
收口式大曲率复材零件整体成型固化制度实施方法研究
2016-05-30 01:03
航空制造技术 2016年17期
(上海飞机制造有限公司,上海 200436)
传统的翼尖罩零件一般是钣金件,设计通常将翼尖罩分解为2~3部分,钣金件成形以后将所有小零件装配成一个整体翼尖罩,传统翼尖罩零件成形工艺较为简单,但是钣金件重量较重,且后续装配需要较多紧固件,进一步增加了零件的重量。为了减重,国外先进飞机制造商不约而同地将零件的材料改为树脂基复合材料,同时零件采取整体成型工艺[1]。由于零件自身型面的要求,部分翼尖罩结构上是收口的,因此不能采取阳模成型,只能采取分瓣式阴模成型,同时受限于模具自身强度,模具壁厚往往较厚。大厚度模具与薄壁模具在固化工艺方面差别巨大,需要通过多次试验验证工艺可控性,同时找到各个工艺参数的一个平衡点。
复合材料零件质量的稳定性主要取决于零件制造过程中满足相关工艺规范的工艺稳定性。因此,满足工艺规范中关于零件固化制度的要求成了保证复材零件质量稳定性的关键环节,直接影响复材零件的纤维体积含量、树脂分布均匀性、残余应力及孔隙率等性能[2-4]。
1 试验
1.1 主要原材料
CYCOM 7701 7781(Cytec Company);
HYSOL EA 9696(Henkel Company);
SYNSKIN HC 9837(Henkel Company)。
1.2 主要设备
自动下料机:1.8m×10m(GERBER Company);
热压罐:1m×2m(ASC Company)。
1.3 零件及模具信息
零件尺寸约为:430mm×81mm×104mm,零件为收口式整体结构。
模具材料为Q235,尺寸约为710mm×200mm×196mm,模具为分瓣式结构。
