
柱塞锻造返修方案研究
2016-06-13 06:02徐兴建
大型铸锻件 2016年3期
赵 达 徐兴建
(中国第一重型机械股份公司铸锻钢事业部水压机锻造分厂,黑龙江161042)
柱塞锻造返修方案研究
赵达徐兴建
(中国第一重型机械股份公司铸锻钢事业部水压机锻造分厂,黑龙江161042)
摘要:分析了柱塞锻件报废原因,通过计算机数值模拟确定了返修方案,最终使柱塞成功锻造返修。
关键词:柱塞;返修;数值模拟
1锻件参数
柱塞锻件的相关参数如表1所示。柱塞锻件零件图如图1所示。

表1 柱塞锻件相关参数Table 1 Relevant parameters of plunger forging

图1 柱塞锻件零件图Figure 1 Part drawing of plunger forging
2致废原因
锻件字端300 mm长范围内在拔长时产生了多处裂纹,虽然执行了吹氧清理裂纹工序,但由于裂纹伤重增加了操作者对裂纹伤判定的难度,最终导致了局部直径负最终尺寸5 mm。实际尺寸及裂纹伤位置图如图2所示。
目前尺寸已经无法满足要求,如果不对其进行有效挽救,不仅会制约该项目的生产进度,同时也会产生废品损失。因此,有必要研究柱塞锻造返修的可行性。

图2 实际尺寸及裂纹伤位置图Figure 2 Sketch of actual dimension and crack location
3初步选定返修方案
3.1两种方案
根据锻件形状特性及尺寸情况,有两种方案可以选择:
方案一:拔长减径增加长度,利用锻件尺寸与粗加工尺寸、精加工尺寸之间的余量分布将裂纹排到零件本体以外。
方案二:减少长度方向余量增大伤重处直径,使其满足尺寸要求。
3.2计算过程
为了确定两种方案的可行性,我们对其进行了计算,计算过程如下:
3.2.1方案一
(1)由于字端300 mm内伤重不满足加工要求,所以只能利用非字端~1 000 mm的长度,拔长使该部分长度满足精加工尺寸1 245 mm。
(2)利用体积不变计算得出:长度满足1 245 mm时,直径仅为∅565 mm⟨精加工直径∅580 mm。
由此确定方案一无法满足尺寸要求,不可行。
3.2.2方案二
(1)实际长度1 350 mm-精加工长度1 257 mm=93 mm,即长度距精加工尺寸有93 mm余量。
(2)将长度的80 mm(长度留13 mm余量避免端面不满足精加工要求)进行局部镦粗。同样利用体积不变计算得出:伤重处直径增大至∅735 mm-伤最深处55 mm=∅680 mm⟩精加工直径∅580 mm。
初步计算得出方案二存在可行性。所以将方案二定为柱塞锻造返修的初步方案进行研究。
4返修方案数值模拟
4.1需要确定的主要参数
(1)温度:控制温度保证镦粗后直径全部增大在伤重处。
(2)镦粗方式:选择合适的镦粗方式同样可以增大伤重处直径。
合理的确定以上两个参数是保证直径满足尺寸要求的必要条件。
4.2模拟过程
通过多次模拟分析确定返修方案为差温加热后局部镦粗。具体模拟过程如图3~图7所示。

图3 镦粗前附具示意图Figure 3 Sketch of auxiliary appliance before upsetting
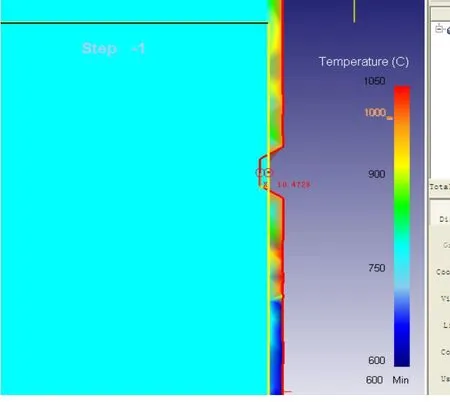
图4 镦粗前裂纹位置示意图Figure 4 Sketch of crack location before upsetting

图6 镦粗后效果图Figure 6 Effect sketch after upsetting

图7 镦粗后裂纹伤位置变化Figure 7 Crack location change after upsetting
5返修工艺确定
通过模拟得出的参数,我们确定了柱塞的锻造返修工艺,具体如下:
5.1加热曲线
加热曲线如图8所示。

图8 加热曲线Figure 8 Heating curve
5.2操作要领及注意事项
(1)600~650℃保温12 h可以保证锻件温度均匀。
(2)石棉尺寸:1 000 mm×2 100 mm。
(3)非字端包石棉:该过程需提前准备好所用材料及设备,缩短炉外时间,为快速升温打好基础。
(4)返炉后最大功率升温至1 100℃,使石棉充分发挥隔热的作用,阻止非字端吸收热量,保证锻件形成温度差值。
(5)局部镦粗:字端向上立料,选用400 mm宽平砧开边镦粗,整体镦粗高度80 mm。
6返修后情况
本次返修与模拟过程完全符合,伤重处直径明显增加并满足了尺寸要求。具体形状如图9所示。

图9 返修后实际效果图Figure 9 Actual effect photo after repairing
7结论
通过柱塞锻造返修方案的研究,实现了计算机数值模拟与实际生产的有效结合。避免了废品损失,取得了预期效果。
编辑杜青泉
Research on Forging Repair Program of Plunger
Zhao Da,Xu Xingjian
Abstract:The cause for rejection of plunger forgings has been analyzed.By means of computer numerical simulation,the repair program has been determined.Eventually,the repairing of plunger by forging has succeeded.
Key words:plunger;repairing;numerical simulation
收稿日期:2016—03—17
作者简介:赵达(1984—),男,工程师,本科。电话:13945251382,E-mail:zhaoda505@163.com
中图分类号:O242.2
文献标志码:B
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
南方农机(2022年9期)2022-05-05
装备制造技术(2020年11期)2021-01-26
液压与气动(2020年10期)2020-10-16
钻采工艺(2020年1期)2020-07-21
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科技视界(2016年22期)2016-10-18
科技视界(2016年20期)2016-09-29
