
汽车管路检具的研究
2016-05-30 16:53李洪印
企业科技与发展 2016年8期
李洪印
【摘 要】汽车管路(刹车管、燃油管、动力转向管、发动机管路、变速器管路等)是汽车的重要零部件,其质量的好坏直接影响汽车的性能,甚至关系人员的安全。因此,保证汽车管路的形状精确性就显得尤为重要。汽车管路检具可以很好地解决这个问题,文章对管路检具现况及趋势进行介绍。
【关键词】汽车管路;检具;设计;AICON光学测量
【中图分类号】U468.2 【文献标识码】A 【文章编号】1674-0688(2016)08-0048-05
0 引言
汽车管路(刹车管、燃油管、动力转向管、发动机管路、变速器管路等)是汽车的重要零部件,其质量的好坏直接影响汽车的性能,甚至关系人员的安全。汽车管路检具作为保证管路形状及精度的工具,以及出库及装车前的最终检查工具,是保证装车顺利的重要保障。目前,我国汽车产业快速发展,年生产量达2 000多万辆,人们对汽车质量的要求越来越高,这对检具提出了更高的要求。因此,保证产品精确性、检查的高效性、检具本身的耐久性等显得尤为重要。
1 检具在汽车产业中的地位及趋势
检具是保证产品尺寸的重要工具,可以快速地对产品尺寸进行确认,大大规避了专业测量设备(三坐标检测CMM等)效率慢、成本高的弊端,可以做到全数检查,保证产品100%合格和受管控,减少了浪费,提高了效率,降低了成本,为汽车质量的提高及汽车产业的发展做出了重要贡献,在汽车产业中占有不可或缺的地位。
近年来,随着汽车产业的蓬勃发展,检具已被广泛地应用在国内汽车工业中。国家经贸委已将检具的生产能力列入车辆企业生产条件考核项中,因此设计和制造出操作简便、检测精确的检具,成为汽车行业急需解决的问题。
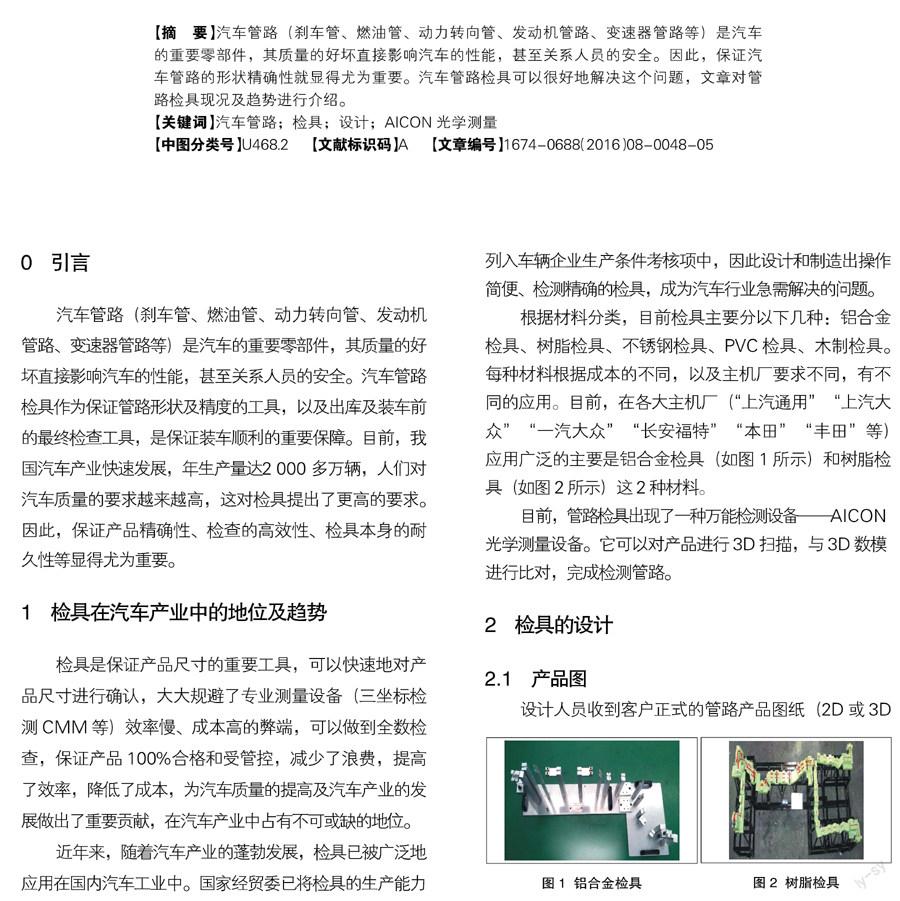
根据材料分类,目前检具主要分以下几种:铝合金检具、树脂检具、不锈钢檢具、PVC检具、木制检具。每种材料根据成本的不同,以及主机厂要求不同,有不同的应用。目前,在各大主机厂(“上汽通用”“上汽大众”“一汽大众”“长安福特”“本田”“丰田”等)应用广泛的主要是铝合金检具(如图1所示)和树脂检具(如图2所示)这2种材料。
目前,管路检具出现了一种万能检测设备——AICON
光学测量设备。它可以对产品进行3D扫描,与3D数模进行比对,完成检测管路。
2 检具的设计
2.1 产品图
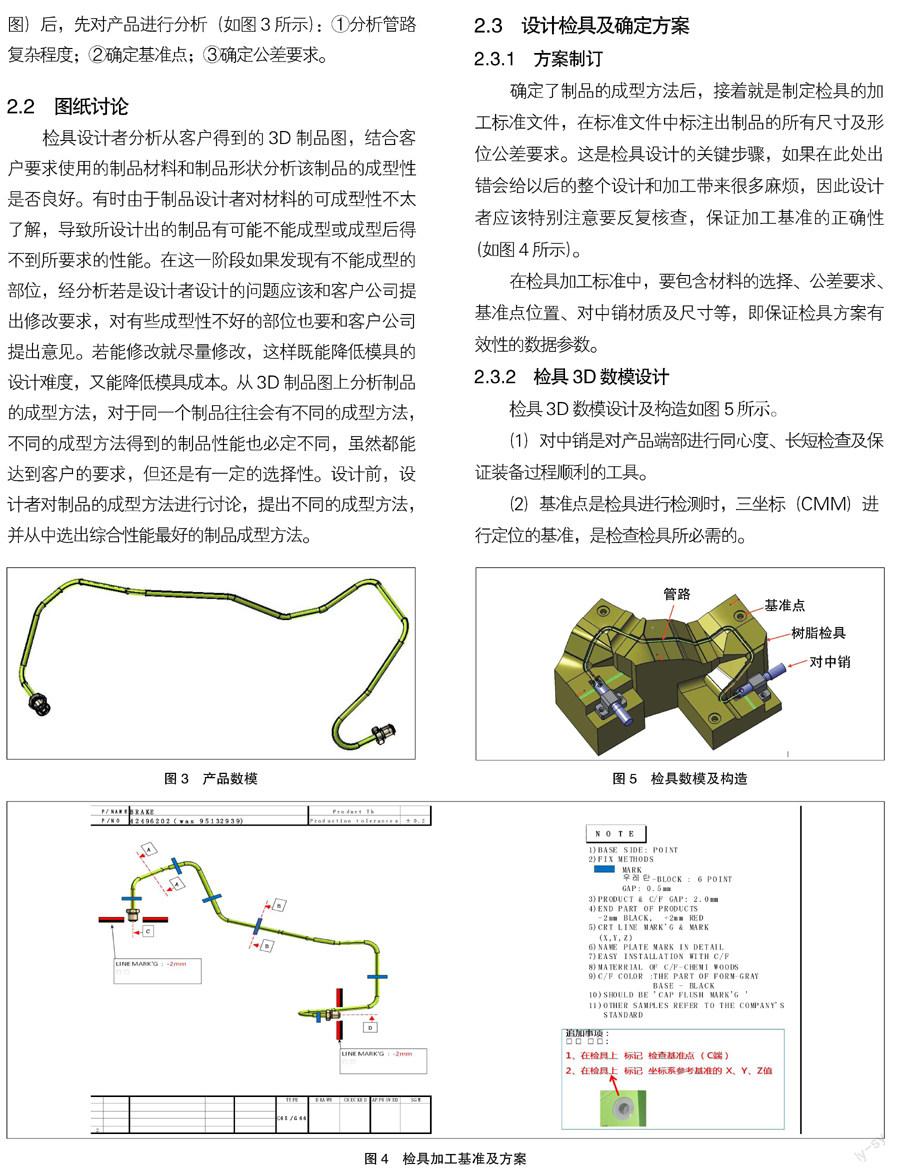
