炼油厂酸性水的综合利用方法
2016-06-06 01:57于潇航孙建刚张玉红王润礼李宝城徐惠丽
化工科技 2016年6期
于潇航,孙建刚,张玉红,王润礼,李宝城,徐惠丽
(1.中国石油吉林石化公司 炼油厂,吉林 吉林 132022;2.中油石油吉林石化公司 研究院,吉林 吉林 132021)
石油及其产品中存在含硫化合物和含氮化合物,在常减压、催化裂化、热裂化、延迟焦化、重整预加氢、加氢精制、加氢裂化等加工过程中这些化合物会通过高温裂解、催化裂化、催化加氢等反应生成H2S和NH3而进入产品物流中,这些产品物流经过冷凝脱水或水洗处理产生含硫含氨废水,俗称含硫废水或酸性水,具体的排水装置有常减压蒸馏塔顶分离器、催化裂化分馏塔顶分离器、催化裂化压缩富气脱水罐、焦化分馏塔顶分离器以及油品加氢裂化、加氢精制的高压和低压分离器等[1],这些酸性水通常含有较高质量浓度的H2S(5 000~25 000 g/cm3)、 NH3(5 000~30 000 g/cm3)、CO2(约1 500 g/cm3)等,排放前需脱除这些组分[2-4]。随着国内污水排放标准的日益严格和环境执法力度的不断加强,工作重心应由外排口转向源头与末端共同关注,因此企业应通过废水的源头控制,采用科学合理的污水处理工艺流程,对高含硫、高含酚、高含盐难降解的有机废水进行预处理,可有效减轻污水处理场的负荷,有利于污水厂长期稳定运行,减少污染事件的发生,对保障区域水系统清洁、保障生态系统稳定、保障人们健康有重要意义。
作者介绍了中国石油吉林石化公司炼油厂酸性水处理原理和工艺,通过酸性水处理装置处理后的酸性水部分回收利用,剩余排至含油污水管网,送往吉林石化公司污水厂继续处理,达到GB31571—2015《石油化学工业污染物排放标准》后排放至松花江。
1 炼油厂酸性水排放现状
中国石油吉林石化公司炼油厂2016年计划加工原油910万t,其中俄罗斯原油200万t,酸性水装置的规模为120万t/a(150 t/h),酸性水主要来源为上游的Ⅰ重油催化装置、Ⅱ重油催化裂化装置、加氢精制装置、加氢裂化装置、延迟焦化装置、汽油加氢装置和芳烃装置,炼油厂酸性水装置酸性水原料相关指标和2016年1月8日该装置原料相关指标实测值见表1。

表1 炼油厂酸性水装置酸性水原料相关指标和实测值
2 炼油厂酸性水处理原理及工艺
2.1 酸性水处理原理[5]
酸性水汽提装置的主要目的[6]是脱除含硫污水中的氨、硫化氢,从而使之成为氨氮和硫化物含量均很低的净化水。
氨、硫化物都可溶于水中而发生电离:

(1)

(2)
氨在水中的溶解度大于硫化氢在水中的溶解度,随着温度的升高,溶解度均下降。硫化氢和氨共存于水中时,它们处于化学、电离和相平衡之中:

(3)
在常温下,硫化氢和氨溶解于水,并电离成离子而存在于水中,当温度提高后,(3)式所表示的三个平衡向右移动,酸性水汽提就是利用这一原理,将酸性水加热至140 ℃以上,破坏了硫化氢和氨在水中的平衡,促使它们从液相向汽相转移,同时,利用水蒸汽来降低硫化氢和氨在汽相中分压,这样就可以降低硫化氢和氨在水中的含量。
在汽提塔中,向上移动的富含硫化氢、氨的气相与向下的液相逆向接触,在塔盘上发生热、质传递,液相中的硫化氢、氨被汽提到上一层塔盘。
由于硫化氢相对挥发度比氨大,而氨溶解度比硫化氢大,所以硫化氢绝大部分最终被汽提至塔顶溢出。而在塔的中部形成一个氨高浓度区。由侧线抽出。底部则得到合乎要求的净化水。
侧线抽出的富氨气经三级分凝脱水,得到纯度较高的氨气,进入氨气焚烧炉,炉内控制1 400 ℃温度使氨气分解为氮气排入大气。
2.2 酸性水处理工艺
吉林石化公司炼油厂酸性水采用单塔加压汽提工艺[7],单塔加压汽提工艺实际上是将脱硫化氢与脱氨气塔合为一个塔,酸性水处理工艺流程简图见图1。
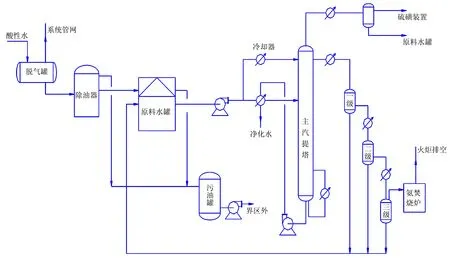
图1 炼油厂酸性水处理工艺流程简图
自各上游装置来的混合酸性水,进入原料水脱气罐,脱出的轻油气送至系统管网。脱气后的酸性水进入原料水除油器除油,除油后的酸性水进入原料水罐进一步沉降脱油,自原料水罐和原料水除油器脱出的轻污油自流至地下污油罐,经污油泵间断送出装置。经过进一步除油后的酸性水再经原料水泵加压后分为两路:其中一路进入主汽提塔顶,必要时可经进料冷却器冷却,另一路经原料水、净化水二级换热,分别与净化水、侧线气换热至150 ℃后,进入主汽提塔的第一层塔盘。塔底用1.0 MPa蒸汽通过重沸器加热汽提[8]。侧线气由主汽提塔第17层塔盘抽出,经过三级冷却器和三级分凝器处理后,得到φ(粗氨气)>97%;一、二级分凝液经一、二级分凝液冷却器冷却后,与三级分凝液合并进入原料水罐;汽提塔底净化水与原料水换热后,一部分送至装置外用于电脱盐注水,其余经净化水空冷器冷却至40 ℃排至含油污水管网;汽提塔顶酸性气经分液后送至硫磺回收装置。三级分凝产生的粗氨气送至氨气焚烧炉进行热焚烧处理,燃烧所需燃料气自硫磺回收装置来[9],焚烧烟气送至硫磺回收装置烟囱排空。炼油厂酸性水处理工艺条件见表2,炼油厂酸性水处理消耗定额见表3~表5。

表2 炼油厂酸性水处理工艺条件

表3 炼油厂酸性水处理工艺公用工程单位耗量

表4 炼油厂酸性水处理工艺公用工程年耗量
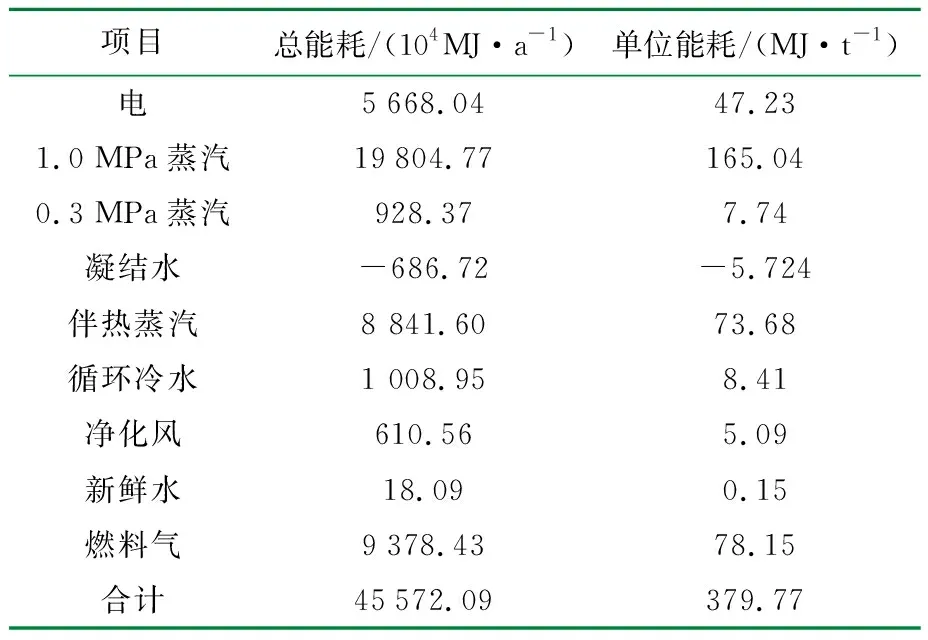
表5 炼油厂酸性水处理工艺能耗
3 酸性水经处理后的效果和效益
炼油厂酸性水经汽提装置处理后,塔顶酸性气去硫磺回收装置做为制硫原料,塔侧线得到的粗氨气送至氨气焚烧炉进行热焚烧处理后放空,塔底净化水一部分回收利用,剩余排至含油污水管网,送往吉林石化公司污水厂继续处理,达到GB31571—2015《石油化学工业污染物排放标准》后排放至松花江。吉林石化公司炼油厂酸性水经酸性水汽提处理后的净化水中w(NH3)、w(H2S)和COD大幅下降,达到了常压装置电脱盐的注水及其它装置的回用要求,污水排放水质得到了明显的改观,排污费用大幅度下降,炼油厂酸性水经处理装置处理后净化水相关指标和2016年1月8日装置净化水相关指标实测值见表6。

