超音速火焰喷涂WC-17Co涂层的高速磨削机理试验研究
2016-06-04 08:14江志顺尚振涛
中国机械工程 2016年10期
郭 力 江志顺 尚振涛
湖南大学国家高效磨削工程技术研究中心,长沙,410082
超音速火焰喷涂WC-17Co涂层的高速磨削机理试验研究
郭力江志顺尚振涛
湖南大学国家高效磨削工程技术研究中心,长沙,410082
摘要:针对超音速火焰喷涂WC-17Co高硬涂层的加工难题,对WC-17Co涂层进行了高速/超高速磨削试验。通过考察不同金刚石砂轮和磨削工艺参数对磨削力、磨削温度和表面残余应力、表面/亚表面微观形貌和表面粗糙度的影响,讨论了最大未变形切屑厚度与比磨削能的内在关系,分析了磨削温度对表面残余应力的作用规律,探讨了法向磨削力对涂层亚表面损伤的作用规律。结果表明:WC-17Co涂层磨削去除是脆性和延性去除并存;提高砂轮线速度将使磨削力先快速减小后缓慢增大,磨削温度持续升高,涂层磨削从脆性去除转为延性去除的趋势也逐渐增强,表面残余应力由压应力逐渐转变为拉应力,而磨削高温引起涂层热塑性变形是表面残余应力状态转变的根本原因。涂层亚表面磨削损伤层平均深度随法向磨削力的增大而变大。提高砂轮线速度、降低工作台速度和减小磨削深度均能增大涂层磨削塑性去除的比例。
关键词:超音速火焰喷涂技术;WC-17Co涂层;高速磨削;砂轮
0引言
超音速火焰喷涂(HVOF)技术是美国于20世纪80年代初期推出的一种新型热喷涂技术。HVOF工艺制备的碳化钨/钴金属陶瓷WC-Co涂层具有硬度高、孔隙率低、与基体结合强度高(大于70 MPa)等优点;涂层的耐磨性好,对环境友好,对基体疲劳性能影响低,因此,在国内外尤其是航空领域得到了深入研究和广泛应用,HVOF已成为制备WC-Co系列耐磨涂层的首选工艺之一[1]。受涂层喷涂工艺的影响,涂层表面粗糙度一般在3~6 μm之间,还需进行精密加工才能满足使用要求。但是,HVOF涂层的高硬度、高耐磨性及涂层基体的特殊要求给其精密加工带来很大困难,加工中易产生表面裂纹甚至引起涂层剥落,且加工效率极低。因此,超音速火焰喷涂涂层的高效精密加工技术日益引起关注。
目前,国内外学者对高硬涂层的磨削机理作了相关研究[2-5]。邓朝晖等[4]对纳米金属陶瓷(n-WC/Co)涂层作了精密磨削研究,发现n-WC/Co涂层的精密磨削去除以延性域去除方式为主;郭力等[6]对超音速火焰喷涂WC-10Co4Cr涂层进行了磨削试验研究,认为超高速磨削技术能够提高表面质量和加工效率,但未对磨削温度和残余应力进行探讨。高速/超高速磨削具有磨削力小、磨除率高、砂轮耐用度高等优点,已被公认为是实现硬脆难加工材料高效低损伤磨削的有效手段之一[7-8]。
为了系统研究超音速火焰喷涂WC-17Co涂层的高速/超高速磨削机理,本文通过相关试验研究了金刚石砂轮、磨削工艺参数对磨削力、磨削温度等的影响,同时在研究WC-17Co涂层表面/亚表面微观形貌的基础上对该涂层磨削去除机理进行了研究。
1试验方案
1.1试件
