磨片磨纹设计的新动向
2016-06-17 05:39:48王成昆
中国造纸 2016年4期
王成昆 王 平
(天津科技大学机械工程学院,天津,300222)
·磨片磨纹设计·
磨片磨纹设计的新动向
王成昆 王 平
(天津科技大学机械工程学院,天津,300222)
磨片的磨纹设计直接决定了磨片的性能,影响磨浆的质量、效率和能耗。本文从磨齿的参数、磨纹的形状、磨盘的结构等方面,介绍了近年来磨片磨纹设计的发展动向,包括磨齿斜面设计、深浅不同的齿槽、锯齿形磨齿、正反转磨片、V形及Z形磨纹等。
磨片;齿形设计;磨齿参数;磨纹形状
(*E-mail: wangchengkun1990@163.com)
当盘磨机选型和磨片材料确定以后,磨片的磨纹设计是影响磨浆质量、效率最重要的因素,也是最容易改变和创新的因素。盘磨机磨片的磨纹参数主要有磨齿宽度、齿槽宽度、齿槽深度、磨纹倾角、挡坝设置等。磨纹参数的设计一般是根据浆料的特性和磨浆质量要求进行的。根据长期的实践经验,针对常用的制浆原料,磨片磨纹设计有一些典型的基本齿形,当有特殊要求时,对基本齿形进行一些变型设计。近年来,随着节能降耗的要求,人们对磨片齿形进行了深入的研究[1],本文在分析国内外相关文献资料的基础上,对磨片磨纹设计的新动向进行了论述。
1 磨齿截面形状改进
在打浆过程中,动压作用促进了纤维之间的接触,减少了纤维的切断。最佳的磨浆条件是:在纸浆润滑的边界条件下,摩擦因数最大,纤维之间的相互作用最强,切断少,疏解作用增强,动静磨片分离,降低能耗。初嘉鹏等人[2]在2011年提出,要想利用动压作用实现最佳打浆,需要改变磨片齿形,改进后的齿形如图1所示。把动磨片的齿顶平面改成斜面之后,通过力学分析可知,浆料与齿顶斜面会产生垂直动压力,纤维的切断减少,纤维之间的作用力增强,有效促进了纤维的分丝和帚化,增加了浆流量,降低了能耗。
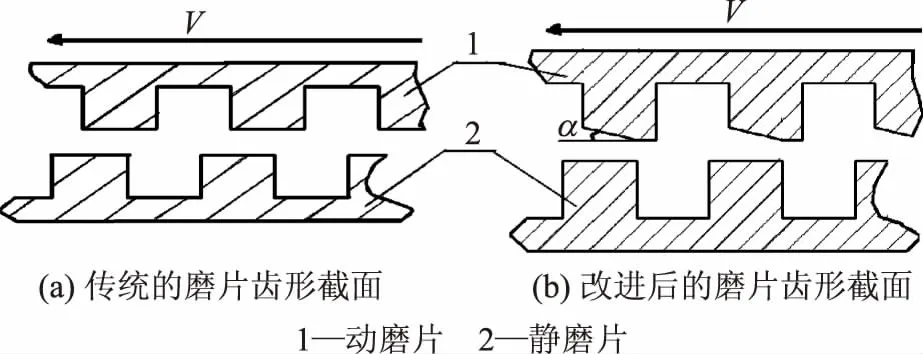
图1 磨片齿形截面在运动方向增加斜角
Luc Gingras[3]在2012年通过实验测量,对比了动静磨片磨齿齿面都是平面时的浆料与静磨片磨齿齿面为斜面时的浆料受力情况,如图2所示。图2(a)是传统形状的磨齿,图2(b)是齿面有斜面的磨齿,图2(c)所示的是动静磨片的磨齿在交叉接触的过程中,浆料受到的剪切力F的变化情况。图2(c)中,虚线是传统磨齿的浆料的受力,实线表示改进后带有斜面的磨齿的浆料受力。由图2(c)中的受力变化可以看出,由于传统磨齿齿面与齿槽几乎垂直,所以在动静磨片磨齿接触过程中浆料受到的挤压剪切作用力比较大,有峰值出现,而带有斜面的磨齿中的浆料受力则相对缓和。

图2 磨齿形状改变前后浆料受力状况
显然这种峰值作用力的出现是不利于打浆的,一方面对浆料会有过量的切断作用,影响纤维质量,且对磨齿也会有损害,降低使用寿命。所以Luc Gingras等人也提出并设计了几种带有一定斜度的齿形,其结构与初嘉鹏等人的设计有相似之处,这里不再赘述。
2 齿槽及浆档形状变化
齿槽的宽度和深度与齿形有关,并且对磨浆的质量起着至关重要的作用,齿槽较窄可使整个磨盘齿数增加,加大了对浆料的切断作用。虽然能提高浆料的打浆度,但是由于齿槽窄,槽深也浅,从而降低了浆料的通过量;增加齿槽宽度可以加大浆料通过量,但会削弱打浆作用,所以会配合浆档设计以延长浆料在磨区的停留时间[4-5]。
