
全自动动态纸张抄片器的设计
2016-06-17 05:39韩鹏高高致富吴养育
中国造纸 2016年4期
张 锋 韩鹏高,* 高致富 吴养育 李 军
(1.陕西科技大学轻工与能源学院,陕西省造纸技术及特种纸开发重点实验室,陕西西安,710021;2.咸阳通达轻工设备有限公司,陕西咸阳,712000)
·抄片器·
全自动动态纸张抄片器的设计
张 锋1韩鹏高1,*高致富1吴养育1李 军2
(1.陕西科技大学轻工与能源学院,陕西省造纸技术及特种纸开发重点实验室,陕西西安,710021;2.咸阳通达轻工设备有限公司,陕西咸阳,712000)
以纸浆悬浮液流过静止成形网模型以及通道流模型为理论基础,设计了一种全自动动态纸张抄片器。本文重点介绍了该设备的工艺流程以及关键部件的结构设计,该设备保证了模拟长网造纸机成形过程的真实性,实现了纸张成形过程引起的纤维取向。
抄片器;纸张成形;造纸机;工艺;纤维取向
(*E-mail: 1833691558@qq.com)
传统纸页成型器已被广泛应用于各大型造纸厂、高校以及造纸相关的科研单位,几乎是造纸科研人员必备的实验设备。但传统纸页成型器不能模拟长网造纸机的成形工艺,为了解决上述问题,本课题通过对动态纸页成型器的理论分析,以纸浆悬浮液流过静止成形网模型以及通道流模型为理论基础[1-2],设计了一种全自动动态纸张抄片器,以模拟长网造纸机纸张成形过程引起的纤维取向。本文重点介绍该设备的工艺流程及关键部件的结构设计。
1 工艺流程
本课题设计的全自动动态纸张抄片器模拟长网造纸机的配料、流送、成形、传送、压榨、干燥等工艺过程,机械部件主要由配料系统、成形系统、揭纸压榨系统、鼓式干燥系统以及其他辅助系统组成,具体的结构组成如图1所示[1]。
1.1 配料系统
全自动动态纸张抄片器的配料系统主要由供药装置、供浆装置和混合装置组成。
(1)供药装置
全自动动态纸张抄片器设立8组供药装置,每组供药装置主要由成组的药品槽和搅拌器以及微量注射泵等组成,单独为抄造过程提供化学品,每组的搅拌器由单独的直流电机控制器控制。微量注射泵要求化学品的黏度低于200 mPa·s。
(2)供浆装置
为满足浆料混合抄造技术研究的需要,设立了3~6组浆料槽提供不同的纤维浆料。每组供浆装置主要由浆料槽、搅拌器和浆泵组成,而浆泵允许的最大浆料浓度为4%。
(3)混合装置
长网造纸机浆料的混合是在上浆前进行。但化学品添加过程需要保证混合时的浓度。研究表明,混合浓度为1%~4%时化学品的性能最佳[3- 4]。由于阴阳离子的相互作用影响化学品的作用效果,需要考虑化学品添加的先后顺序。为了满足上述特殊情况的应用场合,要求提前加入的化学品与纤维悬浮液在混合槽内混合,而要求后续加入的可以直接在成形槽中加入。