设计人员收到客户正式的管路产品图纸(2D或3D图)后,先对产品进行分析(如图3所示):①分析管路复杂程度;②确定基准点;③确定公差要求。
2.2 图纸讨论
检具设计者分析从客户得到的3D制品图,结合客户要求使用的制品材料和制品形状分析该制品的成型性是否良好。有时由于制品设计者对材料的可成型性不太了解,导致所设计出的制品有可能不能成型或成型后得不到所要求的性能。在这一阶段如果发现有不能成型的部位,经分析若是设计者设计的问题应该和客户公司提出修改要求,对有些成型性不好的部位也要和客户公司提出意见。若能修改就尽量修改,这样既能降低模具的设计难度,又能降低模具成本。从3D制品图上分析制品的成型方法,对于同一个制品往往会有不同的成型方法,不同的成型方法得到的制品性能也必定不同,虽然都能达到客户的要求,但还是有一定的选择性。设计前,设计者对制品的成型方法进行讨论,提出不同的成型方法,并从中选出综合性能最好的制品成型方法。
2.3 设计检具及确定方案
2.3.1 方案制订
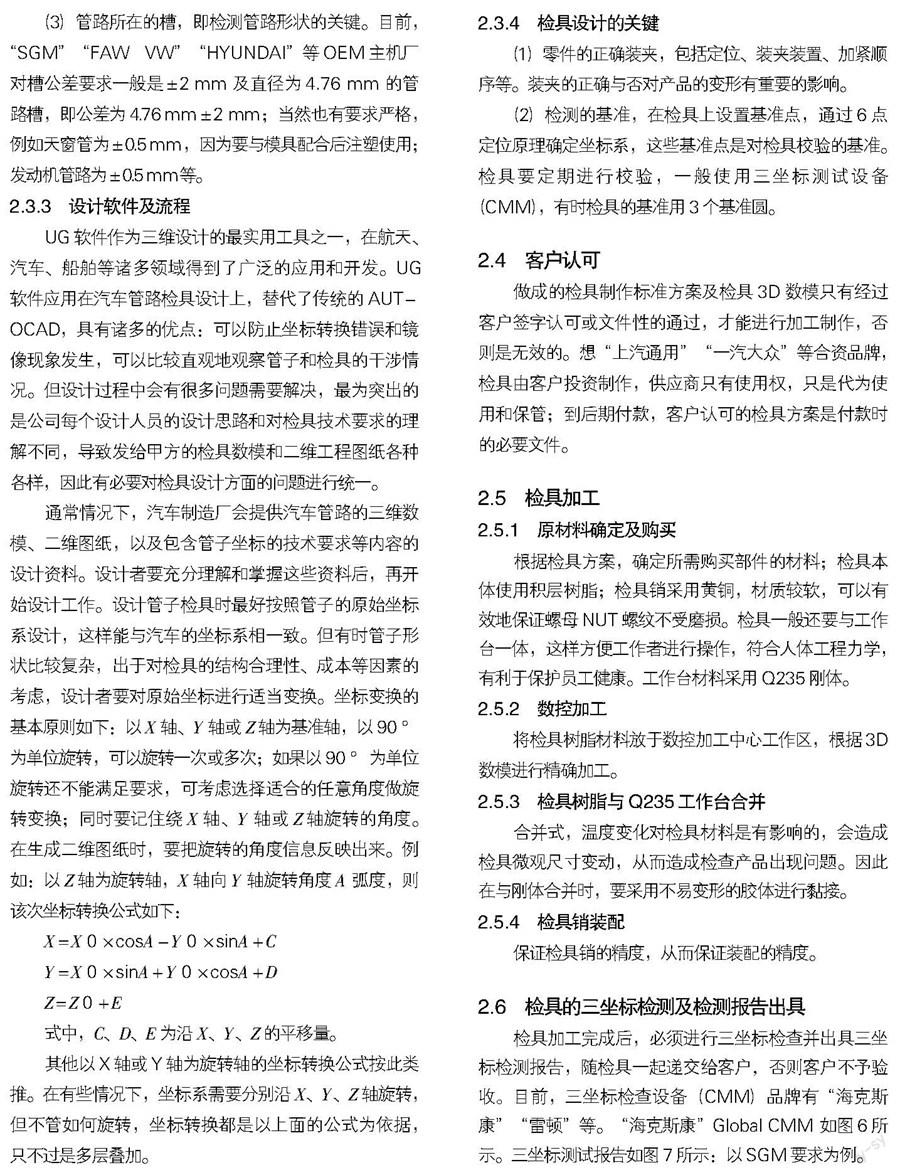
确定了制品的成型方法后,接着就是制定检具的加工标准文件,在标准文件中标注出制品的所有尺寸及形位公差要求。这是检具设计的关键步骤,如果在此处出错会给以后的整个设计和加工带来很多麻烦,因此设计者应该特别注意要反复核查,保证加工基准的正确性(如图4所示)。
在检具加工标准中,要包含材料的选择、公差要求、基准点位置、对中销材质及尺寸等,即保证检具方案有效性的数据参数。
2.3.2 检具3D数模设计
检具3D数模设计及构造如图5所示。
(1)对中销是对产品端部进行同心度、长短检查及保证装备过程顺利的工具。
(2)基准点是检具进行检测时,三坐标(CMM)进行定位的基准,是检查检具所必需的。
(3)管路所在的槽,即检测管路形状的关键。目前,“SGM”“FAW VW”“HYUNDAI”等OEM主机厂对槽公差要求一般是±2 mm及直径为4.76 mm的管路槽,即公差为4.76 mm±2 mm;当然也有要求严格,例如天窗管为±0.5 mm,因为要与模具配合后注塑使用;发动机管路为±0.5 mm等。
2.3.3 设计软件及流程