零件采用阳模铺贴转阴模成型,在零件的大端及小端余量靠近工装侧各放一只热电偶,监视并记录固化过程中零件的温度(见图1)。
1.4 工艺规范固化制度
工艺规范规定在固化的过程中,零件的升温速率及保温时间需要满足一定的范围,具体要求见表1及图2。
2 结果与讨论
2.1 测试1
固化制度:空温以3℃/min的升温速率升温至133℃,当模温高点升温至121℃时,将空温的温度降至130℃,模温低点保温时间达到90min后,空温开始降温,温度降到52℃以下泄压取出零件。
从图3中可以看出,由于成型模具较厚,导致零件的升温速率非常慢,整个升温过程用了240min,其中在54~88℃,最大升温速率为 0.81℃ /min ;89~110℃,最大升温速率为0.42℃/min;111~121℃,最大升温速率为0.17℃/min,具体见图4(红线表示各阶段要求的最低升温速率)。同时零件模温高点的保温时间约145min,超出了规范120min的极限要求,整个过程不符合工艺规范的要求。
2.2 测试2
根据测试1的结果,测试2采用提高空气与零件之间的温差来提升零件的升温速率。同时为了提高零件在较低温度时候的升温速率,提高了热压罐空气的升温速率。测试2采用如下固化制度:空温以7℃/min的升温速率升温至180℃,保温50min后,降温至(127±6)℃。
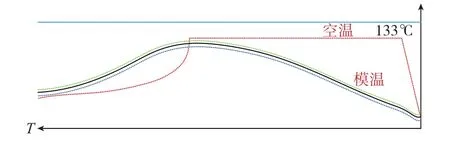
图3 测试1固化曲线Fig.3 Curing curve of test 1
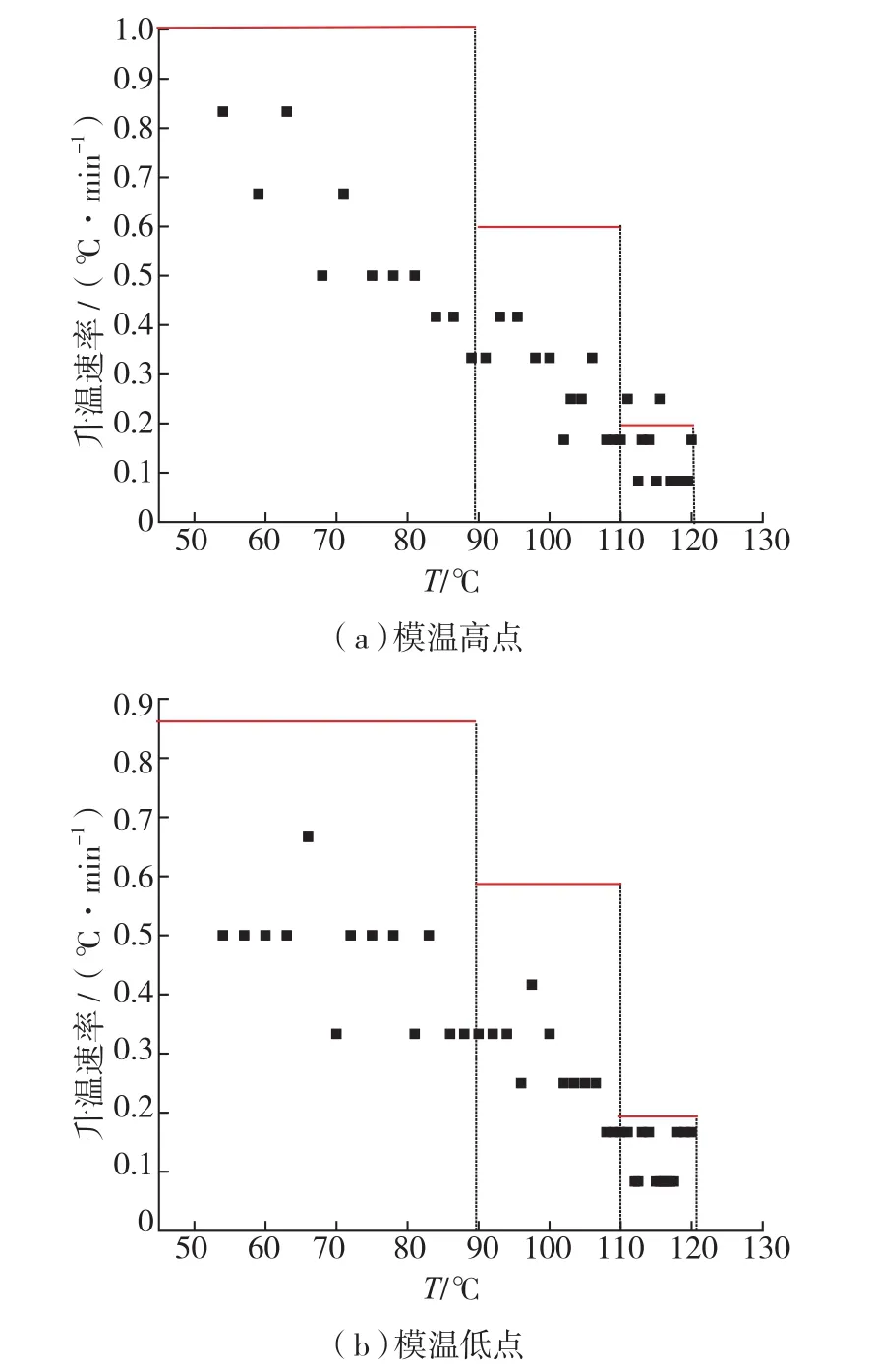
图4 测试1模温高点及模温低点的升温速率Fig.4 Heating rate of leading thermocouple and hysteresis thermocouple of test 1