图1 全自动动态纸张抄片器结构组成示意图

图2 全自动成形装置示意图
1.2 成形系统
全自动成形装置是由成形槽、缓冲槽、横向搅拌器、上下竖直方向可移动的成形网以及前、后闸板等组成,见图2。成形槽回流端连接回流槽,回流槽中浆料通过回流浆泵返回混合槽,构成了回流系统。
(1)清洗系统
在纸张成形前需要清洗成形网、成形槽和混合槽等,清洗液为新鲜水。将成形网移动到最底端,打开阀门S2,关闭其余阀门,向缓冲槽中不断注入清水,反向冲洗成形网。从成形网溢流出的水进入溢流槽后排走。同时,关闭前闸板,向混合槽中注入新鲜水,向混合槽鼓入空气,进行充分搅拌清洗。随后,打开阀门ES2,从混合槽向成形槽中注水,加大搅拌器搅拌速度,清洗成形槽。随后移动成形网到最顶端,同时打开前、后闸板以及阀门S1,从缓冲槽底部和混合槽两个方向同时注入新鲜水,清洗成形槽及成形流道。清洗完毕之后,将最后在缓冲槽中的清洗水直接从阀门S10排出,防止污染白水。
(2)成形系统
纸张成形过程的流程为:关闭脱水阀S3和前闸板,打开成形槽后闸板和阀门S9,关闭阀门S1,通过白水循环泵给缓冲槽供给白水至回流端有溢流,溢流出的白水经过阀门S9回到白水槽,关闭阀门S4。此过程为缓冲槽提供白水,保证了抄造过程中的白水浓度。同时,打开阀门S5给混合槽供给一定量的白水,稀释纤维悬浮液,添加化学品,在混合槽混合后进入成形槽,先后经过恒压槽和稳压槽。稳压槽内有垂直于纸张方向的横向搅拌器,匀速旋转搅拌,保证纤维始终处于湍动状态,防止纤维絮聚,提高成纸匀度。关闭电磁阀ES2,打开电磁阀ES1,给恒压槽提供恒定的压力,待成形槽液面稳定之后,打开前闸板,纸浆悬浮液在一定时间内流过成形网进入回流槽中,使得成形槽流道内悬浮液流速均匀,保证了浆网速差的稳定性,为模拟长网造纸机成形纸张的均匀性和纤维取向奠定了基础。随后快速关闭前、后闸板,同时快速打开脱水阀S3,使得纸浆悬浮液通道流瞬间脱水形成湿纸幅,该过程保证了纸张定量是由纸浆浓度与喷浆厚度所决定。在脱水期间,根据设置好的脱水真空度调节脱水阀门S3开度,保证纸张抄片器的成形脱水过程类似于长网造纸机。待浆料成形完毕后,关闭电磁阀ES1。待脱水完成后,关闭脱水阀门S3,在成形网上形成的湿纸幅干度为20%左右,等待下步操作,可以保证所抄纸张的细小组分含量与长网造纸机相似。
(3)白水循环系统
成形过程中白水通过白水循环系统添加到混合槽,与浆料进行混合;为了保证白水浓度不变,在成形前向缓冲槽注满白水,溢流出白水也返回白水槽,更加符合工业实际操作过程。因此,可在白水槽底部取样,对浆料的滤水性能和留着率进行测试。
1.3 揭纸压榨系统
