
锻件坯料准备在工厂中的应用实例
2016-06-23 12:29:07王洪兴姜希翠一汽锻造吉林有限公司
锻造与冲压 2016年13期
文/王洪兴,姜希翠·一汽锻造(吉林)有限公司
唐明鹤·大连华锐特种传动设备有限公司
锻件坯料准备在工厂中的应用实例
文/王洪兴,姜希翠·一汽锻造(吉林)有限公司
唐明鹤·大连华锐特种传动设备有限公司
一汽锻造(吉林)有限公司(以下简称“一汽锻造”)是中国第一汽车集团公司的全资子公司,始建于1953年。一汽锻造是国内最大的汽车锻件生产企业之一,也从事非汽车行业各类锻件的制造。一汽锻造除了为一汽集团及其他整车厂提供配套外,还涉足铁路、煤机、矿山等领域,现在每年约生产销售锻件6万吨,所以需要做大量的锻件毛坯料准备(下料)工作。本文从坯料准备方面,简单介绍一下一汽锻造的实际经验。
一汽锻造的毛坯料准备(下料)方式,是随着锻件产品、成形工艺的改变逐渐从单一下料方式向多种下料方式转变,从低精度向高精度提升的,设备使用上也经历了几个时期。

表1 剪切下料设备明细
普通棒料剪
2002年前,公司的下料方式为单一的剪切下料,剪床都为老式的普通棒料剪,设备吨位由小到大,具体规格见表1所示。

图1 普通棒料剪
图1为普通棒料剪。老式剪床的优点:生产率高,单班量产可以达到3000多件,无切口损耗、成本低,可实现机械化操作,主要用于有飞边的开式模锻坯料下料。老式剪床的缺点:剪切平面欠平整、斜度大、尺寸精度差;直径大的高碳钢、高合金钢棒料需要进行预热,并且需要准备大量各种规格的剪切模具等,不适合无飞边的闭式模锻下料。图2为普通棒料剪下的料段端面质量图,表2为剪床下料容易产生的缺陷、产生的原因和消除办法。
一汽锻造根据多年的剪切经验,制定了各种剪床的下料工艺规范,实际应用效果很好。表3为500t剪床下料的工艺规范,表4为剪床下料毛坯长度L公差表。
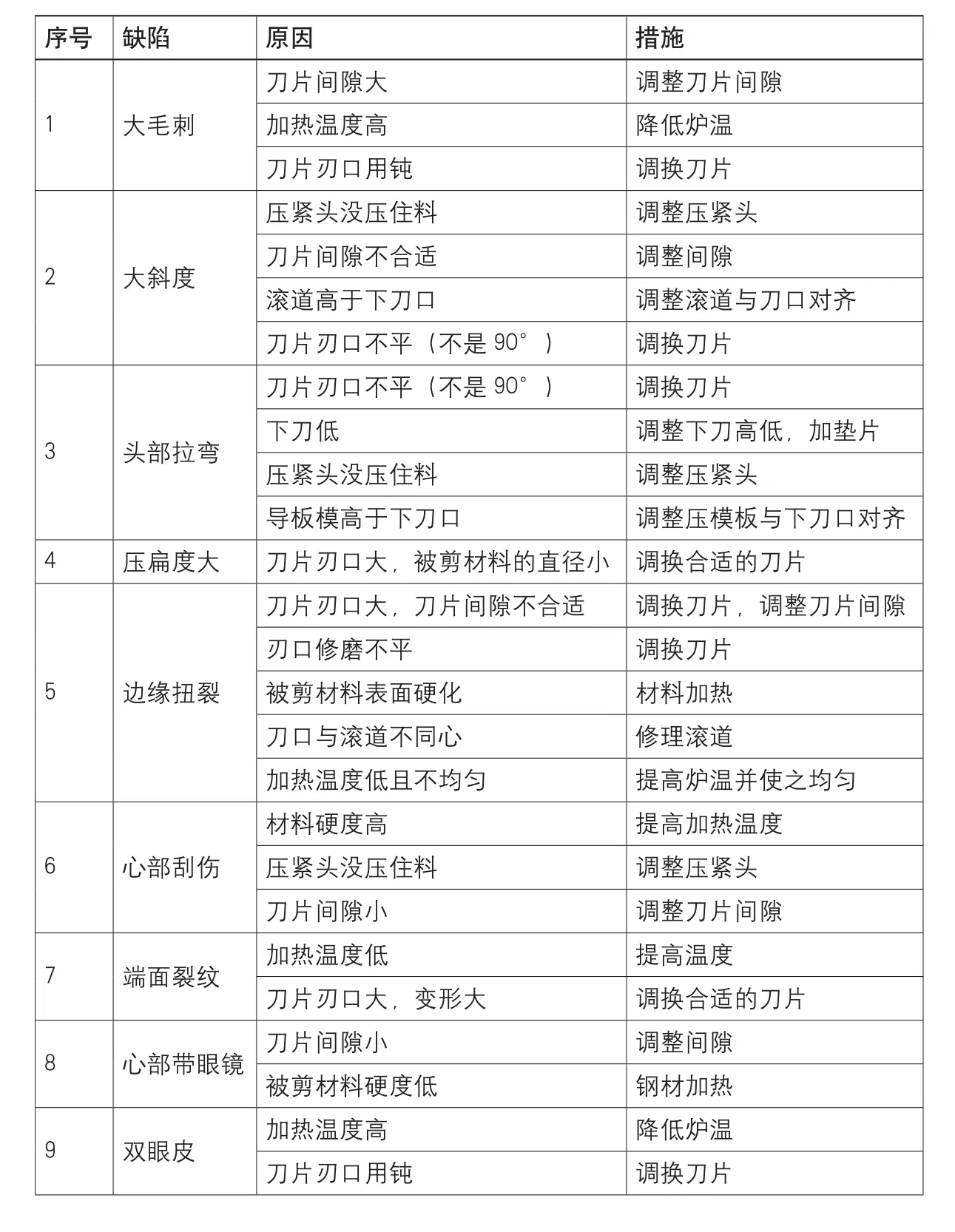
表2 剪床下料容易产生的缺陷、产生的原因和消除办法

