
改善D-SF690-I曲轴用钢带状组织的热处理工艺研究
2016-06-13 05:52王学玺李守杰
大型铸锻件 2016年3期
关键词:曲轴
赵 卓 王学玺 李守杰
(河南中原特钢股份有限公司,河南459008)
改善D-SF690-I曲轴用钢带状组织的热处理工艺研究
赵卓王学玺李守杰
(河南中原特钢股份有限公司,河南459008)
摘要:介绍了D-SF690-I曲轴用钢中带状组织形成的原因及其与热处理的关系,结果表明,曲轴用钢带状组织的产生及严重程度与钢材奥氏体化后冷却过程中的速度有密切关系,采用扩散退火+正火+完全退火的热处理工艺,可以减轻或避免曲轴用钢带状组织。
关键词:曲轴;带状组织;热处理工艺
我公司为某公司生产的D-SF690-I曲轴用钢,相当于45钢加Cr、Ni、Mo进行微合金化,力学性能及组织较45钢均有较大改善。曲轴产品对材料的均匀性及带状组织要求较高。在锻后预备热处理后出现较严重的带状组织,客户要求带状组织级别≤2级,实际生产中出现带状组织3.0级,不能满足客户要求。针对此情况我们重新制定了锻后热处理工艺。
1工艺分析
本批D-SF690-I曲轴用钢的冶锻工艺为:电炉冶炼+LF精炼+油压机精锻机联锻成形+锻后预备热处理(860℃完全退火)。锻后预备热处理后检测带状组织为3.0级,已严重影响到了材料的性能。带状组织作为钢体中的一种缺陷,可以分为一次带状组织和二次带状组织。一次带状组织主要是钢液在凝固过程中,钢中各种元素的扩散速度不同,碳元素容易扩散,而其他合金元素不容易扩散并很难均匀化,从而形成枝晶偏析。在锻造过程中,枝晶和枝干被压延而伸长成纤维组织,呈现带状。二次带状组织主要是中、低碳合金钢在奥氏体状态缓慢冷却经过A3和A1的温度范围时,冷却速度过慢,钢中被拉长了的各种非金属夹杂物对铁素体的析出起核心作用,形成铁素体,铁素体的形成促使碳向未转变的区域扩散至共析浓度后转变为珠光体,结果形成了带状组织[1]。从D-SF690-I曲轴用钢所执行的冶锻工艺可以看出,带状组织的产生主要存在于锻造过程和预备热处理过程中。
减轻或者消除带状组织的工艺方法主要有高温扩散+正火、等温正火、控制冷却速度等。其中高温扩散+正火热处理工艺是消除带状组织最为常见的工艺方法,通过高温下长时间保温,使锻件中各合金元素扩散均匀,在随后的冷却再结晶过程中就不会形成铁素体-珠光体带状组织。扩散退火的温度很高,通常在Ac3或Accm以上150~300℃[2],碳钢一般为1 100~1 200℃[2]。保温时间按有效截面厚度每25 mm保温30 min~60 min。此外还可视装炉量大小而定。退火总时间可按τ=8.5+Q/4计算,其中Q是装炉量(单位为t)。一般扩散退火时间为10 h~15 h。同时由于扩散退火需要在高温下长时间加热,因此奥氏体晶粒十分粗大,粗大的奥氏体组织经过一次正火+完全退火,消除过热缺陷,均匀组织、细化晶粒,同时获得接近平衡状态的预备组织。因此针对如何消除本批D-SF690-I曲轴用钢的带状组织,我们选取了高温扩散+正火+雾冷+完全退火热处理方案进行试验。
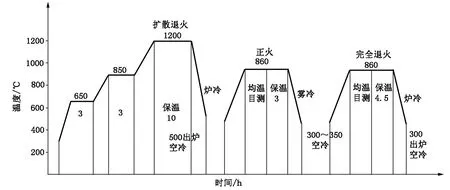
图1 热处理工艺Figure 1 Heat treatment process

(a)返工前 (b)高温扩散热处理工艺后 (c)正火+完全退火热处理工艺后

表1 检测结果Table 1 Test results
2工艺试验
选取1支带状组织为3.0级的∅260 mm规格的D-SF690-I曲轴用钢,采取扩散退火+正火+完全退火工艺进行热处理,工艺详见图1。
3显微组织结果分析
在选取的试件a扩散退火结束后,在本体上切取试片b。在正火+完全退火处理后,在工件本体切取试片c。将试片b、试片c制成金相试样,用4%硝酸酒精腐蚀后,观察金相组织及晶粒度。检测结果见表1。显微组织图片见图2。
从表1可知,随着高温扩散热处理工艺的执行,带状组织由3级变为1.5级,晶粒度由4级变为6级。随着正火+完全退火热处理工艺的执行,带状组织由1.5级变为1级,晶粒度得到进一步细化,由6级变为8级。
从图2可以看出,返工前带状组织明显,呈现出条带状铁素体+珠光体,铁素体组织较大且分布集中。高温扩散热处理工艺后,带状组织明显减轻,呈现出分布均匀的铁素体+珠光体,晶粒得到细化。通过正火+完全退火处理,带状组织进一步的减轻,晶粒得到明显细化。
4分析与讨论