针对最佳磨片齿宽的选择和确定,刘士亮等人[6]就不同齿宽的磨片,对短纤维浆中浓打浆的质量、保留的纤维长度和打浆能耗方面做了对比分析,并得出了最适宜的磨片齿宽。该方法为新型、高效盘磨磨片磨齿参数的确定提供了参考。
一般常见的磨盘齿槽无论分几个磨区,除破碎区外其齿槽的深度几乎都是恒定不变的。所以有学者提出是否能在提高浆料通过量的同时保证对纤维较小的损害,提供一个合理的打浆强度以确保较好的打浆质量。Wesley Underberg等人[7]设计了一种变齿槽深度的磨齿,具有一定的创新性,其结构如图3所示。该磨片设计原本是为高浓磨浆设计,但实际上已经在低浓打浆应用,从磨片内径到外径齿槽深度是变化的。其特点可以概括为:相邻两个较深的齿槽中会有一个较浅的齿槽,增加了磨齿数量,提高了打浆度;在高浓磨浆时,较浅的齿槽利于蒸汽的疏散,防止出现过大蒸汽压力造成冲击载荷;位于上端的齿槽较浅且窄,能够抵抗磨齿变形,但磨齿的强度有一定降低。

图3 不同磨浆区域的变齿槽深度设计
随后,Luc Glngras等人[8]对这种深浅不同的变齿槽深度设计进行了更深入的研究,对位于上端较浅齿槽的深度、宽度以及下端较深齿槽的尺寸等内容做了分析,确定了可选择的参数范围。Antensteiner Peter等人[9]也设计了一种深浅不同的齿槽,并推导出了上端齿槽的深度与其受到的应力之间的关系式,为磨齿参数的确定提供了理论依据,具有一定的意义。原文介绍较为详细,此处不再赘述。
浆档(挡坝)的设计受磨齿参数以及浆料特性等因素的制约,无论是直齿(平行齿和径向齿)或者弧形齿磨盘,浆档都不是必需的,而是根据打浆的实际需求进行设计。例如,对于无浆档的直齿磨盘,虽然其泵送作用相对较明显,但如果磨齿及齿槽的参数得到合理的设计,其磨浆效果也是不错的;另外,对于有错位浆档的磨盘,实际打浆中,浆料的通过量会减少,齿槽设计较窄时甚至会造成浆料阻塞。
传统的浆档呈一定宽度,高度与磨齿齿面平齐地布置在齿槽中。该设计对于低浓打浆没有太大问题,但是在高浓磨浆时,纸浆含水量较少,在磨浆区会产生大量的蒸汽,高速流动的蒸汽会造成浆料的回流或者过早排出磨浆区,甚至产生冲击载荷,严重时导致载荷控制不稳定,所以需要尽快排出[10]。针对以上问题,Luc Gingras等人[11]设计了一种带有缺口的浆档,其结构如图4所示。图4中的1-1和2-2是磨盘上的剖切示意图,由图4可知,该浆档上端和磨齿面平齐,但是一边留有缺口,便于蒸汽疏散;图4中2-2 的斜面设计,有利于浆料翻过浆档,不会造成浆料的阻塞。
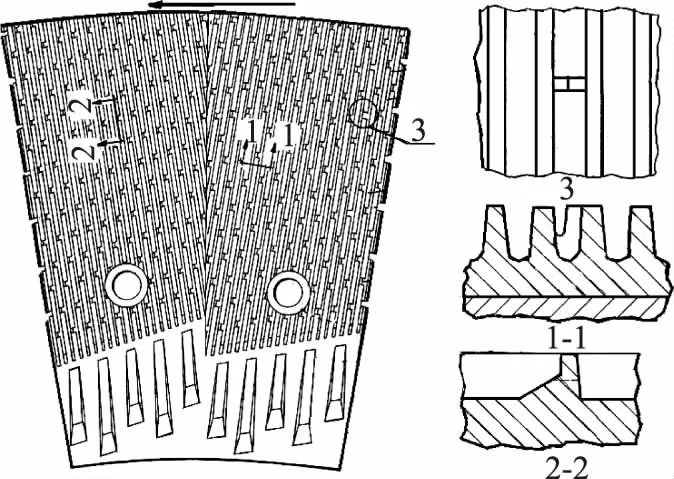
图4 磨片浆档的缺口设计

图5 具有锯齿状磨纹的磨片
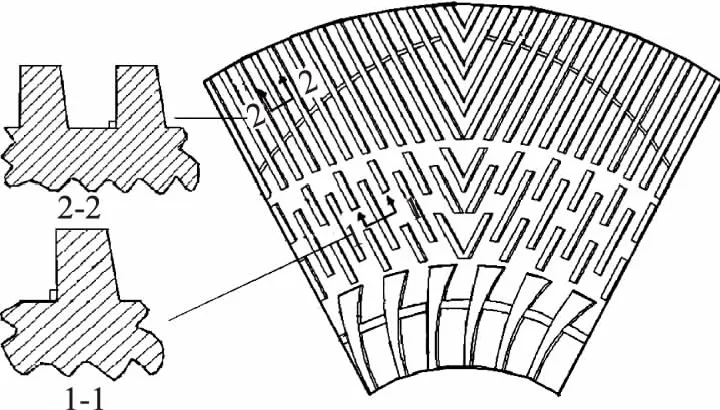
图6 磨纹呈V形布置的磨片

磨片类型转速/r·min-1磨浆浓度/%吨浆电耗/kWh·t-1纸张性能紧度/g·cm-3抗张指数/N·m·g-1裂断长/km耐破指数/kPa·m2·g-1V形布置15007.0~7.5204.80.5423.93.791.5ZDP650型15003.0~3.52410.4521.43.451.5