UG软件作为三维设计的最实用工具之一,在航天、汽车、船舶等诸多领域得到了广泛的应用和开发。UG 软件应用在汽车管路检具设计上,替代了传统的AUT-OCAD,具有诸多的优点:可以防止坐标转换错误和镜像现象发生,可以比较直观地观察管子和检具的干涉情况。但设计过程中会有很多问题需要解决,最为突出的是公司每个设计人员的设计思路和对检具技术要求的理解不同,导致发给甲方的检具数模和二维工程图纸各种各样,因此有必要对检具设计方面的问题进行统一。
通常情况下,汽车制造厂会提供汽车管路的三维数模、二维图纸,以及包含管子坐标的技术要求等内容的设计资料。设计者要充分理解和掌握这些资料后,再开始设计工作。设计管子检具时最好按照管子的原始坐标系设计,这样能与汽车的坐标系相一致。但有时管子形状比较复杂,出于对检具的结构合理性、成本等因素的考虑,设计者要对原始坐标进行适当变换。坐标变换的基本原则如下:以X轴、Y轴或Z轴为基准轴,以90 °为单位旋转,可以旋转一次或多次;如果以90 °为单位旋转还不能满足要求,可考虑选择适合的任意角度做旋转变换;同时要记住绕X轴、Y轴或Z轴旋转的角度。在生成二维图纸时,要把旋转的角度信息反映出来。例如:以Z轴为旋转轴,X轴向Y轴旋转角度A弧度,则该次坐标转换公式如下:
X=X0×cosA-Y0×sinA+C
Y=X0×sinA+Y0×cosA+D
Z=Z0+E
式中,C、D、E为沿X、Y、Z的平移量。
其他以X轴或Y轴为旋转轴的坐标转换公式按此类推。在有些情况下,坐标系需要分别沿X、Y、Z轴旋转,但不管如何旋转,坐标转换都是以上面的公式为依据,只不过是多层叠加。
2.3.4 检具设计的关键
(1)零件的正确装夹,包括定位、装夹装置、加紧顺序等。装夹的正确与否对产品的变形有重要的影响。
(2)检测的基准,在检具上设置基准点,通过6点定位原理确定坐标系,这些基准点是对检具校验的基准。检具要定期进行校验,一般使用三坐标测试设备(CMM),有时检具的基准用3个基准圆。
2.4 客戶认可
做成的检具制作标准方案及检具3D数模只有经过客户签字认可或文件性的通过,才能进行加工制作,否则是无效的。想“上汽通用”“一汽大众”等合资品牌,检具由客户投资制作,供应商只有使用权,只是代为使用和保管;到后期付款,客户认可的检具方案是付款时的必要文件。
2.5 检具加工
2.5.1 原材料确定及购买
根据检具方案,确定所需购买部件的材料;检具本体使用积层树脂;检具销采用黄铜,材质较软,可以有效地保证螺母NUT螺纹不受磨损。检具一般还要与工作台一体,这样方便工作者进行操作,符合人体工程力学,有利于保护员工健康。工作台材料采用Q235刚体。
2.5.2 数控加工
将检具树脂材料放于数控加工中心工作区,根据3D数模进行精确加工。