涂层磨削试件的基体是钛合金(Ti-6Al-4V),在其上采用超音速火焰喷涂技术喷涂0.2~0.3 mm厚的WC-17Co涂层。喷涂后的原始表面微观形貌如图1所示,喷涂的涂层粉末与基体表面以半熔融冶金方式结合在一起,粉末之间存在一定数量的气孔,整个涂层表面凹凸不平,表面粗糙度平均值为3 μm;涂层与基体的结合强度大于76 MPa;试验表明HVOF WC-17Co涂层的耐磨性能是电镀硬铬的两倍以上。该高硬涂层的相关性能参数如表1所示,其表面硬度值超过维氏硬度1100HV。根据试验条件,涂层磨削试件尺寸为45 mm×20 mm×20 mm,以逆磨方式在45 mm×20 mm面上沿宽度方向进行高速磨削。

图1 涂层原始照片
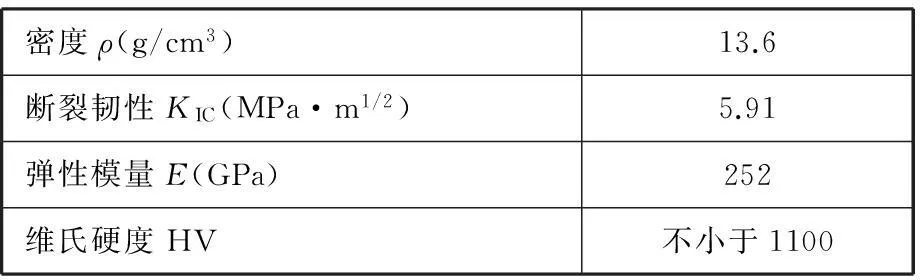
密度ρ(g/cm3)13.6断裂韧性KIC(MPa·m1/2)5.91弹性模量E(GPa)252维氏硬度HV不小于1100
1.2试验条件
在湖南大学国家高效磨削工程技术研究中心的超高速平面磨削试验台上进行研究。该试验台采用瑞士超高速陶瓷轴承电主轴磨头,功率最高可达40 kW,转速最高可达24 000 r/min,扭矩为71.7 N·m,主轴静刚度为340 N/μm(径向)和305 N/μm(轴向)。砂轮实时在线动平衡采用SBS4500动平衡仪;采用美国波音公司指定的涂层专用磨削液Hocut 795,磨削液浓度为4%,供液压力为25 MPa,流量为40 L/min。
陶瓷结合剂金刚石砂轮具有强度高、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、易控制加工精度的优点,可以用于粗磨。树脂结合剂金刚石砂轮具有一定的弹性,有利于减小工件的表面粗糙度,主要用于精磨。所以试验中使用厂商品牌1的120号粒度陶瓷结合剂的砂轮作为粗磨砂轮和400号粒度树脂结合剂砂轮作为精磨砂轮。同时作为对比,研究了厂商品牌2的240号树脂结合剂砂轮的磨削性能,具体规格见表2。砂轮定期进行修整。
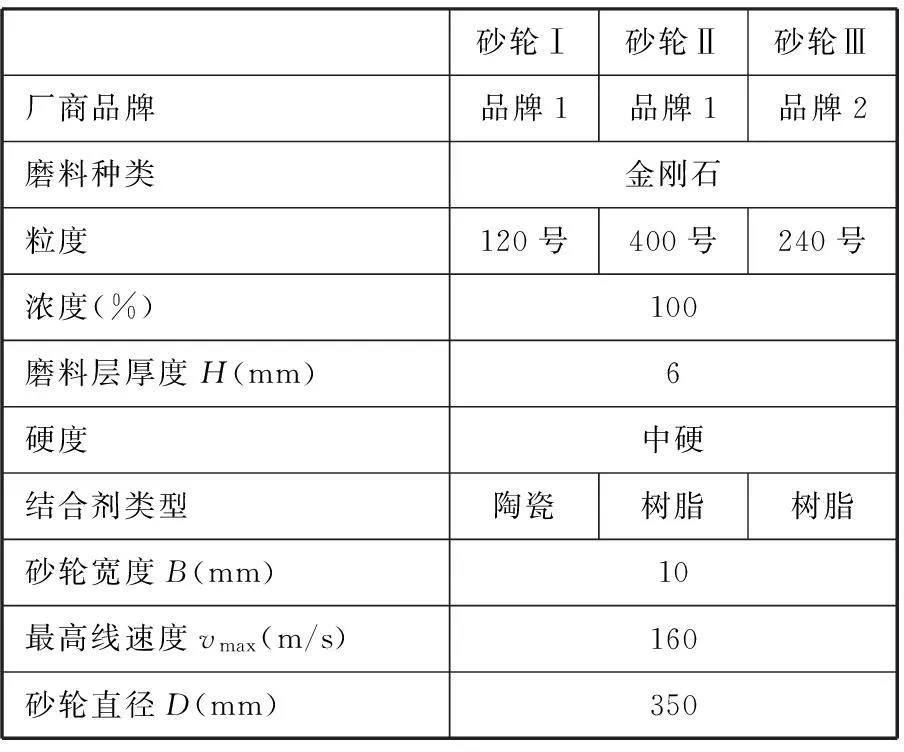
表2 砂轮规格
1.3磨削工艺参数
碳化钨涂层传统磨削工艺中砂轮线速度、工作台速度和磨削深度取值范围分别为20~30 m/s、1~2 m/min、5~10 μm。为研究涂层高速磨削机理,将砂轮线速度的变化范围确定为低速到超高速(30~150 m/s),同时选择较高的工作台速度(2.5 m/min)和较大的磨削深度(20 μm)。高速条件下适当提高工作台速度和增加磨削深度以提高加工效率,因此研究了高速条件下工作台速度和磨削深度分别变化时表面粗糙度、涂层磨削力等的变化规律。根据涂层特性以及高速磨削试验台的性能,采用表3所示磨削试验参数范围,并以正交试验法安排试验。
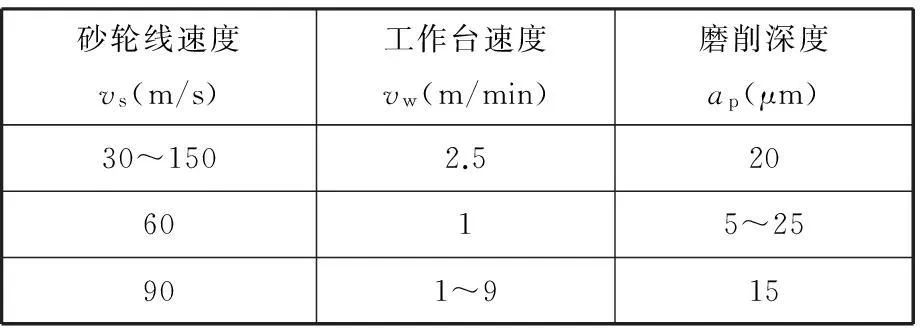
表3 磨削试验参数
1.4测量方法
本试验采用瑞士Kister 9257BA型测力仪实时测量磨削力。测力仪量程:Fx、Fy为0~5 kN,分4个挡位,即500 N、1 kN、2 kN、5 kN;Fz为0~10 kN,分4个挡位,即1 kN、2 kN、5 kN、10 kN,分辨力为所用挡位量程的0.2%。磨削温度采用人工K形夹式热电偶法测量,K形热电偶的线性量程为0~1000 ℃,分辨力为1 ℃。表面/亚表面微观形貌观测采用日本电子JSM-5610LV扫描电子显微镜和日本基恩士VHX 1000超景深三维显微系统。残余应力的测量采用SIMENS D5000型 X 射线衍射仪。