3 磨纹形状变化
3.1 锯齿状磨齿的设计
在精磨机磨片设计中,提高能效的传统方法是改进内部进浆区域的设计特征,目的是加快进浆。其结果是在一定磨浆间隙时,减小了纤维团的厚度,纤维之间的相互作用减少,磨齿的切断作用增加。当纤维过快流出精磨区时,造成磨浆间隙变小,而磨片的使用寿命随间隙的减小呈指数降低[12]。
所以对于精磨机来说,最佳的磨片是既能有较高的能量利用效率,又可以减少纤维切断,同时具有较长的工作寿命。安德里茨公司设计了一款新型磨片[13],很好地满足了以上要求,其结构如图5所示。
该磨纹设计已经申请了专利,其变型结构有:内部粗磨区的直形齿设计、精磨区进一步细化分区、磨齿上的锯齿形改进为其他凹凸不规则形状等。弧形磨齿的弯曲方向与磨片旋转方向有关,锯齿状凹槽分布在磨齿的前缘即运动方向一侧;独特的锯齿状设计,有助于延缓浆料在外部精磨区的停留时间,增加纤维束的厚度,减少切断;允许动静磨片之间较大的磨浆间隙,在实现高强度磨浆的同时,延长了磨片的使用寿命。
3.2 可正反转的磨纹设计
传统磨纹的排列形状,主要是直形齿和弧形齿。华南理工大学在磨纹设计方面做了一定的研究,设计了一种磨齿呈V形布置的磨片[14],其结构如图6所示。该磨片主要用于中高浓度的废纸(OCC)打浆,可分为3个磨区,磨齿截面为直角梯形,截面的形状如图6中1-1、2-2所示,梯形截面设计能增加纤维与齿面的接触面积,提高纤维与齿面及纤维内摩擦的机率。由于受到疏解区磨齿弯曲方向的限制,该磨片不能实现反向旋转,但是可改善磨区的浆料流动混合形式,实际的打浆实验数据如表1所示。
与传统磨片对比,磨纹呈V形布置的磨片可有效降低能耗,进一步提高成纸性能。结合其他实验数据,可以得出新型磨片在处理OCC纸浆时磨浆效果优于传统磨片。
当磨片被设计制造出来以后,其旋转方向一般都是固定的。在经过一段时间的磨浆之后,磨齿基本上是顺着旋转方向齿前刃角受到的磨损最大,呈圆弧状出现钝口,而齿后刃磨损不突出,齿面磨损为不规则状。国内有学者提出通过精加工复磨能基本恢复齿前刃的锋利状态,使磨损齿面得到修整[15]。而国外一些厂家则尝试隔一段时间改变磨片的旋转方向,以保证磨齿前缘的锋利,也延长了磨片的使用寿命。
针对以上问题,安德里茨公司设计了一种可反转的精浆机磨片,其结构如图7所示。由图7可知,动静磨片的磨纹呈V形,动磨片的齿槽深度要比静磨片的深一些。该磨片的变型结构还有很多,比如疏解区的设置、精磨区的细化分区等、V形磨纹结合再紧凑些呈W形等。无论怎样变型,该动静磨片都能允许精磨机以相同的性能反向旋转工作[16]。
3.3 其他的磨纹设计
除以上的磨片之外,安德里茨公司还陆续设计了其他一些新型的磨片。

图7 可正反转的精浆机磨片

图8 过渡区呈X形的逐渐变化形状的磨片
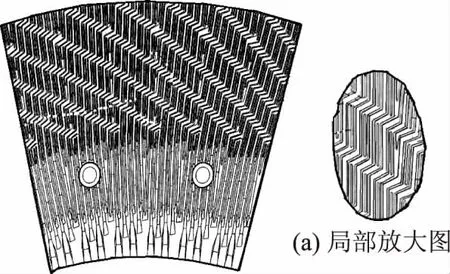
图9 磨纹呈Z形磨片
(1)具有逐渐变化形状的磨片。从内部进料区至出口区的磨齿和齿槽宽度逐渐变小,即在径向,磨齿和齿槽的密度逐渐增大,过渡区域形状呈螺旋线状、V形、倒V形或者X形等。该设计充分利用了磨盘的表面,优化了磨浆性能[17]。结构如图8所示。
