
高活性、高稳定性的/TiO2/La3+催化合成聚合松香
2016-06-06 02:39:37缪首领
化工科技 2016年4期
缪首领
(青岛科技大学 化工学院,山东 青岛 266042)

1 实验部分
1.1 试剂与仪器
松香:特级,酸值174 mg KOH/g,上海埃比试剂有限公司;甲苯:烟台三和化学试剂有限公司;硫酸钛、氯化锌:国药集团化学试剂有限公司;氧氯化锆:淄博环拓化工有限公司;氢氧化钾;天津市广成化学试剂有限公司;无水乙醇:莱阳经济开发区精细化工厂;氨水:青岛捷隆化工有限公司;以上试剂均为AR;硫酸:质量分数为98%,烟台三和化学试剂有限公司。
集热式恒温加热磁力搅拌器:DF-101S,郑州长城科工贸有限公司;电热鼓风干燥箱:101-1A型,上海良平仪器仪表有限公司;软化点测定仪:SYD-2806D,河北大宏实验仪器有限公司;旋片真空泵:2XZ-2型,大连通达反应釜厂。
1.2 固体超强酸的制备与表征

1.3 聚合松香的制备
一定比例的原料和溶剂投入装有回流冷凝管、电动搅拌器、温度计的三口烧瓶中,加热到70 ℃,取溶解完全的未反应液滴定,测其酸值;加入催化剂,通入保护气N2,加热至110 ℃开始计时,反应5 h,反应结束后用静置沉淀方法将固体超强酸催化剂与反应产物进行分离;降温,用80 ℃水洗反应后产物,测其酸值,先进行常压蒸馏,后在绝对压力0.4 kPa下进行减压蒸馏,收集240 ℃以上的塔釜馏份,得到产品聚合松香。
反应式如下。
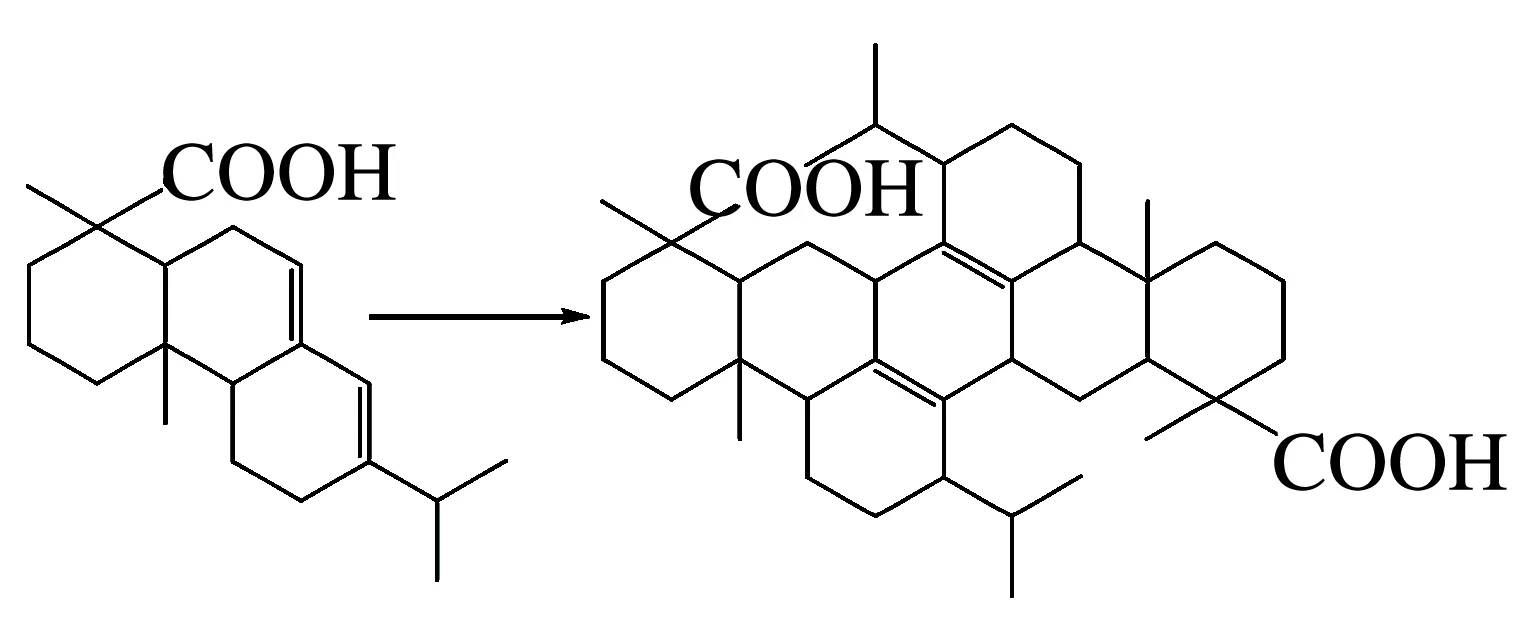
2 结果与讨论
2.1 催化剂的选择