2试验结果与分析
2.1磨削力
图2为采用3个不同砂轮磨削时磨削力随砂轮线速度的变化规律图,可见砂轮线速度变化对磨削力影响大,不同砂轮的磨削力变化规律差异较大。由图2a可知,当砂轮线速度从30 m/s增大到90 m/s时,切向磨削力均显著减小,且减小趋势逐渐放缓,这是由于砂轮线速度提高使得单位时间内磨削区参与涂层磨削的磨粒数量增加,在磨削深度和工作台速度一定的情况下,单颗磨粒最大未变形切削厚度变小,磨刃作用在涂层上的磨削力也相应减小,所以各个砂轮的切向磨削力都随砂轮线速度增大而减小。而当线速度由90 m/s继续增大到150 m/s时,切向磨削力增大但变化不大。引起这种现象的原因是多方面的:一方面,因砂轮线速度提高导致单颗磨粒最大未变形切削厚度变小,促使切向磨削力减小;另一方面,总磨削能增大,砂轮高速旋转形成的气障使磨削液更难进入涂层磨削区,导致冷却效果变差,造成磨削温度升高,涂层塑性增强,且塑性去除比脆性断裂需要更大的磨削力。在多因素的综合影响下,高速和超高速磨削时切向力出现缓慢增大的现象。图2b显示,随砂轮线速度的增大,砂轮Ⅰ、砂轮Ⅱ的法向磨削力逐渐减小,并保持在较低的水平;而砂轮Ⅲ的法向磨削力则显著增大,其值可达砂轮Ⅰ、砂轮Ⅱ法向磨削力的数倍以上。这是因为在涂层磨削过程中,砂轮Ⅲ极易被堵塞或磨损,切削状态急剧变差所致,后续研究将进一步证明这一点。
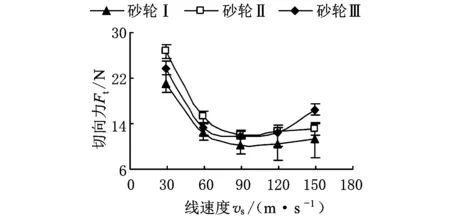
(a)砂轮线速度对切向磨削力的影响
(b)砂轮线速度对法向磨削力的影响
同时,随着磨削深度的增大,3个砂轮的切向磨削力和法向磨削力都增大,原因在于在其他磨削参数不变的情况下,当砂轮磨削深度增大时,单颗磨粒的最大未变形切屑厚度随之增大,砂轮与涂层工件的接触弧长增大,实际参加工作磨粒数增多,所以磨削力增大。3个砂轮的径向磨削力和法向磨削力随着工作台进给速度的增大而增大,这是因为提高工作台速度,涂层切除率加大,单位时间内切削厚度增大,最大未变形切削厚度增大,所以磨削力相应增大。
2.2磨削温度与残余应力
磨削温度过高易引起涂层工件烧伤、裂纹、相变、表面残余应力变化等现象。图3所示为采用3个不同砂轮磨削时磨削温度随砂轮线速度的变化曲线。
(1)采用不同砂轮磨削时,磨削温度均随磨削砂轮线速度的增大而上升。因为增大砂轮线速度,从宏观上看虽然切向磨削力有所减小,但切向磨削力做功显著增加,且绝大部分磨削力做功转化为热能,导致磨削温度升高。涂层与砂轮的作用频率增加,比磨削能增大,磨削区所产生的总热量增加,所以其他条件没有变化时,磨削温度也相应升高。

图3 磨削温度随砂轮线速度的变化(vw=2.5 m/min,ap=0.02 mm)
(2)不同砂轮的磨削温度差异较大:湿磨时,砂轮Ⅰ的温度最低,且温度变化幅度不大,基本在100 ℃以下,即使在干磨的情况下,砂轮Ⅰ的磨削温度也仅从200 ℃上升到400 ℃左右;砂轮Ⅱ磨削温度变化范围最大,当砂轮线速度vs=30 m/s时磨削温度仅200 ℃,而当vs=150 m/s时涂层磨削温度高达900 ℃左右;砂轮Ⅲ的涂层磨削温度最高,在700~1200 ℃之间。陶瓷结合剂砂轮(砂轮Ⅰ)属于疏松型砂轮,容屑空间较大,对磨削液的浸润性较好,所以磨削温度比较低。树脂结合剂砂轮(砂轮Ⅱ、砂轮Ⅲ)属于致密型砂轮,容屑空间较小,而WC-Co类材料的磨屑近似粉末,极易堵塞砂轮,这一方面使砂轮处于较差的切削状态,磨削力增大(图2),磨削区内产生的总热量增大,另一方面使磨削区内热交换条件变差,尤其是在砂轮线速度较高时磨削液难以进入磨削区,甚至可能出现磨削液“薄膜沸腾”现象,这两者的综合作用使磨削温度急剧升高。