(2)磨纹呈Z形的磨片。在磨片中间有一段倾斜形状的磨齿与径向排列的磨齿相连呈Z形,在Z型弯曲部分可以根据需要设置斜面。有规律分布的Z形弯曲起到了浆档的作用,所以磨片径向没有浆档[18-19],结构如图9所示,其中图9(a)是Z形弯曲的局部放大图。
(3)磨齿呈V形立体结构的磨片。该磨齿呈三棱柱状或是V形的立体,一个个单独的磨齿按照一定规律布置在磨盘上,其磨浆效果有待论证,但是设计方法比较独特,有一定的参考价值[20]。
在国内,早在2004年陈永生等人[21]就公布了一项磨片专利,其设计理念与上述具有逐渐变化形状的磨片相类似。每块磨片可分为3个或更多的同心圆磨浆区间,磨区宽度随着半径的增大依次变小,齿槽深度在径向逐渐减小。该设计可以有效解决磨盘表面挂浆不均问题,避免齿面直接摩擦,促进纤维分丝帚化。
此外,Ola M Johansson等人[22-23]曾设计了两种结构比较独特的磨片。第一种是可调齿形的磨片。其原理是在一块磨片中,存在一部分可以是圆形、方形及三角形状,单独安装固定在磨盘上。其上端和磨盘上端面平齐,“填在”磨盘里构成一块完整的磨片,通过对其进行适当的旋转来改变磨片的齿纹形状,进而改变打浆效果。第二种是可分离式磨片。其结构是使用螺栓将分块的扇形磨片固定在磨盘基体上,其中每个磨片中间呈一定形状的区域没有磨纹,而是筛网式的通孔。当浆料从磨片内径向外流出过程中,一部分细小的浆料将会穿过漏孔从磨片下方流出,另一部分则流向外径磨纹,然后排出。以上两种设计,都比较新颖,但是结构比较复杂,实际磨浆效果也有待验证。
4 结 语
(1)将磨齿截面设计有一定的斜角,有利于减少纤维切断,提高浆料通过量,并减小磨片受到的冲击力,提高磨片的使用寿命。
(2)不同磨区变齿槽深度的设计,可以增加磨齿数量,提高打浆度;带有缺口的浆档在热磨机械浆或高浓磨浆时有利于高温蒸汽的排出。
(3)磨片的锯齿形磨纹设计,可延长浆料在外部精磨区的停留时间,增加纤维厚度,减少切断,实现高强度磨浆;可正反转的磨纹设计,能够延长磨片使用寿命,但要求磨浆机可灵活改变转向。
(4)V形或Z形磨纹以及结构可调整分离的磨片,结构都比较独特,具有一定的参考价值。
(5)磨片磨纹的创新设计对磨片的制造工艺提出了新的要求,如精密铸造、专用磨削等,新齿形的磨片会增加磨片的制造成本。在生产中,需要权衡经济效益和增加的成本。
[1] ZHAO He-jin. The main factors that affect the hot refiner tooth structure design [J]. Forestry Prospect and Design, 2008(2): 156.
赵和金. 浅析影响热磨机磨片齿形结构设计的主要因素[J]. 林业勘察设计, 2008(2): 156.
[2] CHU Jia-peng, Pan De-la. The new plate mill grinding teeth and rationale to explore the dynamic pressure beater[J]. Transactions of China Pulp and Paper, 2011, 26(4): 28.
初嘉鹏, 潘德拉. 盘磨机新型磨片齿形及动压打浆机理探索[J]. 中国造纸学报, 2011, 26(4): 28.
