磺化余热回收供喷粉煤炉使用改造项目
2016-05-30 17:38:05张渊晟
科技创新导报 2016年13期
关键词:节能减排
张渊晟
摘 要:随着节能减排工作的持续推进,原来的磺化工艺中的余热利用方式已不能完全满足企业在节能减排和经济效益的双重需求,通过将磺化工艺中已经过换热制取蒸气后的热风再利用,供合洗车间喷粉煤炉使用,减少原来空气加热所需热量和燃煤消耗,实现磺化余热的充分利用,企业实施改造后每年可減少喷粉煤炉燃料消耗3 020.6 t,节煤率达到12.1%,每年可减排二氧化碳约5 300.6 t,减排二氧化硫约35.6 t,减排氮氧化物33.7 t,可实现年经济效益约160万元,项目具有良好的经济效益和社会效益。
关键词:磺化余热 合洗车间 喷粉煤炉 节能减排
中图分类号:TK115 文献标识码:A 文章编号:1674-098X(2016)05(a)-0057-02
国内民用洗涤产品生产厂家的生产工艺中广泛使用磺化工艺,目前使用较多、技术比较成熟的是三氧化硫磺化装置。多数装置燃硫和转化时使用的是空气换热,热交换过程中会产生大量热空气。随着国家对节能减排工作的日益重视,同时,企业在节能和经济效益的双重压力下,对这部分热空气所含能量的充分利用也日益关注和重视。
近年来磺化工艺中的余热利用被广泛采用的节能措施主要是采用换热器将约温度约400 ℃的热空气中所含热量转换为蒸汽,再提供给磺化装置使用,换热后剩余温度约200 ℃左右的热空气再排空,这种方法显然为企业节约了大量的蒸汽消耗,但是,200 ℃的热空气中所含热量仍然可观,同时,排空时对环境仍然有一定的影响,如果能充分利用这部分热空气,不仅能够为企业持续节约能源消耗,产生可观的经济效益,也有利于改善企业环境质量。
1 技术原理及改造内容
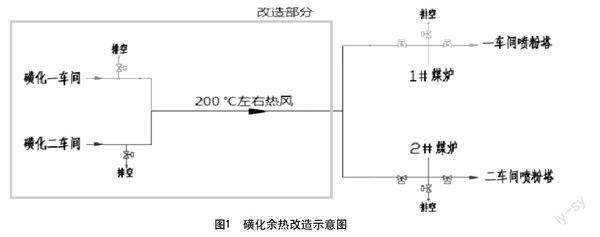
合洗车间的喷粉塔一般配套喷粉煤炉,过滤后的空气通过鼓风机进入喷粉煤炉中经过煤燃烧加热至约400 ℃再进入喷粉工艺使用,空气从室温加热到所需温度的过程中需要消耗大量的煤。该文中企业将磺化工艺中制取完蒸汽后剩余的200多度的高温热空气引用到喷粉车间煤窑炉,由于热空气本身具有一定的余压,不需增加额外的引风设备即可通过增建的输风管道与喷粉煤炉热风管对接引入,同时对输风管道进行保温处理,降低输风过程热能损耗,喷粉煤炉内进风温度得到大幅度提升,改造后喷粉煤炉只需将由热风和鼓风机抽入空气组成的混合空气(热风量大时,可不抽入室外空气)加热到400 ℃,相比于改造前从室温开始加热,节省了大量的能源消耗(图1)。
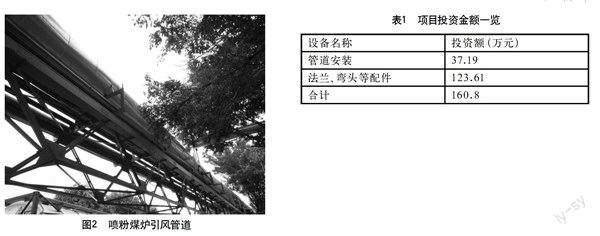
项目改造投资共计165万元,其中固定资产投资160.8万元,主要用于购买管道材料等相关配件以及设备安装调试费用,将原本直排的两台磺化装置间热风排放口先汇集,使用材质为Q235的管材铺设一条直径DN1 000 mm的管道至喷粉煤窑炉热风管上对接,长度约249.6 m。项目只对磺化工艺的余热进行回收利用,未改变企业生产工艺,对生产流程没有影响,也未改动企业主要生产设备(图2、表1)。
2 节能效果及经济性分析
2.1 节能效果分析
因企业生产运营情况较为平稳,项目年节能量根据《节能量审核指南》,以改造前后单位产品煤耗的方法进行核算:
项目节能量=(改造前工序单位产品煤耗-改造后工序单位产品煤耗)×改造前工序年产量(基准产量)。
通过企业改造前后该工序的原煤消耗量、产品产量,计算得出改造前后该工序的单位产品能耗。产品产量按日统计,原煤消耗量以企业每日统计入炉煤量以及每月盘库量核对后得出。依据企业计量统计数据,改造前该工序单位产品煤耗为107.1 kg/t产品,改造后该工序单位产品煤耗为94.14 kg/t产品,节煤率达到12.1%,按改造前一年企业年产量233 069.19 t计算,项目年节煤量3 020.6 t。折合2 157.6 t标准煤。
2.2 技术经济分析
项目年节煤量3 020.6 t,以原煤市场价500元/t估算,每年可节约燃料费用约150万元,该项目总投资165万元,投资回收期不到两年。
3 环境影响评价
项目实施后每年节约2 157.6 t标准煤,根据国家发改委能源研究所推荐值,每年可减排二氧化碳约5 300.6 t,减排二氧化硫约35.6 t,减排氮氧化物33.7 t。
4 结语
(1)项目年节煤量3 020.6 t,折合2 157.6 t标准煤。可帮助企业实现有限资源的优化配置和高效运作。
(2)项目进行技术改造的基础条件齐备,技术方案成熟可靠,除初期投入稍大外,不存在实施难点,同时项目改造后,投资回收期较短,具有良好的经济效益和社会效益,也符合国家产业政策和行业发展规范,符合地区和企业的发展规划,有利于推动地区经济和社会发展。
(3)该项目是一个资源循环、梯级利用的环境友好型项目,项目实施后可大幅降低企业生产系统的资源能源消耗和污染物排放负荷,既为企业创造显著经济效益,又减少对环境造成的污染。
参考文献
[1]乔建芬,郭朝华.SO3磺化工艺过程废热回收技术进展[J].化工时刊,2012(3):41-44.
[2]GB/T2589-2008,综合能耗计算通则[S].北京:中国标准出版社,2008.
[3]GB17167-2006,用能单位能源计量器具配备和管理通则[S].北京:中国标准出版社,2006.
[4]国家发展改革委,财政部.节能项目节能量审核指南[EB/OL].http://bgt.ndrc.gov.cn/zcfb/200804/W020120820340317806456,2008.
[5]国家气候变化对策协调小组办公室,国家发展和改革委员会能源研究所.中国温室气体清单研究[M].中国环境科学出版社,2007.
猜你喜欢
中小企业管理与科技·上旬刊(2016年11期)2016-11-28 20:53:52
中小企业管理与科技·上旬刊(2016年11期)2016-11-28 20:51:17
现代经济信息(2016年25期)2016-11-24 07:13:20
资治文摘(2016年7期)2016-11-23 00:30:52
科教导刊(2016年27期)2016-11-15 21:18:30
企业技术开发·中旬刊(2016年10期)2016-11-12 17:07:43
农机使用与维修(2016年10期)2016-11-10 09:25:29
江淮论坛(2016年5期)2016-10-31 16:28:51
中国科技博览(2016年19期)2016-10-19 12:41:19
中国市场(2016年36期)2016-10-19 04:12:57