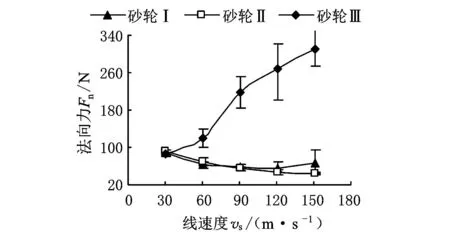
图4 砂轮Ⅱ磨削表面残余应力随磨削温度的变化
HVOF技术常用于的航空航天领域要求零件的可靠性非常高,而涂层表面残余应力状态将直接影响到零件的疲劳强度和可靠性。试验发现未磨削和低速磨削涂层表面残余应力为压应力,而高速磨削涂层表面残余应力转为拉应力,并且涂层拉应力的大小随着砂轮线速度的提高而增大。图4表明了砂轮Ⅱ磨削时表面残余应力与磨削温度的关系,磨削温度对涂层表面残余应力状态具有决定作用。随着磨削速度提高,磨削温度升高,这时涂层表面残余应力由压应力转化为拉应力,并在磨削温度为700 ℃左右时达到最大值,其后略有下降,但仍保持拉应力状态。这是因为涂层表面残余应力状态是由其初始应力状态和机加工效应叠加而形成的。试件涂层采用超音速火焰喷涂工艺制成,其表面初始应力是残余压应力(其值约为670 MPa)。磨削对残余应力的影响有两方面,一是磨削力而引起的机械应力,它使涂层产生残余压应力;另一方面,高速磨削时,磨粒作用范围的涂层表面瞬态温度可达上千摄氏度,涂层产生较大的热膨胀,此时涂层磨削试件基体钛合金的热膨胀却相对有限,两者间产生不均匀的热变形,同时,由于磨削液的作用,使试件迅速冷却,涂层与基体的热变形向相反方向进行,不均匀性进一步加强,这种交变热冲击就产生了残余拉应力。文献[9]的研究表明:磨削热引起的热塑性变形是产生磨削表面残余应力的主要因素,即交变热冲击要远大于机械应力的作用,因此,磨削加工所带来的效应以产生残余拉应力为主。所以在较低的磨削温度下,交变热冲击的作用相对较弱,随之产生的拉应力较小,与初始残余压应力相叠加,涂层表面残余应力呈现出压应力状态;而当磨削温度较高时则产生的拉应力较大,经叠加后,呈现出拉应力状态。而拉应力是引起涂层磨削表面出现裂纹甚至脱落的重要诱因。文献[10]的研究表明涂层中WC在一定条件下会产生塑性变形即晶格畸变,当WC所受拉应力超过一定值时,晶格可能产生破碎或畸变,导致涂层出现应力释放现象,所以,在磨削温度超过700 ℃后,涂层残余拉应力有所减小。
2.3工件表面/亚表面特征
2.3.1工件表面/亚表面微观形貌
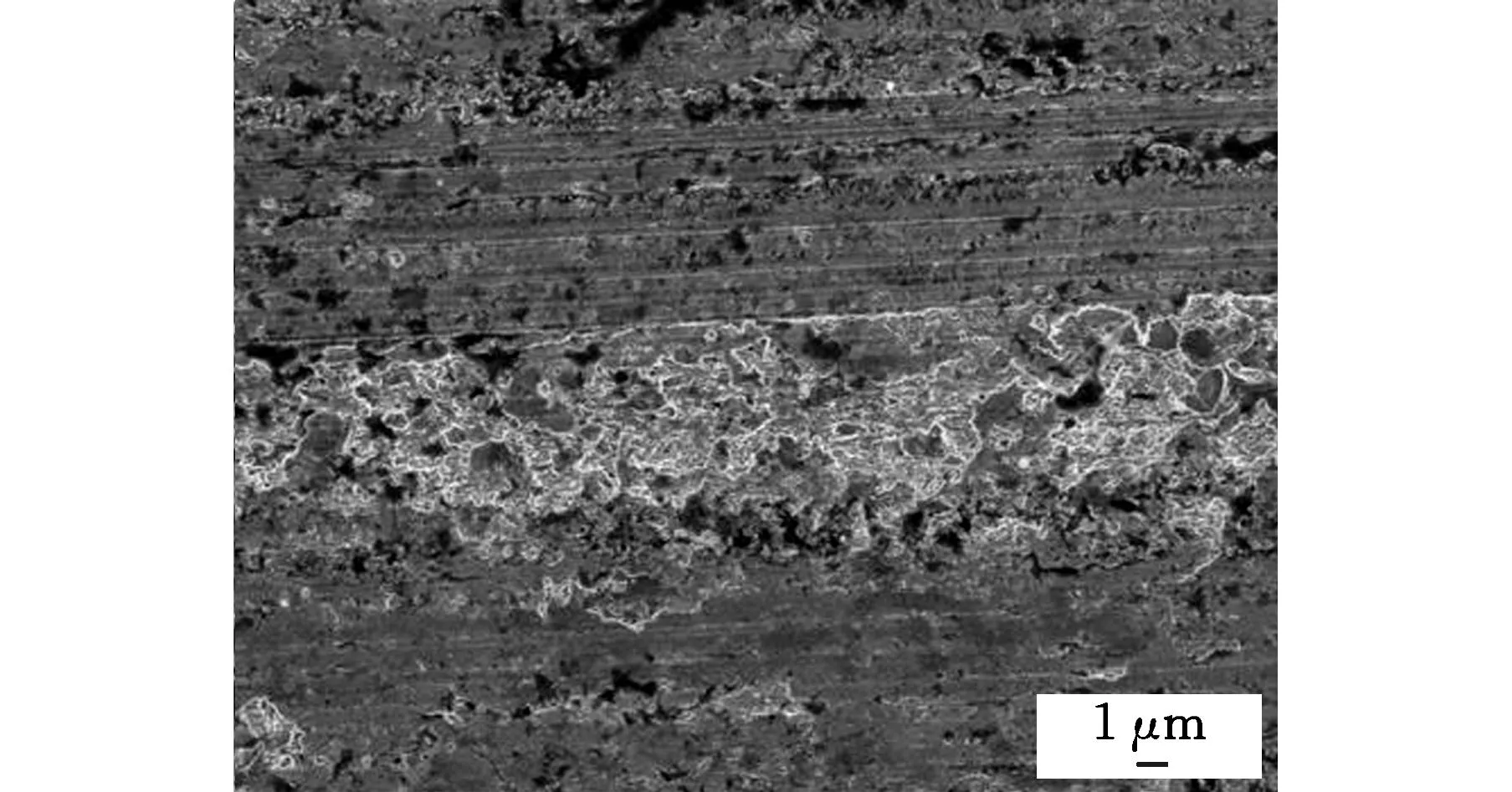
图5为以不同砂轮线速度磨削涂层表面的砂轮Ⅱ扫描电子显微镜SEM照片。由图5a可知,当vs=30 m/s时,涂层磨削表面主要由大片的崩碎区域1、微观裂纹2和气孔3构成,几乎未发现耕犁现象,这表明此时涂层以脆性断裂的方式去除为主。由图5b可知,当vs=90 m/s时,涂层所磨表面已出现明显的耕犁区4,当然其上仍然存在着崩碎区、微观裂纹和气孔等,这表明涂层的去除已由脆性断裂为主逐渐向延性去除转化。由图5c可知,当vs=150 m/s时,涂层超高速磨削表面除了上述的耕犁纹路更细腻、延性去除趋势可能加强以外,还出现了大片的涂敷区5,这是由于WC晶粒与黏结剂Co在磨削高温(800 ℃左右)和磨削力载荷的双重作用下产生变形和重铸而形成的。研究结果表明,增大工作台速度和磨削深度,涂层磨削脆性去除比例增大。