2.5.3 检具树脂与Q235工作台合并
合并式,温度变化对检具材料是有影响的,会造成检具微观尺寸变动,从而造成检查产品出现问题。因此在与刚体合并时,要采用不易变形的胶体进行黏接。
2.5.4 检具销装配
保证检具销的精度,从而保证装配的精度。
2.6 检具的三坐标检测及检测报告出具
检具加工完成后,必须进行三坐标检查并出具三坐标检测报告,随检具一起递交给客户,否则客户不予验收。目前,三坐标检查设备(CMM)品牌有“海克斯康”“雷顿”等。“海克斯康”Global CMM如图6所示。三坐标测试报告如图7所示:以SGM要求为例。
2.7 验收检具
(1)检具实物(如图8所示)及管路装配性确认。
(2)接收三坐标检测报告并确认。
(3)对三坐标检测数据进行确认,必要时可重新进行三坐标检测验证。
2.8 检具设计的主要参数
2.8.1 材料
目前,检具材料应用最广泛的就是铝制和树脂2种。SGM等主机厂在国内都有指定供应商进行检具制作,且有严格的要求。如果不用指定的供应商,SGM不会对检具进行付费及认可。SGM认可的供应商有上海申模模具制造有限公司、上海佳途汽车装备工程有限公司、上海翰式模具成型有限公司、上海骋桥机械厂、南京超飞模具有限公司、南通超达模具有限公司等。
2.8.2 耐磨性
因为检具在生产过程中经常使用,日积月累就会发生磨损,所以对关键位置要注意保护,若有损坏及时进行维修,如定位销、管路槽等。有些位置易磨损,就要在设计加工中对其进行特殊处理,如易磨损位置的金属要进行淬火处理。
2.8.3 热胀冷缩
温度对检具是有影响的,这就要求检具材料对温度变化不敏感,此外检具的环境温度最好维持室温,因此一般要求检具要在恒温、恒湿的环境中保存,单独设立检具室。
2.8.4 定期校验
由于检具长久使用或磨损等影响,检具精度会有一定的影响。为保证检具始终精度合格,要制订检具定期校验计划,并认真实施,做好记录;客户审核及体系审核都要看这个文件。
2.8.5 加工基准及公差要求
作为检查产品质量的工具,基准及公差要求是检具的关键。
2.8.6 易损件准备
检具上经常磨损或易损的零件,要备有库存或图纸,以便及时进行更换。
3 检具新的趋势——AICON光学测试设备
3.4.1 AICON光学检测设备
目前“FAW VW”“SAIC VW”“BMW”等合资品牌,在欧洲及北美地区已经开始使用AICON光学检测设备。这种设备可以有效地检测汽车管路形状。国内主机厂也开始要求供应商使用该设备,以保证前期手工样件的精确性。图9为设备AICONP16。