表6 炼油厂酸性水装置净化水相关指标
对炼油厂产生的酸性废水进行处理,不仅排污费用大幅度下降,还实现了废物再利用,实现了本质安全[10],达到装置安全、稳定、优化、长效运行,具有非常重要意义。炼油厂酸性水经过处理得到的净化水一部分返回装置做为常减压电脱盐注水、冷却水、循环水补水,一部分去焦化装置作冷焦水,净化水回用率52%以上,按此计算可节约新鲜水100 t/h,同时减少排污量100 t/h,可节约新鲜水费和排污费172万元/a,按硫磺回收装置产生硫磺20 000 t/a,硫磺684元/t计算,可创效1 368万元/a。
4 结 论
炼油厂酸性水处理采用单塔加压汽提工艺,该工艺具有流程简单、能耗低、占地小、操作方便,安全可靠,污染能够集中处理[11],无二次污染等特点,酸性水通过处理实现了硫磺回收利用,净化水中w(NH3)、w(H2S)大幅下降[12],净化水回用率52%以上,达到了节能降耗、减少污染的目的,实现了炼油厂酸性水的综合利用,具有一定经济效益和社会效益。
参 考 文 献:
[1] 刘忠生,方向晨.炼油厂酸性水处理技术的应用和研究发展[J].当代化工,2006,35(2):134-138.
[2] 于型伟,李宇龙,刘富余,等.炼油厂酸性水汽提装置流程模拟及用能优化[J].石油石化节能,2015(2):1-3.
[3] 徐义明,王佳兵.Aspen Plus软件模拟及优化酸性水汽提塔[J].广东化工,2012,39(1):125-126.
[4] 杨刚.炼油厂含硫污水汽提塔的模拟与优化[D].天津:河北工业大学,2002:1-2.
[5] 温晔晖.大庆石化炼油厂酸性水汽提装置的改进[J].内蒙古石油化工,1999,25(4):154-156.
[6] 刘忠生,方鹤晨.炼油厂酸性厂酸性水处理技术的应用和研究发展[J].当代化工,2006,35(2):57-58.
[7] 牛春革,陈永立,聂春梅,等.炼油厂酸性水汽提脱硫装置结垢原因分析[J].炼油技术与工程,2010,40(11):37-38.
[8] FRAYNE S P,汪道明.炼油废水气体装置存在问题及对策 [J].石化译文,1995(3):53-57.
[9] 齐惠敏,林大泉.炼油厂酸性水汽提装置存在的问题及对策[J].抚顺烃加工技术,1998(9):7-15.
[10] 张晓华.硫回收装置安全操作考虑[J].炼油技术与工程,2005,34(8):13-16.
[11] 梁晓禾.硫磺回收装置腐蚀与防护[J].石油机械设备与自动化,2001,18(3):9-14.
[12] 刘清,谷月玲.汽提污水有机物的GC/MS分析[J].浙江农业大学学报,1994,20(3):289-291.
猜你喜欢
氮肥与合成气(2022年5期)2022-06-13
科学家(2021年24期)2021-04-25
科学技术与工程(2020年25期)2020-10-29
油气藏评价与开发(2020年4期)2020-08-07
科技风(2020年1期)2020-02-03
合成树脂及塑料(2020年6期)2020-01-14
中氮肥(2019年1期)2019-01-17
中国特种设备安全(2018年11期)2019-01-08
中国油脂(2017年11期)2017-12-11
中国医学装备(2015年10期)2015-12-29