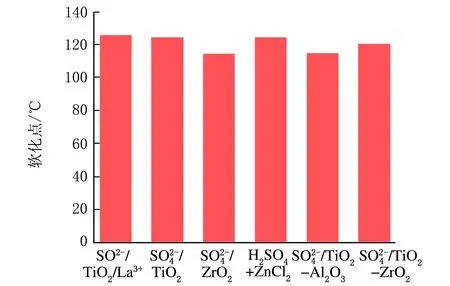
催化剂种类

催化剂种类图1 不同催化剂对产品性能的影响
2.2 催化剂的性能测试
2.2.1 反应时间的影响
其它条件与2.1相同,反应温度120 ℃的反应条件下,考察反应时间对实验结果的影响,见图2。
从图2可以看出,随着反应时间的增加,聚合松香的软化点不断增加,但是反应时间超过5 h后,继续增加反应时间软化点的变化幅度不大,故最佳的反应时间为5 h。

t/h图2 反应时间对聚合松香软化点的影响
2.2.2 m(催化剂)的影响

m(催化剂)/g图3 m(催化剂)对聚合松香软化点的影响
从图3可以看出,m(催化剂)从0.50 g增加到1.50 g时,聚合松香的软化点大幅度增加。当继续增加催化剂用量时,软化点变化较小,趋于平稳。从经济角度来看,选用m(催化剂)=1.50 g为宜。
2.2.3 浸渍浓度的影响