图2 普通棒料剪下的料段端面质量图
用老式剪床剪切闭式模锻坯料的经验
因公司无飞边锻造工艺的快速增加,锯床的能力无法满足生产的需求。公司通过改造350t棒料剪,进行剪切闭式工艺坯料的试验,取得了成功。
根据350t剪床的结构特点,首先对下切刀托架和后压料机构进行了改造。对下切刀托架重新进行了设计,由过去的分体式结构改为整体式结构(改进前与改进后的结构如图3、图4所示),增加了托架的强度,还对固定方式进行了重新设计和加强,保证了在剪切过程中切刀的稳定性。后压料机构变成可调式(如图5所示),可以根据不同直径的棒料对压力进行大小调节,这是为了增加剪切过程中的稳定性。经过对连杆料和轮毂料的试切,剪切斜度能够控制在工艺要求范围内,重量公差也能控制在±20g内。改进前后的坯料对比见图6和图7。
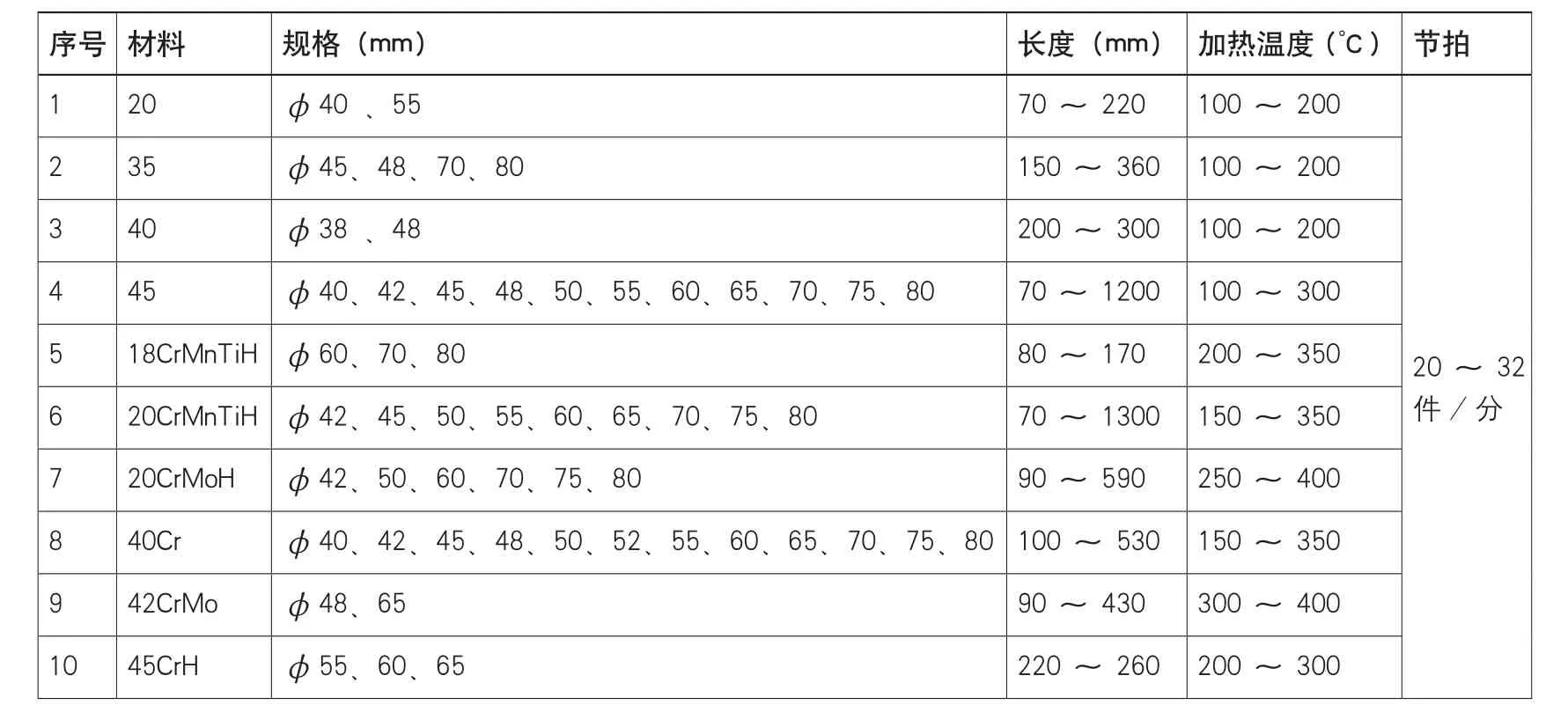
表3 500t剪床下料工艺规范
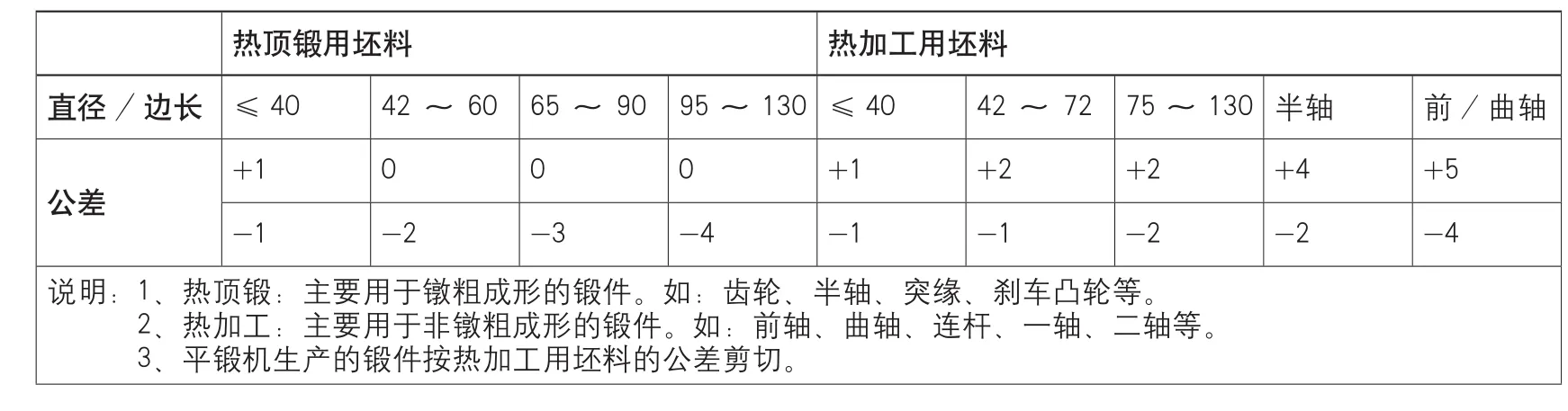
表4 剪床下料毛坯长度L公差表(mm)