揭纸压榨系统为真空吸附转移过程,被称为吸移。其主要零部件有上伏压板、下伏压板和无杆气缸传动等,其结构如图3所示。湿纸幅在成形网上成形之后,成形网向下移动一定距离,打开电磁阀EV6和EV5,由无杆气缸带动上伏压板进入成形槽底部,成形网向上顶起,成形网与成形槽流道之间形成机械挤压面,对湿纸幅进行第一次机械挤压脱水,湿纸幅干度35%左右。随后,打开电磁阀EV2,对上伏压板抽真空,克服湿纸幅的重力和成形网对湿纸幅的张力,将湿纸幅黏附在上伏压板下表面。随后成形网下沉,关闭电磁阀EV5,打开电磁阀EV1,无杆气缸带动上伏压板移出成形槽,到达传动毛毯上方。将由下伏压板顶起,在下伏压板与上伏压板之间再次形成机械挤压面,对湿纸幅进行第二次压榨干燥脱水,湿纸幅干度达45%左右。与此同时,关闭电磁阀EV2,打开电磁阀EV3,将上伏压板下表面的湿纸幅揭到毛毯上,随着传动毛毯一起移动。
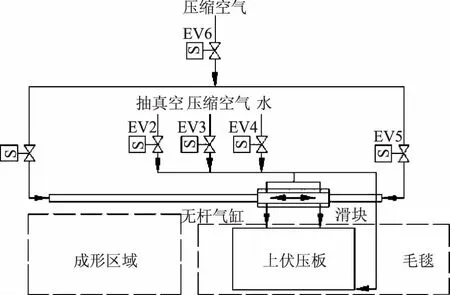
图3 揭纸压榨系统示意图
1.4 鼓式干燥系统
全自动动态纸张抄片器的鼓式干燥系统主要是由烘缸、自动恒温器、干毯装置、揭纸板、传动装置等零部件组成,见图4。湿纸幅随着湿毛毯经过真空辊和压榨辊,进入鼓式干燥系统。通过托辊与烘缸挤压,将湿纸幅黏附在鼓式烘缸的表面。烘缸是采用电加热水或乙二醇热介质,其默认烘缸缸内温度为125℃,也可以通过自动恒温器进行调节鼓式表面温度,最高温度可达190℃。干毯装置托附纸张达到一定干度后,将纸张从烘缸表面揭取到揭纸板上,得到一定干度的手抄纸张。
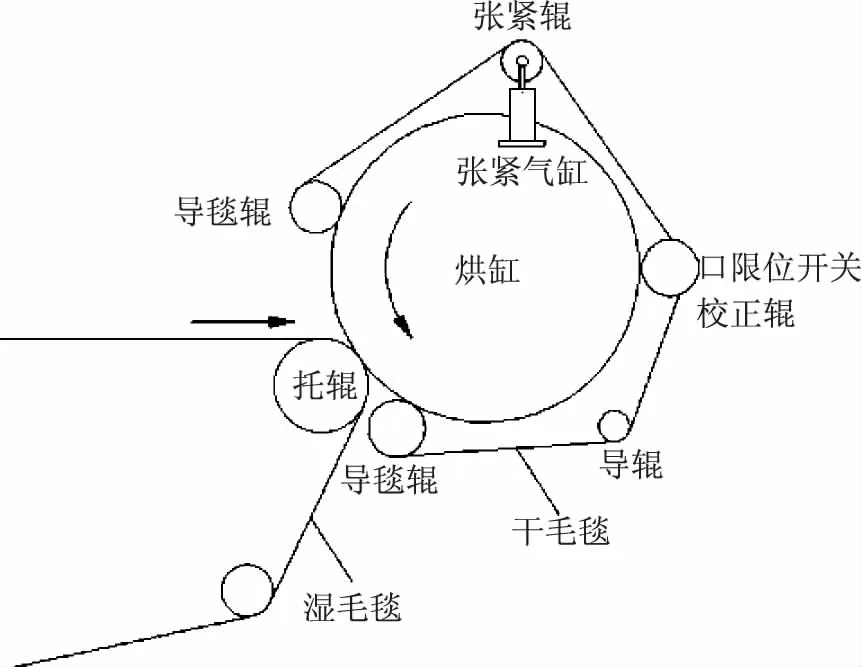
图4 鼓式干燥系统组成示意图
干毯装置是鼓式干燥系统提高传热效率的一种方法,主要由干毯、导毯辊、张紧辊和校正辊等组成。该系统和毛毯传送系统一样,毛毯跑偏现象时常发生。为了保证全自动动态纸张抄片器的正常运行,如何简单而又快速地实现自动矫正毛毯的跑偏现象也是鼓式干燥系统的必要条件。本课题采用交叉张紧矫正法来防止毛毯跑偏,其工作原理如图5所示。
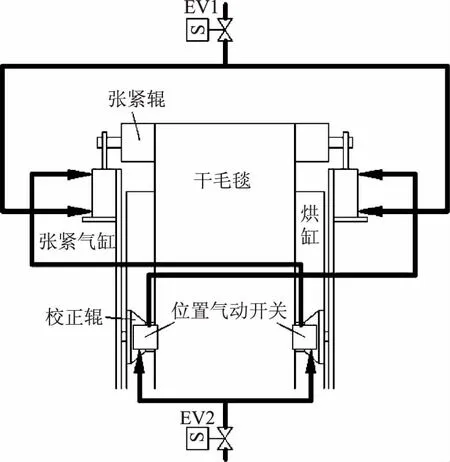
图5 交叉张紧矫正法工作原理示意图
毛毯张紧工作原理,在纸张抄片器工作时,通过电磁阀EV1给张紧气缸供气,抬高张紧辊、张紧毛毯;不工作时,则张紧气缸并不顶起,保护毛毯使用寿命。干毛毯跑偏校正原理,当干毛毯跑偏时,干毛毯触发位置气动开关打开,给张紧辊的另一端供气,降低该端张紧辊,校正跑偏毛毯。
1.5 辅助系统
全自动动态纸张抄片器的辅助系统包括真空系统、压缩空气系统、新鲜水系统、排水系统等。真空系统主要有纸张成形过程的真空脱水、上伏压板转移湿纸幅、下伏压板转移湿纸幅和湿纸幅传送过程的真空干燥。压缩空气主要用于气动搅拌、纸张转移、气缸和一些气动调节阀。新鲜水供给系统主要用于稀释浆料、干燥热介质和清洗功能。