D-SF690-I曲轴用钢作为一种亚共析钢,在生产过程中通过Cr、Ni、Mo进行微合金化,在增强合金性能的同时,也会导致钢液凝固过程中过冷奥氏体在珠光体中稳定性的增强。随着过冷奥氏体在珠光体中稳定性的增强,会引起珠光体形成速度的减慢。当合金从奥氏体状态缓慢冷却经过A3和A1的温度范围时,先共析铁素体会优先在相对较纯的枝晶部位的奥氏体晶界析出,同时碳会向周围的奥氏体区扩散,冷却速度越慢,碳扩散越充分,扩散距离越远,形成的铁素体条带越明显[3]。当钢锭经过油压机精锻机联锻成形时,枝晶和枝干被压延伸长成纤维组织,呈现带状。油压机精锻机联锻成形后进行预备热处理(完全退火),这些先共析铁素体又得到了充分的转变和析出,导致铁素体和珠光体条带更加的明显。
通过1 200℃的高温扩散,使得D-SF690-I曲轴用钢合金组织重新奥氏体化,再经过10 h的保温,使得钢材中原本偏析较为严重的Cr、Ni、Mo得到了充分的均匀化,枝晶减少,破坏了带状组织的基础,在随后的冷却再结晶过程中就不会形成铁素体-珠光体带状组织。随炉冷至500℃时,奥氏体已完全分解,出炉空冷。但是随着高温扩散的进行,组织晶粒会明显增大,容易出现过热组织,需要通过正火+完全退火工艺来进行晶粒的细化。同时在正火过程中将钢材加热到860℃,保温一段时间,然后再通过雾冷方式进行冷却,使得组织从奥氏体状态快冷通过A3和A1的温度带,最大程度抑制先共析铁素体的产生,避免二次带状组织的产生,进而使得带状组织进一步减轻。
5结论
(1)生产实践证明,对于较严重的带状组织,通过采用扩散退火+正火+完全退火进行热处理后,可以获得细小且分布均匀的铁素体+珠光体组织,该组合工艺对改善D-SF690-I曲轴的带状组织是适合和有效的。
(2)对于易产生带状组织的钢种,在加热时增加高温扩散+正火+完全退火工序,可以有效减轻或避免带状组织的产生,同时细化晶粒。
参考文献
[1]崔崑.钢铁材料及有色金属材料[M].北京:机械工业出版社,1981:24.
[2]崔忠圻.金属学与热处理[M].北京机械工业出版社,1988:292-293.
[3]陈峰.汽车齿轮钢带状组织与热处理[J].上海钢研,2006(2):44-49.
[4]郑辉,李占阳.SF690曲轴用钢的试制[J].大型铸锻件,2015(3):33-35.
编辑杜青泉
Research on Heat Treatment Process for Improving Banded Structure of Steel Used for D-SF690-I Crankshaft
Zhao Zhuo,Wang Xuexi,Li Shoujie
Abstract:The formation causes for banded structure of steel used for D-SF690-I crankshaft and the relation between the causes and the heat treatment have been introduced.The results show that the appearance of banded structure of crankshaft and the severity of banded structure have a close relation to the cooling speed of steel after austenitizing.By adopting the heat treatment process composed of diffusion annealing,normalizing and full annealing,the banded structure of steel used for crankshaft could be decreased or avoided.
Key words:crankshaft;banded structure;heat treatment process
收稿日期:2015—12—19
中图分类号:TG156
文献标志码:B
猜你喜欢
机械工程师(2022年1期)2022-01-22
机械工程与自动化(2020年2期)2020-05-18
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2015年10期)2015-04-09
中国水运(2015年1期)2015-02-02