从图5可以看出,提高了空气的升温速率和温度以后,零件在各个温度阶段的升温速率均有不同程度的提高。其中在54~88℃,最大升温速率为1℃/min;89~110℃,最大升温速率为 0.75℃ /min ;111~121℃,最大升温速率为0.17℃/min,具体见图6。在大部分的时间段中,升温速率均不满足工艺规范要求,整个升温阶段用时约200min。
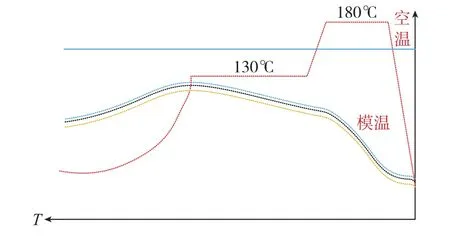
图5 测试2固化曲线Fig.5 Curing curve of test 2
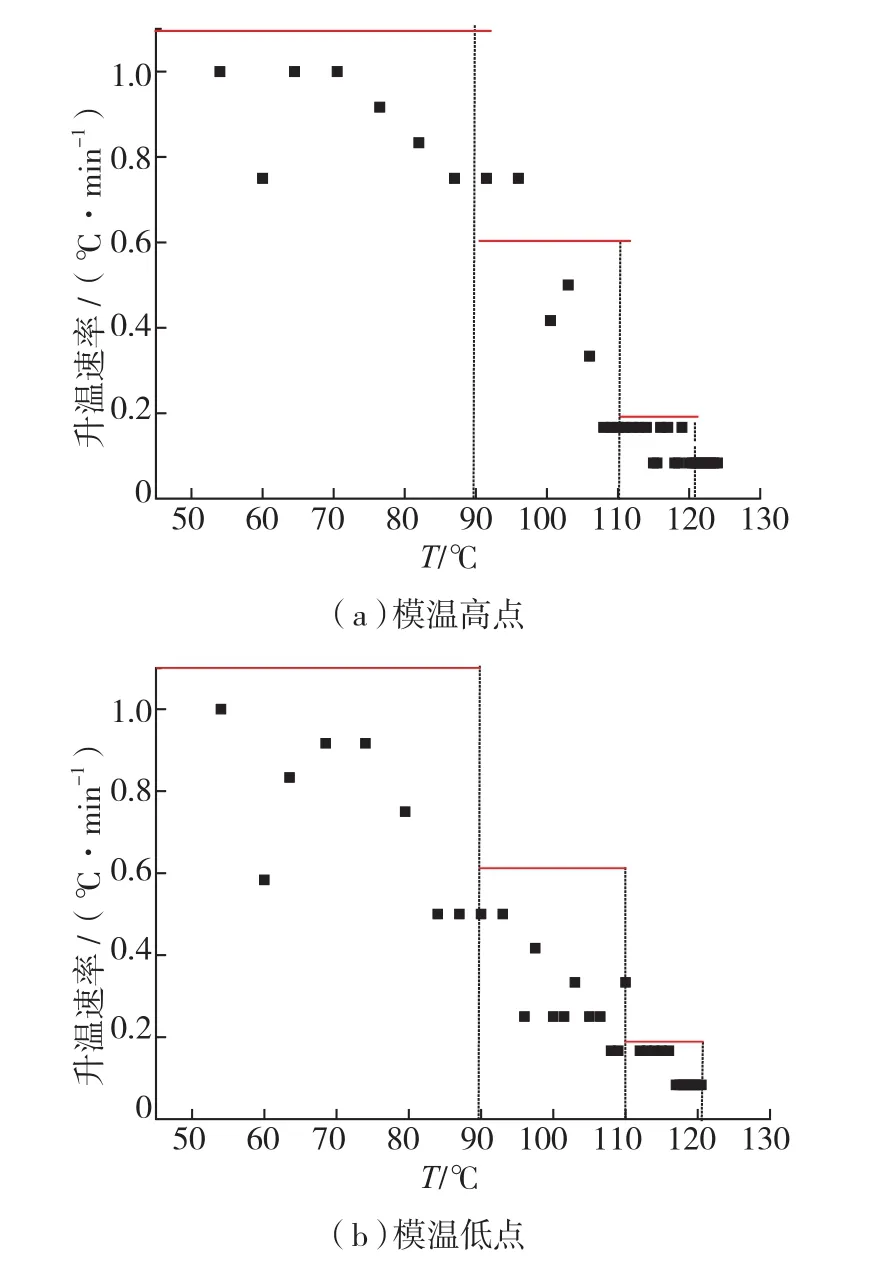
图6 测试2模温高点及模温低点的升温速率Fig.6 Heating rate of leading thermocouple and hysteresis thermocouple of test 2
2.3 测试3
由于热压罐升温速率的限制,只能进一步提高空气与零件之间的温差来提高零件的升温速率。因此测试3采用的固化制度为:空温以7℃/min的升温速率升温至190℃,恒温87min以后,空气以5℃/min的速率降至(127±6)℃,待模温低点的温度达到121℃时,恒温90min,最后降温泄压取出零件。
从图7中可以看出,零件的升温速率已接近规范的要求,其中在54~88℃,最大升温速率为1.1℃/min;89~110℃,最大升温速率为 0.83℃ /min ;111~121℃,最大升温速率为0.58℃/min,具体见图8,整个升温阶段用时约100min。
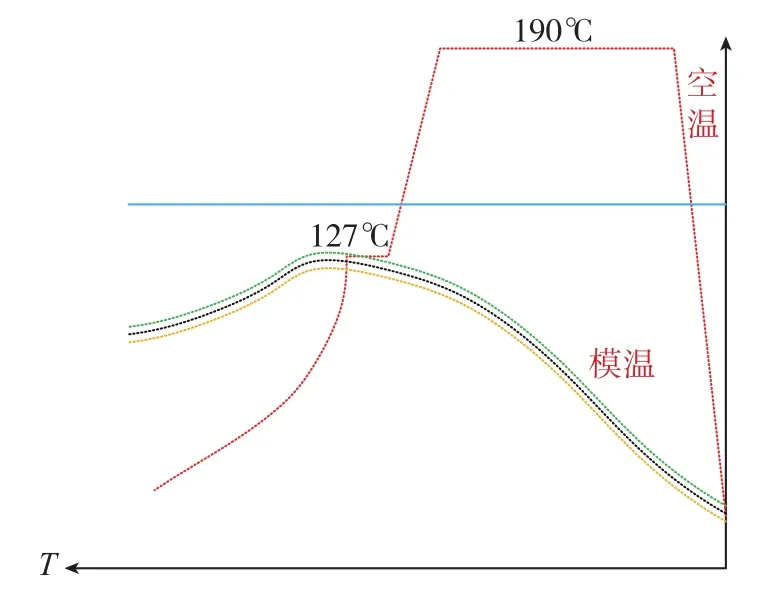
图7 测试3固化曲线Fig.7 Curing curve of test 3