[3] Luc Gingras. Bar and grooves pattern for a refiner plate and method for compression refining: US, 8328124B2[P]. 2012-12-11.
[4] CHEN Yong-sheng, CHEN Yu. The Fluid Dynamic Analysis of Refiner Teeth in Refining and Optimum Design of Disk Refiner Teeth[J]. China Pulp & Paper, 2010, 29(11): 56.
陈永生, 陈 瑜. 磨盘齿形槽内浆料的流体动力学分析及磨盘齿形的优化设计[J]. 中国造纸, 2010, 29(11): 56.
[5] ZHANG Hong-cai. The Tooth Shape and Material of Low Concentration Disc Refiner and Its Selection[J]. China Pulp & Paper, 2007, 26(1): 46.
张洪才. 低浓盘磨机的齿形和材质及其选用[J]. 中国造纸, 2007, 26(1): 46.
[6] LIU Shi-liang, CHEN Zhong-hao. The Effect of Grinding Tooth Width to the Quality and Energy Consumption of Short Fiber Medium Consistency Pulp[J]. China Pulp & Paper, 2006, 25(11): 9.
刘士亮, 陈中豪. 磨片齿宽对短纤维中浓打浆成浆质量和打浆能耗的影响[J]. 中国造纸, 2006, 25(11): 9.
[7] Wesley Underberg, Glendale. Refiner disk with alternating depth grooves: US, 5476228[P]. 1995-12.
[8] Luc Gingras, Leeds. Refiner plate with variable pitch: US, 589525[P]. 1999- 04-13.
[9] Antensteiner Peter, Hodge Barry. Refiner plates with high-strength high-performance bars: EP, 1953294 B1[P]. 2008- 01-29.
[10] ZHI Yan-fang, DONG Ji-xian, XIAO Qiang. New high consistency disc refiner plate [J]. Light Industry Machinery, 2009, 27(1): 87.
职艳芳, 董继先, 肖 强. 新型高浓盘磨机磨片[J]. 轻工机械, 2009, 27(1): 87.
[11] Luc Gingras, Leeds. Refiner plate steam management system: US, 6607153B1[P]. 2003- 08-19.