图3 改进前的分体式结构

图4 改进后的整体式结构

图5 改进后的压料结构

图6 改进前剪切的坯料

图7 改进后剪切的坯料
带锯床
随着公司闭式锻造工艺的逐步开发,对坯料的要求越来越严格、精度要求越来越高,坯料的重量公差一般为±30g,普通剪床无法达到此要求。另外,在前轴、曲轴、转向节等大件下料方面,锯床比剪床具有更多的优势。图8为带锯床,一台普通的带锯床价格只有十几万元,而一台大吨位的剪床价格为百万元以上,所以锻造公司从2002年开始逐渐增加了带锯机的使用,具体的规格见表5。
例如GB4250C这种普通带锯机,通用性较好,可以锯切50~500mm的圆钢和方钢。锯100mm的圆钢时间为50s,重量精度可控制在30~40g。坯料无斜度、无毛刺、尺寸精度高。设备价格低、工人操作和维修简单,不需要对原材料预热。原来1台剪床至少需要3个人,而现在2台锯床只需1个人操作。另外还可以对剪床下料的料尾采取同步锯料的办法来提高材料利用率。从2006年开始公司采用锯床下料的比重逐年增加,由刚开始的10%左右,到现如今的60%左右。锯床下料毛坯长度L公差要求见表6。