(a)vs=30 m/s
(b)vs=90 m/s
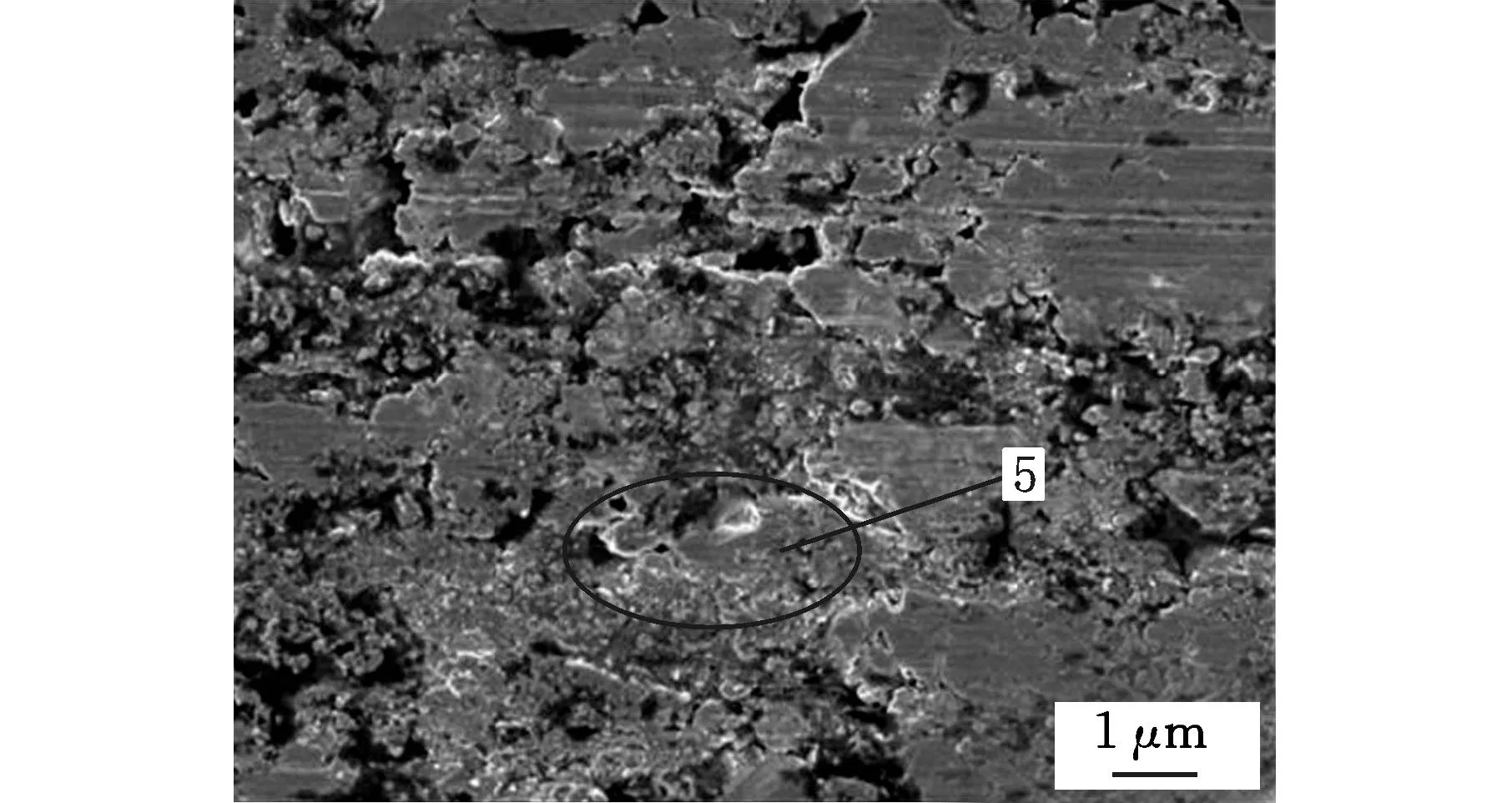
(c)vs=150 m/s
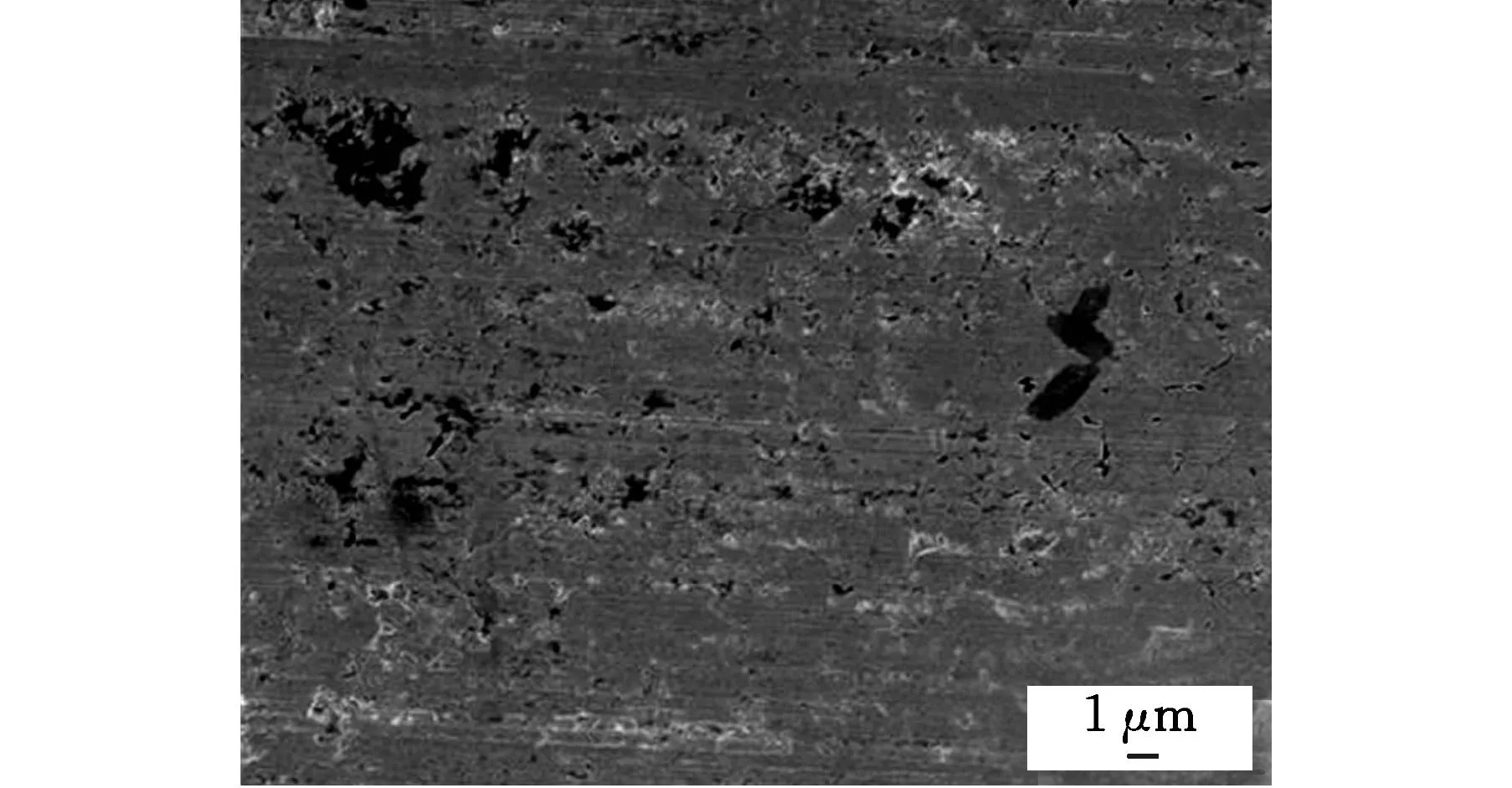
图6为采用不同砂轮磨削时试件所磨表面微观形貌照片。图6a中,砂轮Ⅰ磨削表面耕犁条痕较深,条痕两侧分布少量的破碎晶粒,带状涂敷区与耕犁区交替分布;图6b中,砂轮Ⅱ耕犁条痕较浅,耕犁区较广,少量的气孔、涂敷区和破碎区零星分布在磨削表面;图6c中,砂轮Ⅲ磨削表面平坦光滑,气孔较少,耕犁条痕较浅;而图6d中,砂轮Ⅲ磨削的试件表面出现多处剥落条痕,经测量(三维超景深显微系统),剥落条痕的宽20~50 μm,深2~5 μm,而砂轮Ⅰ、砂轮Ⅱ在整个磨削参数范围内并未发现此类现象。
(a)砂轮Ⅰ
(b)砂轮Ⅱ
(c)砂轮Ⅲ

(d)c图放大照片
图7为不同砂轮超高速磨削涂层表面/亚表面微观形貌照片。用截面显微法来检测磨削试件亚表面损伤。检测试样的制作过程如下:先将磨削后的涂层试件垂直于涂层表面分割成若干份,接着使用镶嵌机将其镶嵌到电木材料中,然后使用抛光机对截面进行抛光,最后采用VHX-1000超景深三维显微镜对抛光后的试件截面进行观察,并测量出亚表面损伤层深度。砂轮Ⅱ磨削试件的剖面如图7a所示,涂层与胶木界面比较平坦,亚表面出现一处裂纹并扩张到表面,损伤层深约10 μm。砂轮Ⅲ磨削试件的剖面如图7b所示,磨削表面出现大面积碎裂,亚表面损伤层较深,约24 μm,涂层磨削表面参差不齐,大量破碎的晶粒仍黏附在涂层表面,形成涂敷层。
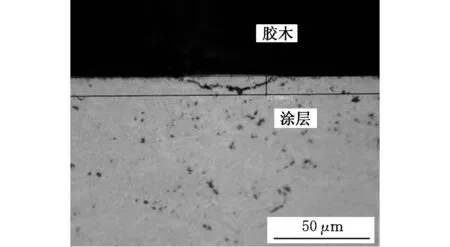
(a)砂轮Ⅱ磨削试件剖面

(b)砂轮Ⅲ磨削试件剖面
由图5~图7可见,各涂层磨削条件下由脆性断裂形成的破碎区和脆性断裂区、塑性去除形成的耕犁区以及涂层气孔等缺陷是并存的。涂层磨削去除机理不仅与磨削工艺有关,也与涂层本身晶粒大小、晶相结构、涂层缺陷和残余应力等有关,并且磨削热也能改变涂层性能。
涂层磨削表面/亚表面损伤形式以表面划痕、表层材料破碎和表面/亚表面裂纹为主,砂轮Ⅰ所磨涂层表面/亚表面损伤主要为表层材料破碎;砂轮Ⅱ所磨涂层表面/亚表面损伤主要为表面/亚表面裂纹;砂轮Ⅲ低速磨削涂层表面/亚表面损伤以表面/亚表面裂纹为主,而高速/超高速磨削损伤以表层材料破碎和表面划痕为主。随着最大未变形切屑厚度增大,砂轮Ⅰ、砂轮Ⅱ所磨涂层亚表面损伤层深度增加,而砂轮Ⅲ所磨涂层亚表面损伤层深度却减小。
2.3.2表面粗糙度检测
由图8可以看出:砂轮线速度变化对涂层磨削表面粗糙度Ra的影响较大,随着砂轮线速度提高,3个砂轮所磨涂层表面粗糙度均减小且减幅在0.06~0.18 μm之间,这是因为砂轮线速度提高,单颗磨粒最大未变形切屑厚度变小,耕犁条纹变浅,涂层延性去除比例增大,塑性耕犁区域变广,表面粗糙度值随之减小。同时可见:磨粒尺寸越小,砂轮磨削涂层表面的粗糙度值越小,所以砂轮Ⅰ适合粗磨,而砂轮Ⅱ适合精磨。而由磨削表面微观形貌照片可知,涂层磨削试验中气孔缺陷、脆性断裂区和破碎区越多则涂层表面粗糙度越大;塑性耕犁区越广、涂敷区越多则表面粗糙度值越小。随着砂轮线速度的提高,单颗磨粒最大未变形切屑厚度变小,涂层延性去除比例增大(这也证实了图5的推测),同时磨削温度升高,材料的塑性增加、脆性断裂减少,涂敷区变广,部分涂敷区覆盖了气孔和裂纹,使得涂层磨削表面更加平坦和光滑、粗糙度减小。