2 结构设计
根据纸张抄片器工作原理,对相关零部件进行设计,得出了全自动动态纸张抄片器的外观模型,见图6。全自动动态纸张抄片器的关键零部件有成形槽、伏压板(包括上伏压板和下伏压板)和鼓式烘缸,下面针对这几个关键部件进行结构设计。

图6 全自动动态纸张抄片器的外观图
2.1 成形槽
成形槽结构设计如图7所示。成形槽是由稳压槽、恒压槽、广口流道以及搅拌装置组成,稳压槽和稳压槽底部相连,恒压槽底部与广口流道相连。
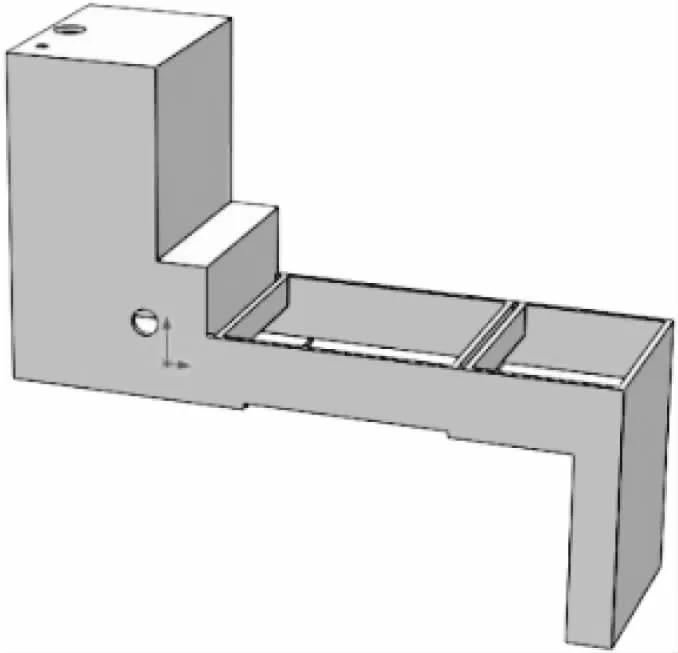
图7 成形槽结构设计示意图
从纸张成形工艺流程来看,纤维悬浮液从混合槽中稀释混合均匀后才进入成形槽中,如果能防止纤维絮聚,则纤维悬浮液的浓度就是均匀的。因此,为了防止纤维絮聚,特在成形槽中添加了横向搅拌器,也可将其设计成小型匀浆辊。
由于纤维悬浮液在成形网上成形时,在纸机方向上相同位置处纤维受到的剪切力和脱水压力相同。因此,把成形槽下端的成形流道设计成矩形流道,其流道上端无盖。根据纸张抄片器成形机理可知,该结构设计既可保证纤维悬浮液水平方向的剪切力相同,又可实现纸张成形初期成形网平面内脱水压力恒定。
该成形槽采用一个上下可移动的调节板(即前闸板)改变纤维悬浮液出口的大小,模拟了长网造纸机成形过程中的喷浆厚度,扩大动态纸张抄片器的适应性。
2.2 揭纸机构
揭纸过程指从成形网上将湿纸幅转移到传送毛毯上的过程,是动态纸张抄片器实现全自动抄造的关键技术之一。本课题采用吸移法[5],即用真空抽吸把湿纸幅抽吸至平面板上,移动平面板实现纸张的转移。
上伏压板装置主要包括上伏压板及其传动装置,其结构如图8。上伏压板是空腔容器,下表面均匀分布着2 mm×5 mm的小矩形。

图8 上伏压板示意图
根据静力学可知,上伏压板的真空抽吸力由式(1)计算。
Fv=Pvsτk
(1)
式中,Pv为上伏压板的真空度(Pa);τk为上伏压板下表面开孔率(%)。
上伏压板给毛毯取纸时,根据静力学知识可知:
FA=FM-G1-Ftv
(2)
式中,FA为空气对纸张的作用力(N);G1为第二次压榨后纸张的重力(N);FM为毛毯对纸张的吸附力(N)。
相对而言,湿纸幅的重力大于上伏压板对湿纸幅的吸附力。然而,防止湿纸幅黏附在上伏压板,可添加少量空气,进行湿纸幅的转移。
2.3 鼓式干燥
实验室动态纸张抄片器的干燥过程需模拟烘缸干燥。
(1)工艺计算
烘缸干燥的原理是通过传递热量实现蒸发水分。根据传热学可知,烘缸的传热方程见式(3)。
Qh=σhAΔnt
(3)