3.4.2 AICON公司简介
AICON是一家为工业制造领域提供光学和便携非接触三维测量系统的领先供应商。该公司成立于1990年,总部设在德国布伦斯维克,员工共140人,在中国、韩国、日本、美国都有分支机构。2016年4月,该公司被“海克斯康”(HEXAGON)并购。
3.4.3 设备主要用途(见表1)
该设备一个很关键的功能,即可以取代所有的检具,检测所有产品的形状;只需要将管路放置在扫描区,即会对管路进行扫描,形成3D数据,再与客户3D数模进行对比(可以精确比较),大大提高了产品形状的准确性。但由于没有竞争对手,造价非常昂贵,P8每台价格约100万元,P16每台价格约200万元。P8、P16设备区别见表2。
4 结论
总体来说,传统铝制检具和树脂检具还会使用很长的一段时间,占据核心位置,但是随着汽车工业产品质量要求越来越高,主机厂对管路产品手工样件及质量要求不断提高,或强制要求使用,以及人工成本提高要求实现自动化检测,此外考虑传统检具对厂房工具的占用及资产管理维护的成本,AICON光学测量设备的应用空间会很广阔。但最终传统检具和光学检具有可能并存,因为两者各有优缺点,在成本、投资方面,可根据不同的客户要求进行取舍。
参 考 文 献
[1]彭建声.简明模具工实用技术手册[M].北京:机械工业出版社,1993.
[2]黄毅宏.模具制造工艺[M].北京:机械工业出版社,1999.
[3]《模具制造手册》编写组.模具制造手册[M].北京:机械工业出版社,1996.
[4]徐灏.机械设计手册[M].北京:机械工业出版社,1991.
[5]许发樾.模具常用机构设计[M].北京:教育出版社,2004.
[6]陈于萍,高晓康.互换性与测量技术[M].北京:高等教育出版社,2005.
[责任编辑:陈泽琦]
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
现代装饰(2020年7期)2020-07-27
流行色(2020年1期)2020-04-28
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
艺术启蒙(2018年7期)2018-08-23
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
消费导刊(2017年11期)2017-03-12