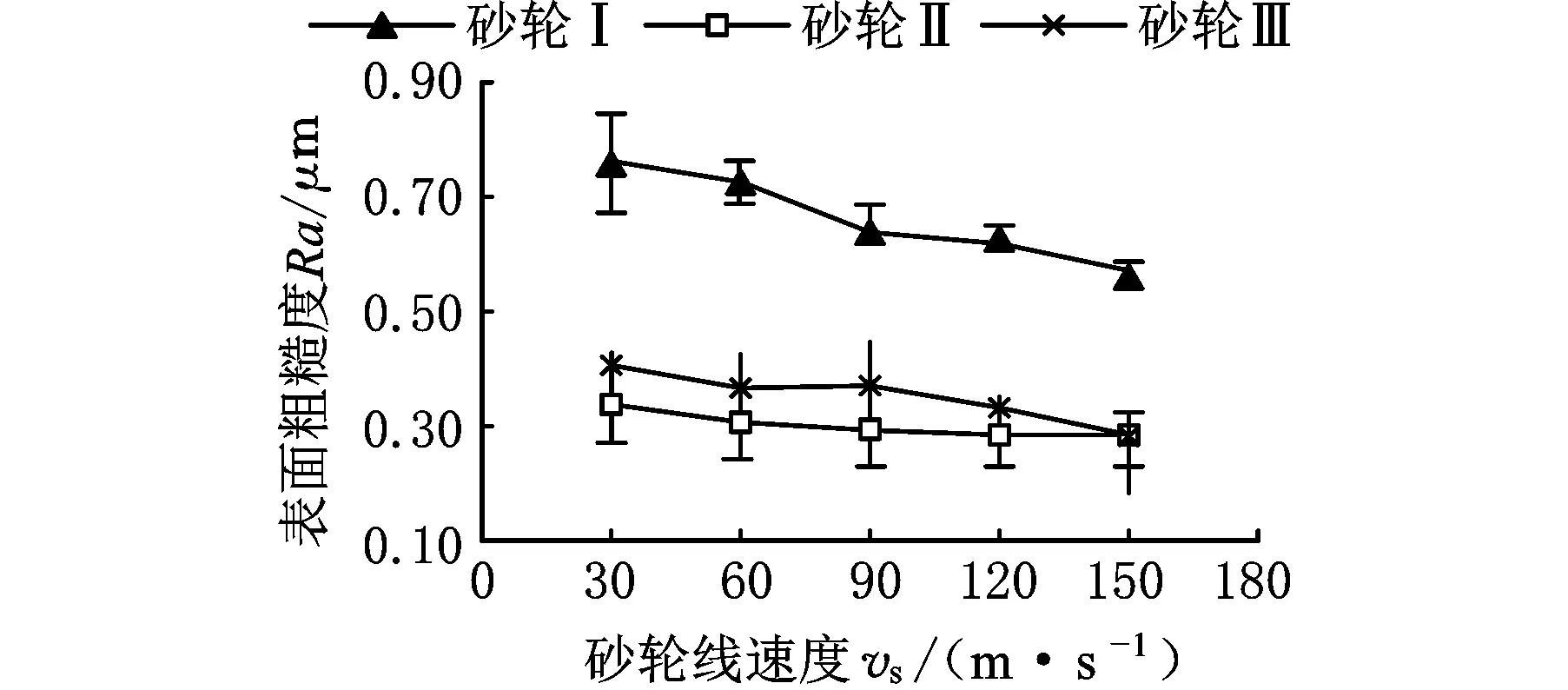
图8 涂层表面粗糙度随砂轮线速度的变化(vw=2.5 m/min,ap=0.02 mm)
3讨论
3.1HVOF喷涂涂层磨削损伤探讨
砂轮磨粒与高硬涂层磨削过程可以简化为局部小范围的压痕作用的过程[8],由压痕断裂力学研究模型可知,只要压头法向载荷超过某一临界值,材料就会产生裂纹,材料就会以脆性断裂方式去除,并产生亚表面的损伤。涂层磨削亚表面损伤形式主要有表面微破碎、亚表面裂纹、气孔坍塌和材料粉末化等。涂层磨削试验中测得法向磨削力与亚表面损伤深度的关系如图9所示,可以看出亚表面损伤层深度随涂层法向磨削力的增大而变大,这种现象和压痕断裂力学模型阐述的规律是相符合的。而由图2可知,随着砂轮线速度的提高,涂层法向磨削力减小,所以提高砂轮Ⅰ和砂轮Ⅱ线速度可以减小涂层磨削亚表面损伤层深度,从而提高表面完整性。
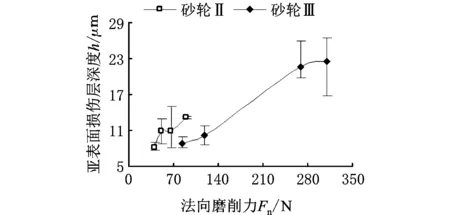
图9 亚表面损伤层深度随法向磨削力的变化
由图2、图3、图6、图7、图9可知,砂轮Ⅲ的涂层高速磨削表面涂敷区和破碎区较多、亚表面损伤较深、表面有剥落条痕、法向磨削力异常地增大、磨削温度非常高。分析涂层表面剥落条痕产生的原因,主要是涂层磨削温度很高,而砂轮Ⅲ的树脂结合剂耐高温能力差,磨削高温使其结合力显著减小,砂轮磨粒大量脱落,并在磨削力作用下压入涂层表面并刻划,产生剥落条痕。由于涂层是往复喷涂堆积而成的,每次喷涂平均厚度只有几微米,各次喷涂的结合面间由于有氧化物等杂质和热应力存在,所以结合面相对脆弱,容易被剥离。金刚石砂轮磨粒大量脱落导致其磨削性能下降,磨粒难以在试件涂层材料表面形成有效切削,导致实际切深远小于名义切深,涂层法向磨削力异常地增大。过大的法向磨削力加剧了涂层表面/亚表面损伤,形成大量涂敷区和破碎区。同时过大的法向磨削力产生了较大的摩擦力,生成了更高的磨削温度,也加快了涂敷层的形成。涂层磨削部分涂敷区覆盖了气孔和裂纹,使得磨削表面更加平坦和光滑、粗糙度减小。所以砂轮Ⅲ的涂层高速磨削性能差。
3.2HVOF涂层去除机理探讨
最大未变形切屑厚度agmax是磨粒加工模型中重要的物理量[8],它不仅影响到单颗磨粒磨削力,同时还影响到比磨削能与磨削温度,进而还会对WC-17Co涂层这样的高硬脆性材料的磨削去除机理产生决定性影响。图10显示了涂层比磨削能随最大未变形切屑厚度变化的关系曲线。

图10 比磨削能随最大未变形切屑厚度的变化
(1)随着agmax增大,3个砂轮磨削的比磨削能均减小,且减小趋势逐渐放缓并趋于某一定值。这是因为:高硬WC-17Co涂层磨削时,能量消耗主要包括材料脆性断裂、磨屑动能与塑性滑擦耕犁等,研究表明前两者仅占能量消耗的极少部分甚至可忽略不计,绝大部分能量是由塑性滑擦耕犁所消耗的。结合图5可以看出,随着砂轮线速度从高速向低速变化,agmax逐渐增大,涂层以脆性断裂去除方式为主,涂层表面滑擦耕犁面积减小、塑性去除趋势逐渐减弱,比磨削能减小;但当agmax增大到一定程度后,涂层表面塑性去除的痕迹逐渐减少至无,比磨削能随之逐渐放缓并趋于某一定值。