[12] Luc Gingras. Mechanical pulping refiner plate having curved refining bars with jagged leading sidewalls and method for designing plates: CN,101605938[P]. 2009-12-16.
卢克.金格拉斯. 弯曲的磨条上具有凹凸不平的前侧壁的机械磨浆机磨片和设计磨片方法: CN, 101605938[P]. 2009-12-16.
[13] Luc Gingras, Lake Oswego. Mechanical pulping refiner plate having curved refining bars with jagged leading sidewalls and method for designing plates: US, 20110155828 A1[P]. 2011- 06-30.
[14] WAN Jin-quan, WANG Yan, GUAN Ze-yu, et al. A gradually open trapezoid disc refiner plate for medium and high concentration: CN, 201713720[P]. 2011- 01-19.
万金泉, 王 艳, 关泽宇, 等. 一种中高浓渐开式梯形盘磨机磨片: CN, 201713720[P]. 2011- 01-19.
[15] LI Wei-ping. High Consistency Refiner Plate Recycling Use after Grinding[J]. China Pulp & Paper, 2001, 20(3): 61.
李卫平. 高浓盘磨旧磨片的复磨回用[J]. 中国造纸, 2001, 20(3): 61.
[16] Luc Gingras. Reversible low energy refiner plate: CN, 103374849[P]. 2013-10-13.
卢克.金格拉斯. 可反转的低能耗精磨机板: CN, 103374849[P]. 2013-10-13.
[17] Luc Gingras. A disc refiner plate with gradually changed geometry: CN, 103669073 A[P]. 2014- 03-26.
卢克.金格拉斯. 具有逐渐变化的几何形状的磨浆机磨盘: CN, 103669073 A[P]. 2014- 03-26.
[18] DONG Ji-xian, ZHI Yan-fang. A Plate with Z-shaped Grinding Teeth for High Consistency Disc Refiner [J]. Ching Pulp & Paper, 2008, 27(11): 49.
董继先, 职艳芳. Z形磨齿新型高浓盘磨机磨片[J]. 中国造纸, 2008, 27(11): 49.
[19] Luc Gingras. Refiner plate with chicanes: US, 6311907 B1[P]. 2001-11- 06.
[20] Mike Bacich, Luc Gingras. Tooth disperger plate having V-shaped teeth: US, 20070158482 A1[P]. 2007- 07-12.
[21] CHEN Yong-sheng, CHEN Yu. A refining plate for disc refiner: CN, 1598133 A[P]. 2005- 03-23.
陈永生, 陈 瑜. 用于磨浆机的磨盘:CN, 1598133 A[P]. 2005- 03-23.
[22] Ola M Johansson, Michael M Wanderer. Adjustable refiner plate: US, 20070070303 A1[P]. 2002- 06-13.

(责任编辑:常 青)
New Trend of Pattern Design of Refiner Plate
WANG Cheng-kun*WANG Ping
(CollegeofMechanicalEngineering,TianjinUniversityofScience&Technology,Tianjin, 300222)
The design of refiner plate pattern directly determines the performance of the refiner, affects the refining quality, efficiency and energy consumption. This article introduced the latest trend in pattern design of refiner plate, from the bar parameters, the shape of plate pattern, structure of refiner plate, etc. including the slope design of grinding bar, alternating depth grooves, jagged bars, reversible plate, V-shaped and Z-shaped plate pattern and so on.
refiner plate; teeth pattern design; bar parameters; plate pattern shape
王成昆先生,在读硕士研究生;研究方向:制浆造纸机械的研究。
2015-10-20(修改稿)
TS734+.1
A DOI:10.11980/j.issn.0254- 508X.2016.04.013
猜你喜欢
中国造纸(2022年8期)2022-11-24 09:43:42
中国造纸(2020年4期)2020-05-28 13:37:10
制造技术与机床(2018年8期)2018-10-09 08:27:36
中国造纸(2017年8期)2017-09-15 08:56:36
制造技术与机床(2017年3期)2017-06-23 08:11:48
生活用纸(2016年7期)2017-01-19 07:36:47
天津造纸(2016年1期)2017-01-15 14:03:28
中国造纸(2014年2期)2014-07-24 19:02:39
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
河南科技(2014年12期)2014-02-27 14:10:34