式中,Qh为湿纸幅得到的传递热量(kJ);σh为加热蒸汽到纸张的总传热系数(kJ/(m2·h·℃));A为纸张面积(m2);Δn为加热蒸汽温度与湿纸幅温度差(℃);t为传热时间(h)。
烘缸干燥部传递到纸张中的热量主要用于蒸发水分。因此,传递热量与蒸发水量间的关系见式(4)。
q=CwΔnh
(4)
式中,q为干燥纸被水吸收的热量(kJ);C为水的比热容(kJ/(m2·h·℃));Δnh为湿纸幅温度与100之间差值(℃);w为动态纸张抄片器的进入烘缸干燥需要蒸发水的质量(kg)。
(5)
式中,c1为湿纸幅进入烘缸干度(%);c2为成纸干度(%)。
将式(5)带入(4)中,可得蒸发湿纸幅中水所需的热量,见式(6)。
(6)
传递给纸张的热量并不能全部被用于蒸发水蒸气所吸收,还有一部分被纸张所吸收。因此,传递纸张热量与蒸发水所需的热量之间存在关系见式(7)。
Qr=τq
(7)
式中,τ为热量传递系数。
把式(6)、式(7)带入式(3)中,可得加热所需时间为:
(8)

烘缸半径、旋转速度与加热时间的关系见式(9)。
(9)
式中,n为烘缸旋转速度(r/min);β为干毛毯包裹烘缸的角度(rad)。
根据式(8)和式(9)可知,可以控制烘缸的旋转速度来达到相同的纸张干度。
(2)鼓式干燥的结构设计
鼓式干燥器主要包括烘缸、电加热装置、旋转接头和传动装置,如图9所示。为了在烘缸轴头上安装有加热器和进出热口,需要在烘缸轴头安装两个旋转接头。
本课题设计的烘缸为不锈钢钢制烘缸,材料选择为SUS316L不锈钢,烘缸内直径为500 mm,加热方式采用电加热。由于烘缸属于压力容器,其设计压力为1 MPa,设计温度为200℃。经过压力容器壁厚计算[5],将烘缸壁厚取为10 mm。经圆筒体的应力校核计算可得,烘缸的最大允许工作压力为1.3 MPa。

图9 鼓式干燥器示意图
3 结 语
本课题设计的全自动动态纸张抄片器采用浆料流过静止成形网模型以及通道流模型,合理的结构设计很好地实现了模拟长网造纸机成形工艺,实现了实验室手抄纸也具有纤维取向性,提高了模拟实验的可靠性与准确性;设计出合理的工艺流程,使添加化学品以及白水循环过程更加接近于工业,提高了白水检测的准确性;采用上伏压板吸移以及无杆传动技术,合理地实现了湿纸幅的转移,成为实现纸张抄片器全自动控制的关键技术,从而提高了工作效率和再现率,避免了人为因素的干扰。除了上述优点外,还具有操作简单、对实验人员要求低的特点。
[1] ZHANG Feng, LIU Xiao-dan, GAO Zhi-fu, et al. Study on the Mechanism of Automatic Dynamic Sheet Former[J]. China Pulp & Paper, 2016, 35(1): 52.
