板材被送回到原先位置,至此完成一次冲压行程。如果产品上有孔,开孔的废料进入凸模中,卸料时也同时被排出,与产品同时从凹模上面除去。
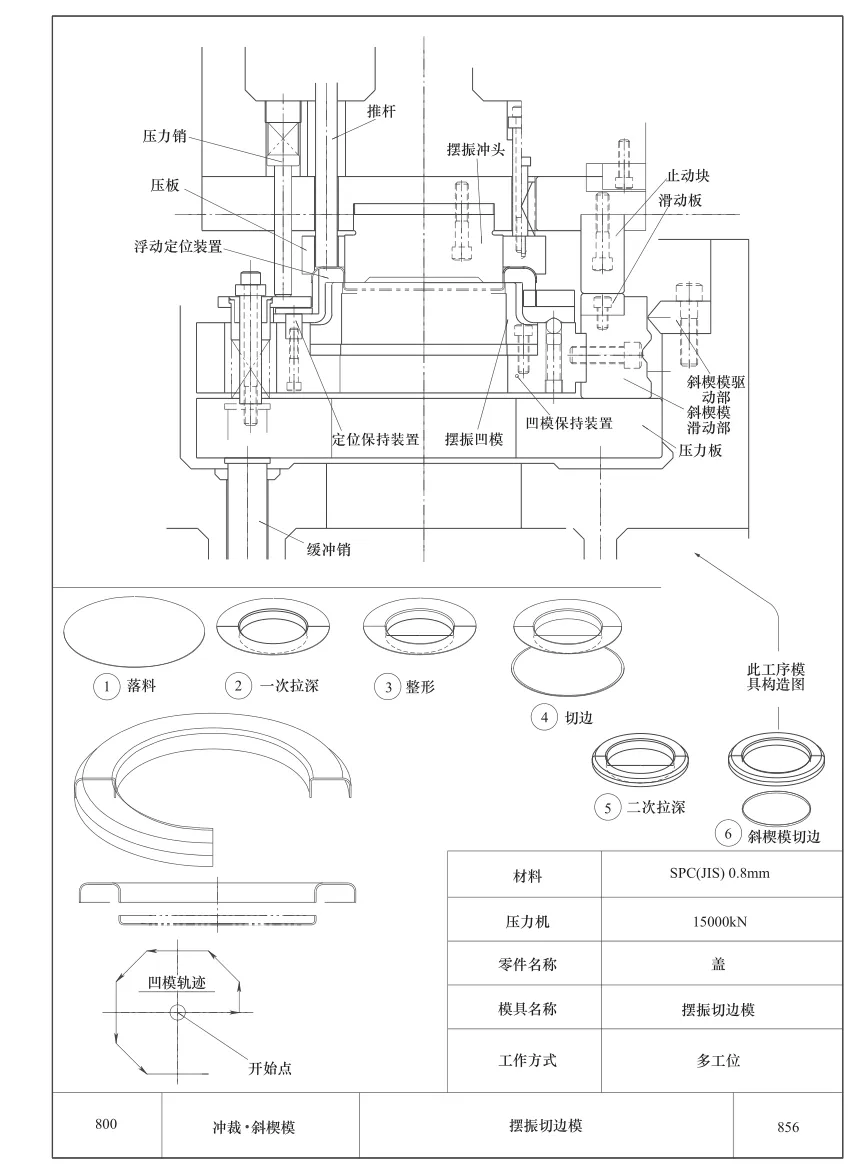
图1 摆振切边模(1)

图2 摆振切边模(2)

图3 厚板的精密冲裁落料
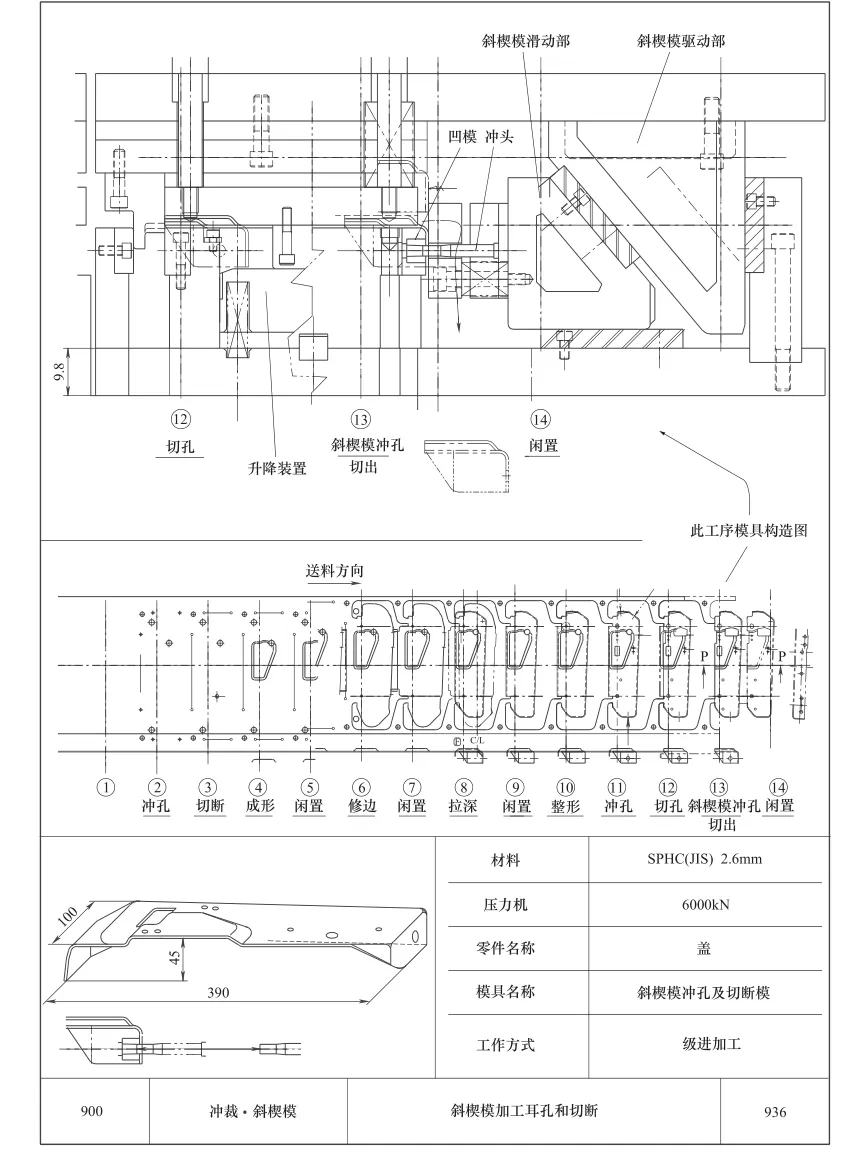
图4 斜楔模加工耳孔和切断

图5 阶段成形工艺图

图6 利用气体弹簧的阶段成形
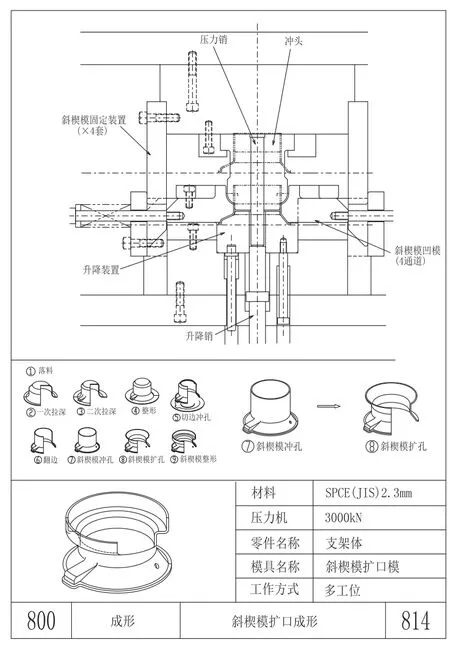
图7 斜楔模扩口成形模
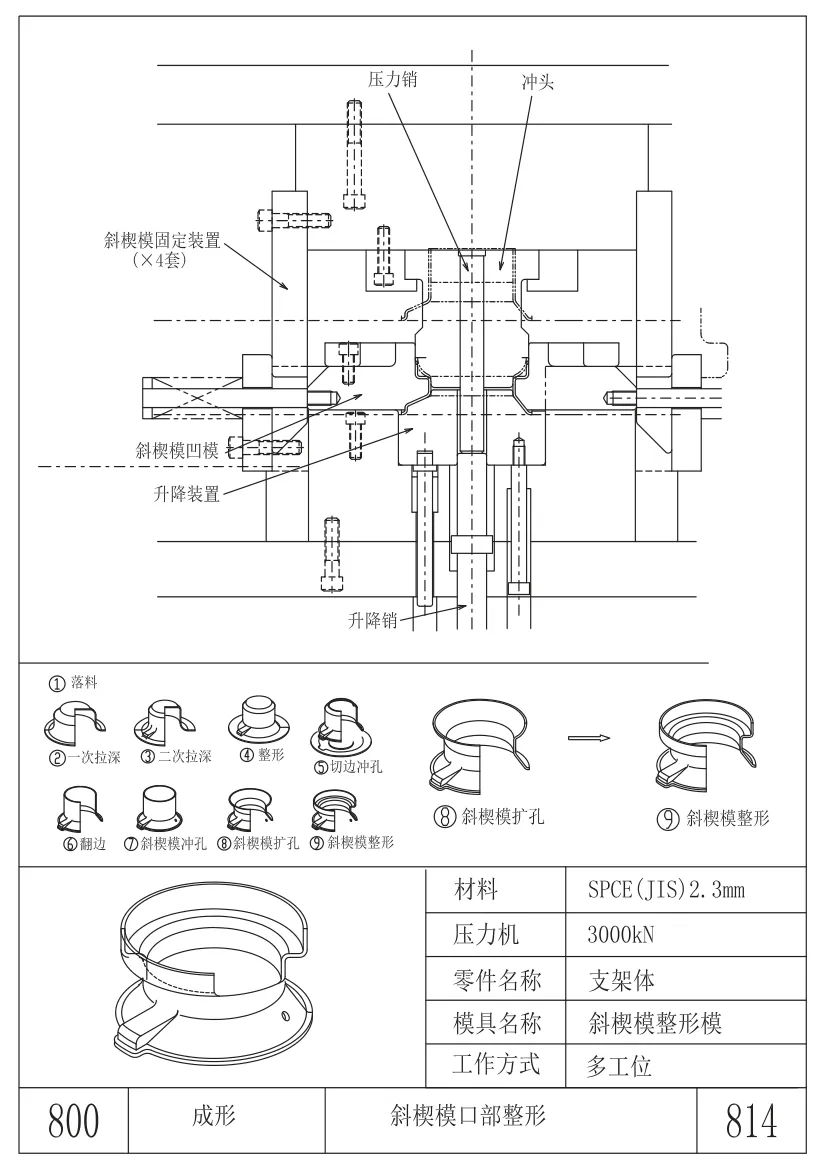
图8 斜楔模口部整形模
图中,SPH表示一般用热轧钢板及钢带。