(2)砂轮的粒度对比磨削能产生影响:在其他条件一定时,小磨粒砂轮(砂轮Ⅱ)的比磨削能要小于大磨粒砂轮(砂轮Ⅲ)的比磨削能。砂轮Ⅱ有效磨刃密度较大,agmax一定时,涂层去除体积较大,所以比磨削能较小。
高硬WC-17Co涂层高效磨削的目标是保证涂层足够的表面完整性和尺寸精度,同时获得最大的去除率和使用寿命。研究发现在选择合适金刚石砂轮的前提条件下,提高砂轮线速度可以降低涂层磨削表面粗糙度、减小亚表面损伤层深度,但磨削温度也会显著升高、涂层塑性变形增加、残余拉应力增大,而高硬WC-17Co涂层磨削残余拉应力严重制约了零件疲劳强度和可靠性的提高。所以WC-17Co涂层磨削中,一方面要选用不太高的砂轮线速度从而避免产生过高的磨削热,以减小残余拉应力;另一方面要解决高速磨削时磨削热的消除问题,如使磨削液有效注入磨削区,改善磨削区的热交换条件,或采用热管技术等,有效降低磨削温度。
4结论
(1)该涂层磨削去除方式以塑性与脆性去除并存,并以脆性去除为主;随着金刚石砂轮线速度的提高,该涂层高速磨削塑性去除的趋势逐渐增强。提高砂轮线速度,降低工作台速度和减小磨削深度能增大涂层磨削塑性去除的比例。
(2)随着涂层磨削砂轮线速度的提高,切向磨削力先快速减小后缓慢增大,法向磨削力逐渐减小,涂层延性域去除迹象增多,表面粗糙度显著减小,亚表面损伤层深度减小,磨削温度显著升高并导致涂层表面残余应力由原始的压应力转变为拉应力;随着工作台速度的提高和磨削深度的增大,磨削力增大,表面粗糙度和表面微观形貌未发生明显变化。在试验磨削参数范围内,涂层的去除方式是,脆性去除与塑性去除并存的且脆性去除占主导地位。
(3)对于品牌1的2个砂轮(砂轮Ⅰ和砂轮Ⅱ),砂轮线速度提高均引起涂层磨削力减小、磨削温度上升、表面粗糙度减小、亚表面损伤层深度减小。陶瓷结合剂金刚石粒度大的砂轮Ⅰ所磨涂层表面粗糙度较大,磨削温度较低,涂层表面/亚表面损伤形式主要表现为表层材料破碎,砂轮Ⅰ适用于涂层高速粗磨。树脂结合剂粒度小砂轮Ⅱ所磨涂层表面粗糙度较小,涂层表面/亚表面损伤较浅,并以裂纹为主,磨削温度变化幅度较大;砂轮Ⅱ涂层磨削表面完整性较好,适用于精磨,但是要注意控制磨削温度。
(4)品牌2砂轮Ⅲ高速磨削时产生高的法向磨削力和磨削温度,但是该砂轮耐高温性能差,超高速磨削时磨粒易脱落,涂层试件磨削时表面出现剥落损伤和亚表面损伤层深度较大,损伤形式主要包括低速磨削时的高速/超高速磨削时的表面划痕和表层材料破碎和表面/亚表面裂纹。砂轮高速磨削性能急剧变差。
(5)涂层精磨中要尽量降低高磨削温度带来的不利影响,一方面要选用不太高的砂轮线速度从而避免产生过高的磨削热,以减小残余拉应力;另一方面要解决高速超高速磨削时磨削热的消除问题,有效降低磨削温度。
参考文献:
[1]Ibrahim A, Berndt C C. Fatigue and Deformation of HVOF Sprayed WC-Co Coatings and Hard Chrome Plating [J]. Materials Science and Engineering: A, 2007, 456(1/2):114-119.