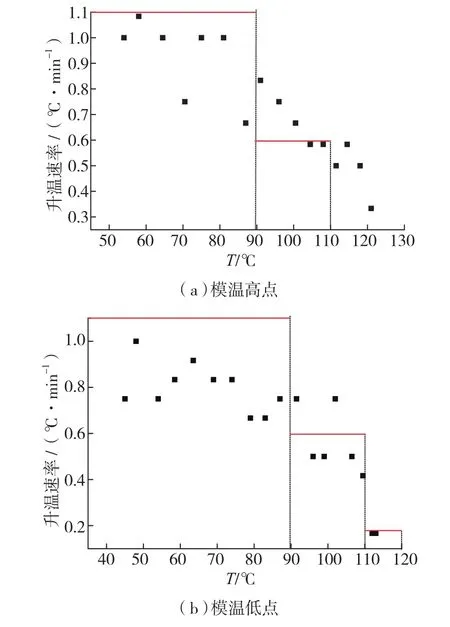
图8 测试3模温高点及模温低点的升温速率Fig.8 Heating rate of leading thermocouple and hysteresis thermocouple of test 3
2.4 测试4
根据测试3的结果,再一次提高了空气的温度。同时为了保证所有热电偶的保温时间要求,在零件温度接近121℃的时候需要降低模温高点及模温低点的温差。测试4采用的固化制度为:空温以7℃/min的升温速率升温至200℃,当模温高点达到127℃时,空温以5℃/min的速率降至133℃,当模温低点达到121℃时,空温以最快的降温速度降温至123℃,恒温80min后,空温以最大速率降温降至52℃泄压取出零件。
从图9中可以看出,零件的各个温度阶段升温速率均满足工艺规范的要求,其中在54~88℃,最大升温速率为1.4℃/min;89~110℃,最大升温速率为1.2℃/min;111~121℃,最大升温速率为1℃/min,具体见图10。整个升温阶段用时约60min,同时所有热电偶的保温时间在103~110min之间,均在规范要求的范围之内。
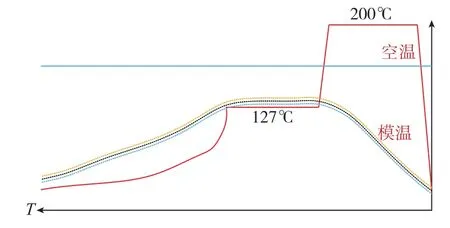
图9 测试4固化曲线Fig.9 Curing curve of test 4
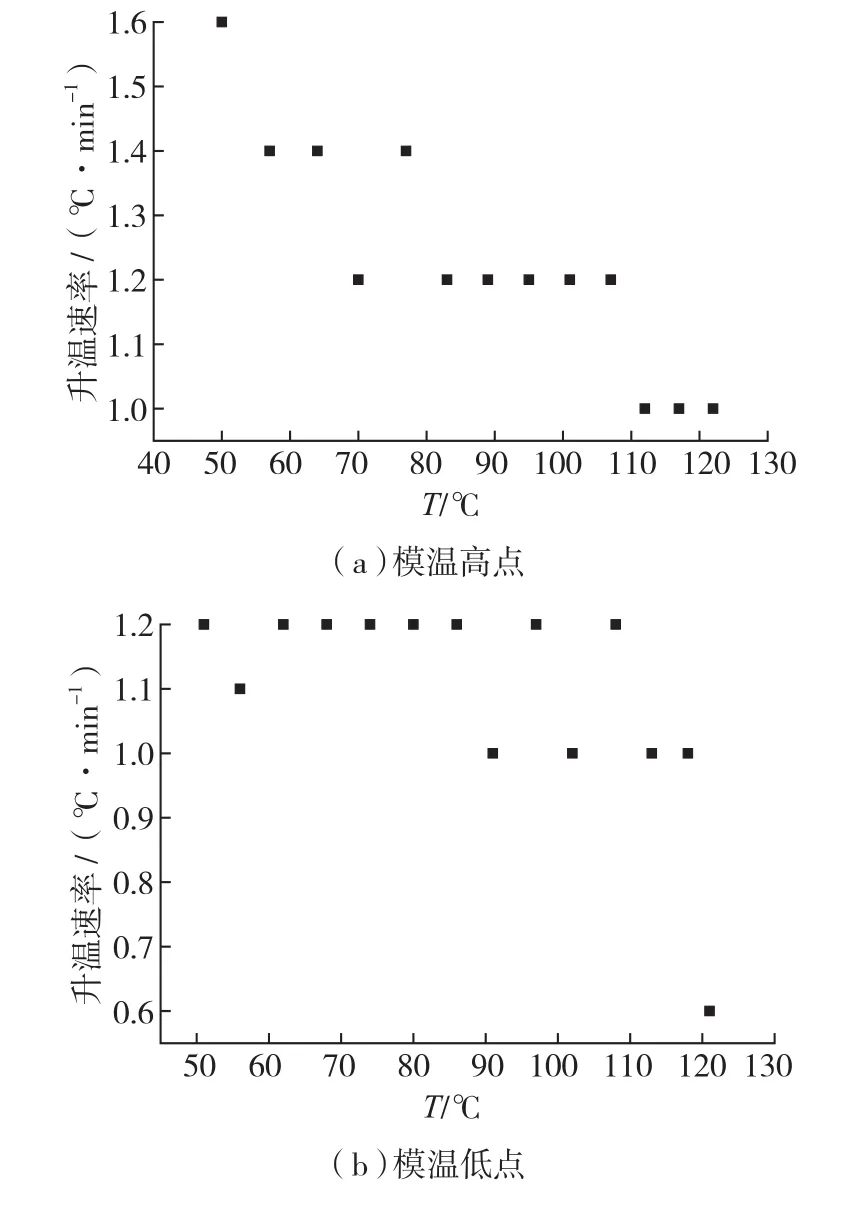
图10 测试4模温高点及模温低点的升温速率Fig.10 Heating rate of leading thermocouple and hysteresis thermocouple of test 4
2.5 温差