c(浸渍硫酸)/(mol·L-1)图4 浸渍酸浓度对聚合松香软化点的影响
2.2.4 反应温度的影响

t/℃图5 反应温度对聚合松香软化点的影响
从图5可以看出,聚合松香的软化点随温度的升高而上升,到达120 ℃后,软化点有所下降,这是由于温度过高导致副反应增多所引起的。此外温度过高的还有能耗增加和产品色级加深的缺陷。合适的温度应兼顾软化点、色级和生产成本来选择。实验得出的最佳实验温度为120 ℃。
2.3 催化剂的重复使用性能
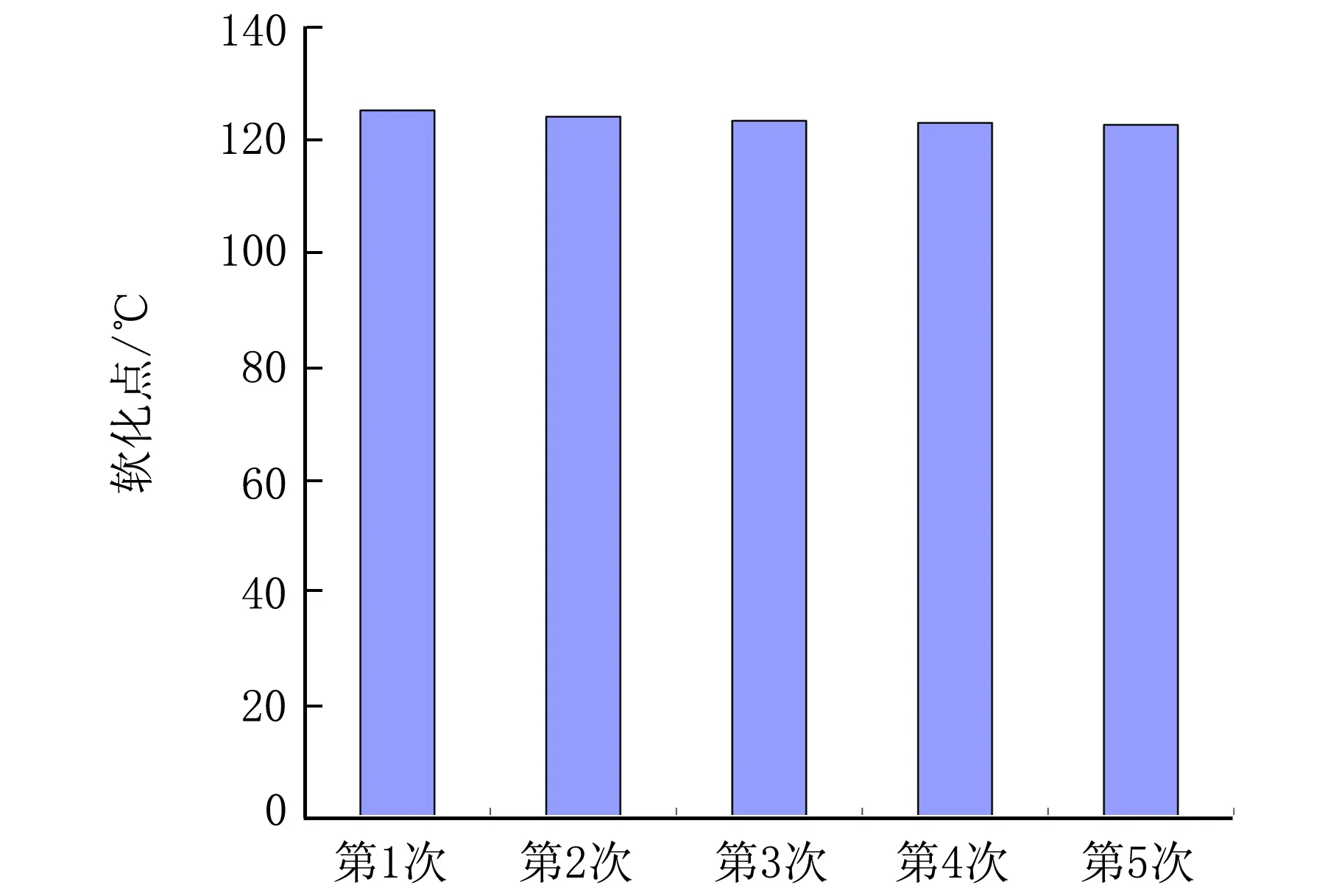
次数图/TiO2/La3+催化剂重复使用性能
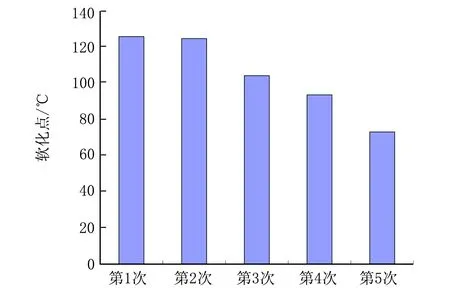
次数图/TiO2催化剂重复使用性能
3 结 论

参 考 文 献:
[1] 程芝,张晋康.天然树脂生产工艺学[M].北京:中国林业出版社,1996:224-230.
[2] WALTER M,SCHWARTZ,Philadelphia.Drain for hosiery:2136526[P].1936-03-03.
[3] 杨如春,曾祥元.氯仿-硫酸法聚合松香生产工艺[J].林产化工通讯,1995,29(1):l5-l9.
[4] 刘仕伟,于世涛,刘福胜,等.硫酸一离子液体复合催化剂催化松香聚合反应工艺的研究[J].林产化学与工业,2005,25(B10):64-68.
[5] 罗金岳.固体超强酸催化合成聚合松香的研究[J].林产化学与工业,1999,19(4):56-62.


猜你喜欢
食品安全导刊(2021年21期)2021-08-30 08:21:36
林产化学与工业(2021年2期)2021-05-11 09:38:32
紫禁城(2020年5期)2021-01-07 02:13:38
广州化工(2020年8期)2020-05-12 09:58:54
人民调解(2019年3期)2019-03-16 00:22:46
中成药(2018年10期)2018-10-26 03:41:30
化工管理(2017年35期)2017-03-03 19:17:41
罕少疾病杂志(2016年5期)2016-03-11 16:34:47
合成材料老化与应用(2015年4期)2015-07-25 10:45:44
中国当代医药(2015年26期)2015-03-01 02:06:52