[2]孟鉴,谢万刚,张璧.纳米结构陶瓷涂层的外圆磨削力以及磨削表面精度的试验研究[J].纳米技术与精密工程,2004,2(4):266-273.
Meng Jian, Xie Wangan, Zhang Bi. Experimental Study on the Grinding Force and Surface Precision of Nanostructured Ceramic Coatings[J]. Nanotechnology and Precision Engineering, 2004,2(4):266-273.
[3]Dey K D. An Experimental Investigation of the Grinding Forces and Surfaces Finish on Nanostructure Ceramic Coatings [D]. Connecticut: University of Connecticut,2001.
[4]邓朝晖,张璧,孙宗禹. 纳米结构金属陶瓷(n-WC/Co)涂层材料精密磨削的试验研究[J].金刚石与磨料磨具工程,2003(1):12-17.
Deng Zhaohui, Zhang Bi, Sun Zongyu. Experimental Study on Precision Grinding of Nanostructured Metal Ceramic (n-WC/Co) Coatings[J]. Diamond & Abrasives Engineering, 2003(1):12-17.
[5]刘伟香,周忠于.纳米结构陶瓷涂层磨削力的研究[J].机械制造与自动化,2012,41(1): 71-72.
Liu Weixiang, Zhou Zhongyu. Study on Grinding Force of Nanostructured Ceramic Coatings[J]. Machinery Manufacturing & Automation, 2012,41(1): 71-72.
[6]郭力,易军,盛晓敏.超音速火焰喷涂WC-Co涂层超高速磨削试验研究[J].湖南大学学报(自然科学版),2012,39(9):23-27.
Guo Li, Yi Jun, Sheng Xiaomin. Experimental Research on HVOF Sprayed WC-Co Coating at Super High Speed Grinding[J]. Journal of Hunan University (Natural Science), 2012,39(9):23-27.
[7]Guo Li,Xie Guizhi,Li Bo. Grinding Temperature in High Speed Deep Grinding of Engineering Ceramics [J]. International Journal of Abrasive Technology, 2009,2(3):245-258
[8]盛晓敏. 超高速磨削技术[M]. 北京: 机械工业出版社,2010.
[9]田欣利,于爱兵,林彬.陶瓷磨削温度对表面残余应力的影响[J].中国机械工程, 2002, 12(18): 1600-1601.
Tian Xinli, Yu Aibin, Lin Bin. Effect of Ceramic Grinding Temperature on Surface Residual Stress[J]. China Mechanical Engineering, 2002, 12(18): 1600-1601.
[10]Malkin S, Hwang T W. Grinding Mechanisms for Ceramics[J]. Annals of the CIRP, 1996, 45(2):569-580.
(编辑袁兴玲)
Experimental Research on HVOF Sprayed WC-17Co Coating at High Speed Grinding Mechanism
Guo LiJiang ZhishunShang Zhentao
National Engineering Research Center for High Efficiency Grinding,Hunan University,Changsha,410082
Abstract:By studying the effects of diamond grinding wheels and grinding process parameters on grinding force, grinding temperature, residual stress, surface microscopic morphology and surface roughness, the relationship between the maximum undeformed chip thickness and the specific grinding energy was researched and grinding removal mechanism of the HVOF sprayed WC-17Co coating was revealed under the conditions of high speed grinding. The influences of grinding temperature on residual stress in the WC-17Co coating workpiece were analyzed. The normal grinding force was discussed on the effects of the subsurface damage in the WC-17Co coating workpiece. The research results show that grinding removal mode of the HVOF sprayed WC-17Co coating is both of ductile and brittle. When the grinding wheel velocity is increased, the grinding forces decrease quickly before rising slowly,and the grinding temperatures are continued to rise, and the residual stress state changes from compressive stress to tensile stress, and the coating removal mode transforms from brittle fracture to ductile removal by degrees, the plastic deformation of the coating caused by high grinding temperature is the main cause of the transition of residual stress state. With the normal grinding force increases, average depth of subsurface damage layer of the coating becomes bigger. Increasing grinding wheel speed, reducing workspeed and depth of cut, the proportion of plastic removal of the coating may increase.
Key words:high velocity oxy-fuel(HVOF) spraying; WC-17Co coating; high speed grinding; grinding wheel
收稿日期:2015-08-17
基金项目:国家自然科学基金资助项目(51475157);国家科技重大专项(2011ZX04014-021)
中图分类号:TH163
DOI:10.3969/j.issn.1004-132X.2016.10.001
作者简介:郭力, 男,1964年出生。湖南大学国家高效磨削工程技术研究中心教授、博士研究生导师。研究方向为智能高效精密磨削工艺和高档智能数控磨床轴承主轴系统。获中国发明专利4项。发表论文90余篇。江志顺,男,1988年生。湖南大学机械与运载工程学院硕士研究生。尚振涛,男,1977年生。湖南大学机械与运载工程学院助理教授。
猜你喜欢
水文地质工程地质(2022年2期)2022-04-13
中国机械工程(2022年2期)2022-01-27
电脑报(2021年25期)2021-08-27
表面工程与再制造(2019年3期)2019-09-18
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
北京航空航天大学学报(2017年6期)2017-11-23
制造技术与机床(2017年4期)2017-06-22
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18