张 锋, 刘晓丹, 高致富, 等. 全自动动态纸张抄片器的理论探究[J]. 中国造纸, 2016, 35(1): 52.
[2] Helmer R J N, Irvine M G, Raverty W D, et al. Development of an automated laboratory former for oriented sheets: Clayton 1[C]//Australia: 57th Appita Annual Conference and Exhibition. 2003: 1.
[3] GAO Zhifu. Study of key techniques for the automated dynamic paper sheet former[D]. Xi’an: Shaanxi University of Science and Technology, 2015.
高致富. 全自动动态纸张抄片器关键技术研究[D]. 西安: 陕西科技大学, 2015.
[4] M/K Systems Inc. “Accessories for the M/K sheet former, as well as other handsheet machines”[Z]. product information, (care of Hans Nilsson), 1997.
[5] GAO Zhi-fu, HOU Shun-li, ZHANG Feng. Design of Experiment Device for Displacement Digester Systems[J]. China Pulp & Paper, 2013, 32(6): 57.

(责任编辑:马 忻)
Design of Automatic Dynamic Sheet Former
ZHANG Feng1HAN Peng-gao1,*GAO Zhi-fu WU Yang-yu1LI Jun2
(1.CollegeofLightIndustryandEnergy,ShaanxiUniversityofScience&Technology,ShaanxiProvinceKeyLabofPaperTechnologyandSpecialtyPaper,Xi’an,ShaanxiProvince, 710021;2.XianyangTongdaLightIndustrialEquipmentCo.,Ltd.,Xianyang,ShaanxiProvince, 712000)
Based on the model of pulp slurry flows on the forming wire and the static channel flow model, a new type of automatic dynamic sheet former was designed. This paper mainly introduced the technical process and structure design of some key components.The equipment ensured the authenticity of simulating the forming process of fourdrinier machine, and implemented fiber orientation caused by the sheet forming process.
sheet former; formation of sheet; paper machine; process; fiber orientation
张 锋先生,副教授;主要研究方向:制浆造纸设备与控制。
2015-10-25(修改稿)
韩鹏高先生,E-mail:1833691558@qq.com。
TS73
A DOI:10.11980/j.issn.0254- 508X.2016.04.009
本课题由“咸阳通达轻工设备有限公司设备研发基金”资助。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
小学生作文(低年级适用)(2022年6期)2022-06-23
小学生优秀作文·时尚版·低年级(2022年2期)2022-02-22
快乐语文(2021年15期)2021-06-15
水力发电(2021年2期)2021-05-14
童话世界(2020年13期)2020-06-15
模具制造(2019年7期)2019-09-25
故事大王(2019年4期)2019-05-14
少年文艺·开心阅读作文(2019年3期)2019-03-20
人生十六七(2014年31期)2014-11-21