表5 带锯床明细表
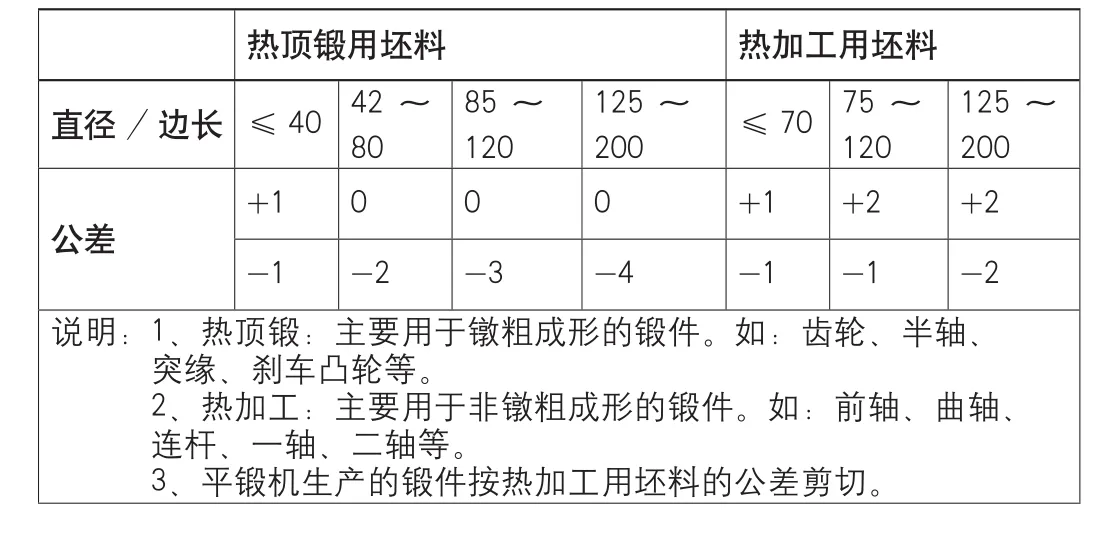
表6 锯床下料毛坯长度L公差要求(mm)

图8 带锯床
为了实现用带锯机进行无飞边锻造毛坯的下料,我们对带锯机进行了部分改造,增加了挡料限位系统,如图9所示。

图9 挡料限位系统

图10 锯床下料质量
每批料通过称重调整好坯料长度后,就锁死挡料位置,然后进行批量下料。下料质量如图10所示,该方案完全能够满足无飞边锻造±30g的重量公差要求,及端面斜度小于1mm的要求。
带锯床下料的优点:锯切的坯料端面平整、垂直度较好、长度方向尺寸精确,适用于精密模锻等下料。
带锯床下料的缺点:生产率低,工具和锯口损耗均比较大。在锯切重量比较大的前轴和曲轴时工人的劳动强度很大,自动化程度较低。
鉴于锯床在下料精度、使用成本、维护成本上的诸多优点以及技术的不断进步,锯床将会逐渐成为锻造公司毛坯下料的主力设备。
圆盘锯
对于一些要求精度更高的坯料,带锯机下料已经无法达到要求,因此,公司在2009年采购了2台台湾合济生产的圆盘锯。如图11所示。

图11 P-100B圆盘锯
圆盘锯在我们的应用过程中有其优势:下料速度快,φ60mm的TL4521的材料,锯料的节拍一般为16s左右;长度公差可以达到±0.03mm,坯料斜度小于0.5°,完全满足精锻件对坯料尺寸的要求。且操作者的劳动强度小。 缺点是:锯片价格几千元,一次性使用寿命达不到1.8~2.0万件,锯片不能修复使用,下料成本比带锯机高很多。

图12 快速精剪机

表7 1000t快速精剪机技术参数
快速精剪机
因普通的剪床达不到精密下料的要求,带锯机的效率低且不能实现要求精度高的下料,而圆盘锯的下料成本很高。所以公司在2012年采购了一台1000t的韩国JAE WOO PRESS CO., LTD产的快速精剪机(如图12所示),以提高下料精度及效率。其技术参数如表7所示。
结束语
总之,一汽锻造(吉林)有限公司在坯料准备方面,随着工艺进步、产品变化,在逐渐改变,总体趋势是向精密、快速、少人化的方向发展。公司内部也在利用现有的资源不断完善自己的工艺和设备设施,满足锻造工艺,提高质量的要求,而且努力做到节约材料。
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
传感器与微系统(2019年9期)2019-09-11 02:25:10
文化交流(2019年3期)2019-03-18 02:00:12
重型机械(2018年6期)2019-01-07 11:13:48
中国科技博览(2017年14期)2017-06-05 14:58:09
科技视界(2016年27期)2017-03-14 15:33:44
科学与财富(2016年32期)2017-03-04 02:14:55
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
机电产品开发与创新(2014年6期)2014-03-11 16:42:50