斜楔模冲孔及切断模
图4所示为盖板制品的级进加工带料排样图,和13工序的斜楔模冲孔及切断模的构造图。
级进加工是冲压加工中生产效率最高的加工方法。在级进加工中将材料逐次进行加工获得产品,模具构造复杂,设计与制作难度较大。
级进模设计中最重要的工作是作成带料排样图样。此带料排样图样可以直接反映出所设计模具的水平。
本制品使用的材料SPHC(JIS)为一般用热轧钢板及钢带。
阶段成形模
图5所示为制品的多工位加工的工艺图。图6为该制品第5工序利用气体弹簧阶段成形的模具构造图。
本例中使用0.8mm板厚的SPCC(JIS)为一般用冷轧钢板及钢带。
扩口成形模及口部整形模
图7为所示制品的多工位加工工序及斜楔模扩口加工模的模具构造图。斜楔模凹模及固定装置分为4部分,从前后左右夹住工件。扩口加工完成后,利用图8的口部整形模进行最后一道工序。
该制品使用板厚2.3mm的SPCE(JIS),即深冲用冷轧碳素钢板及钢带。压力机使用300吨多工位压力机。
反馈服务编码6132
猜你喜欢
铁道科学与工程学报(2022年4期)2022-05-17
锻造与冲压(2021年16期)2021-08-31
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2019年12期)2019-12-25
上海交通大学学报(2019年9期)2019-10-12
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
山东工业技术(2016年15期)2016-12-01
铁道科学与工程学报(2015年5期)2015-12-24