从图11中可以看出,零件升温前期,除了测试1由于空气的温度太低,导致模温高点和模温低点的升温速率都很慢,温差介于测试3和测试4之间以外,其他测试中空气的温度越高,零件模温高点与模温低点的温差越小。零件升温后期,测试1及测试2中由于空气的温度过早接近(127±6)℃,温差逐渐缩小,这虽然有利于恒温阶段零件保温时间的控制,但是不利于零件升温速率的控制。测试3和测试4中空气温度较晚接近(127±6)℃,温差都处在一个较为稳定的水平。测试3中空气温度不够高,同时温差较大,不能满足升温阶段零件对升温速率的要求,也不能很好控制恒温阶段零件的保温时间。测试4中空气温度最高,温差也处在一个较为稳定的低水平,既满足了升温阶段零件对升温速率的要求,同时也很好地保证了恒温阶段对零件保温时间的要求。
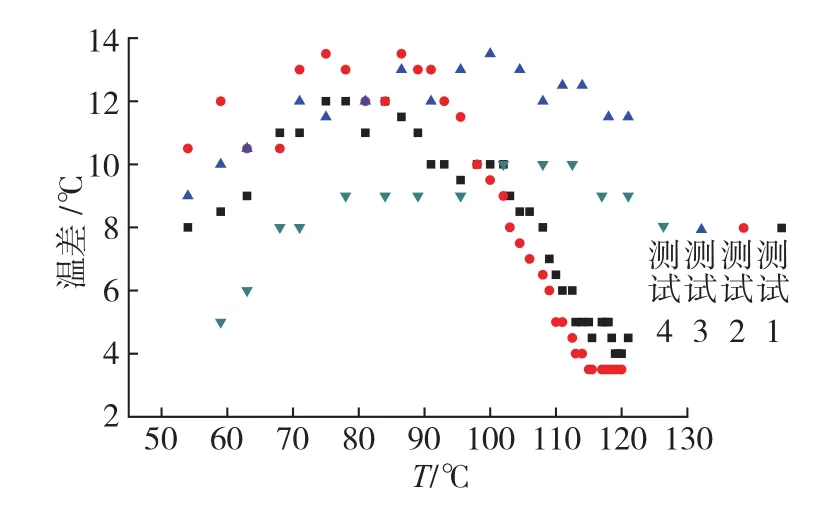
图11 模温高点及模温低点的温差Fig.11 Temperature difference of leading thermocouple and hysteresis thermocouple
3 结论
(1)在复合材料零件固化过程中,需要根据零件的结构形式、模具材料、模具的结构等因素调控热压罐空气的升温速率及温度,使得零件在升温阶段的升温速率及保温阶段的保温时间符合工艺规范的要求。
(2)在升温阶段的前期,通过提高空气的升温速率及温度可以提高零件的升温速率,升温阶段后期需要适当降低空气的温度,防止零件的温度过冲。
(3)在整个升温阶段,需要将模温高点及模温低点的温差控制在一个稳定且较低的水平,防止零件模温高点的保温时间超出规范极限值。
[1]李秦蕊.塑料磨具设计[M].西安:西北工业大学出版社,2006.
Li Qinrui.Design mould for plastic[M].Xi’an: Northwestern Polytechnical University Press, 2006.
[2]王汝敏,郑水蓉,郑亚萍.聚合物基复合材料及工艺[M].北京:科学出版社, 2004.
WANG Rumin, ZHENG Shuirong, ZHENG Yaping.Resin composite and its process [M].Beijing: Science Press, 2004.
[3]YUEN W Y D.A generalized solution for the prediction of springback in laminated strip[J].Jonrnal of Materials Processing Technology, 1996, 61(3):254-264.
[4]PADOVEC Z, SHÁNĚL V, RŮŽIČKA M.Java application for springback analysis of composite plates[J].Advances in Engineering Software, 2014, 72(4):77-84.
猜你喜欢
节能与环保(2022年7期)2022-11-09
儿童故事画报·智力大王(2021年12期)2021-08-21
河南畜牧兽医(2020年23期)2020-01-10
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
电子制作(2018年23期)2018-12-26
作文与考试·小学高年级版(2017年19期)2017-10-27
现代工业经济和信息化(2016年7期)2016-05-17
