质量控制图在丁二烯橡胶门尼黏度检验中的应用
2016-05-21 04:06:11赵成赟
弹性体 2016年2期
赵成赟
(吉林大学 材料科学与工程学院,吉林 长春 130025)
质量控制图是实验室监测常规检验过程中可能出现的误差或检验出现的失误,控制检验数据在一定范围内波动,是保证检验数据质量的有效方法之一。质量控制图与其它质量控制手段相比较,控制图有实施时间短、过程简单、费用低等特点,实验室根据控制图来发现检验过程中各阶段存在的波动情况并加以控制。实验室通过门尼黏度国家标准物质的研制,将该样品通过3 a的时间,逐月进行检验,绘制质量控制图,考察样品的稳定性,同时监测仪器是否处于正常状态,从而有效地控制门尼黏度检验的质量。
1 实验部分
1.1 原料
丁二烯橡胶标准物质GBW(E)130197:国家合成橡胶质量监督检验中心提供。
1.2 仪器设备
SMV-300RT型门尼黏度计:日本岛津公司。
1.3 测试方法
按照GB/T 15340—2008采用直接法[1]制备GBW(E)130197样品;门尼黏度按照GB/T 1232.1—2000[2]进行测试。
2 结果与讨论
2.1 质量控制图
质量控制图[3]由正态分布演变而来,正态分布通常由均值μ和标准差σ2个参数来决定。正态分布的结论对质量管理有着极其重要的作用,不管均值μ和标准差σ为何值,产品质量特性值总是在μ±3σ之间的概率为 99.73%,在μ±3σ之外的概率为0.27%,大于μ+3σ或小于μ-3σ的概率约为0.1%,休哈特据此提出了控制图。其中,CL为中心线,一般为测量的总平均值、极差均值或标准偏差均值,UCL为上限控制值,LCL为下限控制值。
2.2 质量控制图的种类
(1)
(2)
(3)

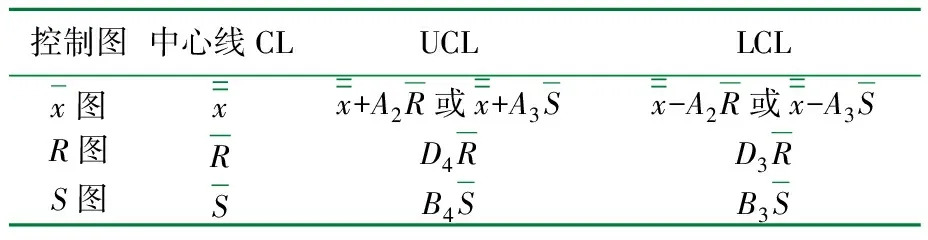
表1 控制图的控制极限1)

2.3 质量控制图的绘制
按GB/T 1232.1—2000对丁二烯橡胶门尼黏度标准物质进行门尼黏度检验。每月在相同条件下,相同仪器由同一人员对丁二烯门尼黏度进行重复检验3次,用3 a的检验数据计算出每月检验数据的平均值与极差。丁二烯橡胶门尼黏度检验数据见表2。
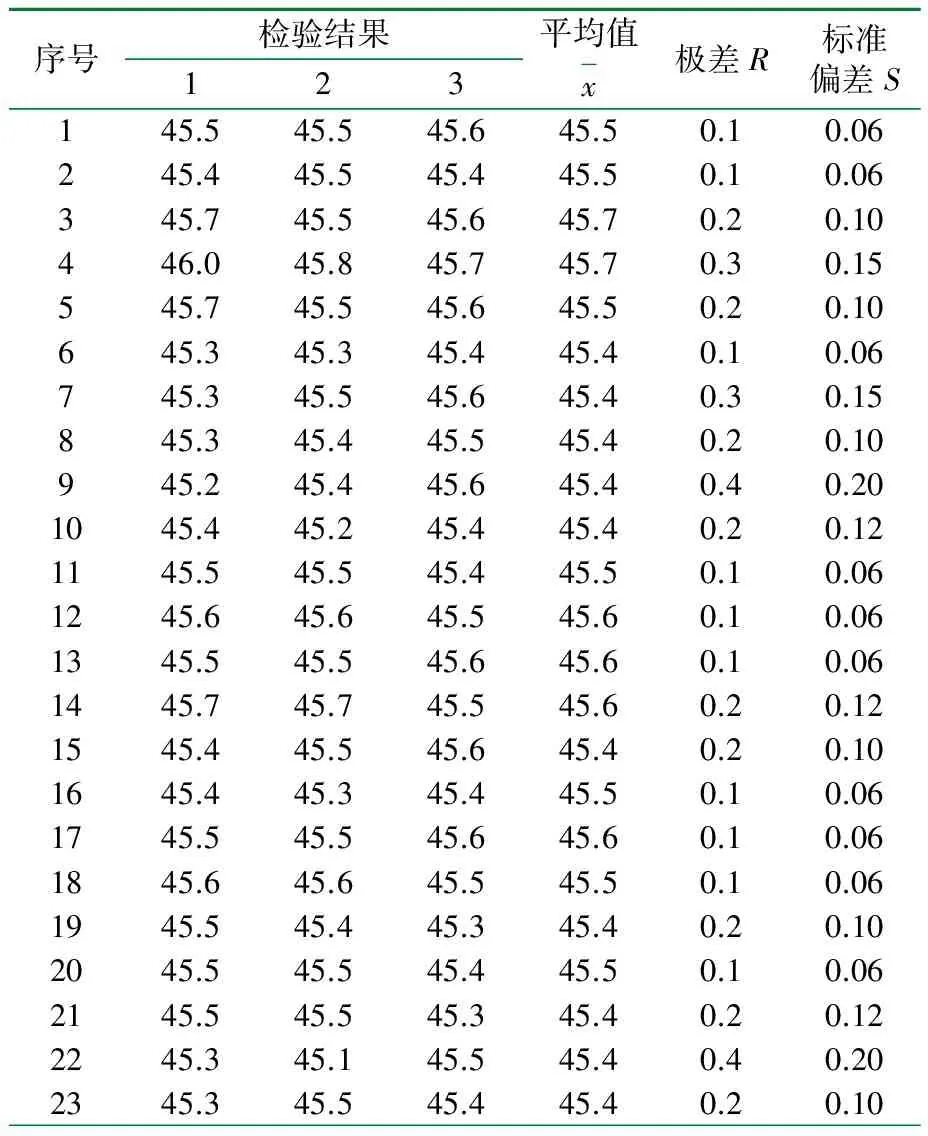
表2 丁二烯橡胶门尼黏度标准物质检验数据

续表

(4)
(5)
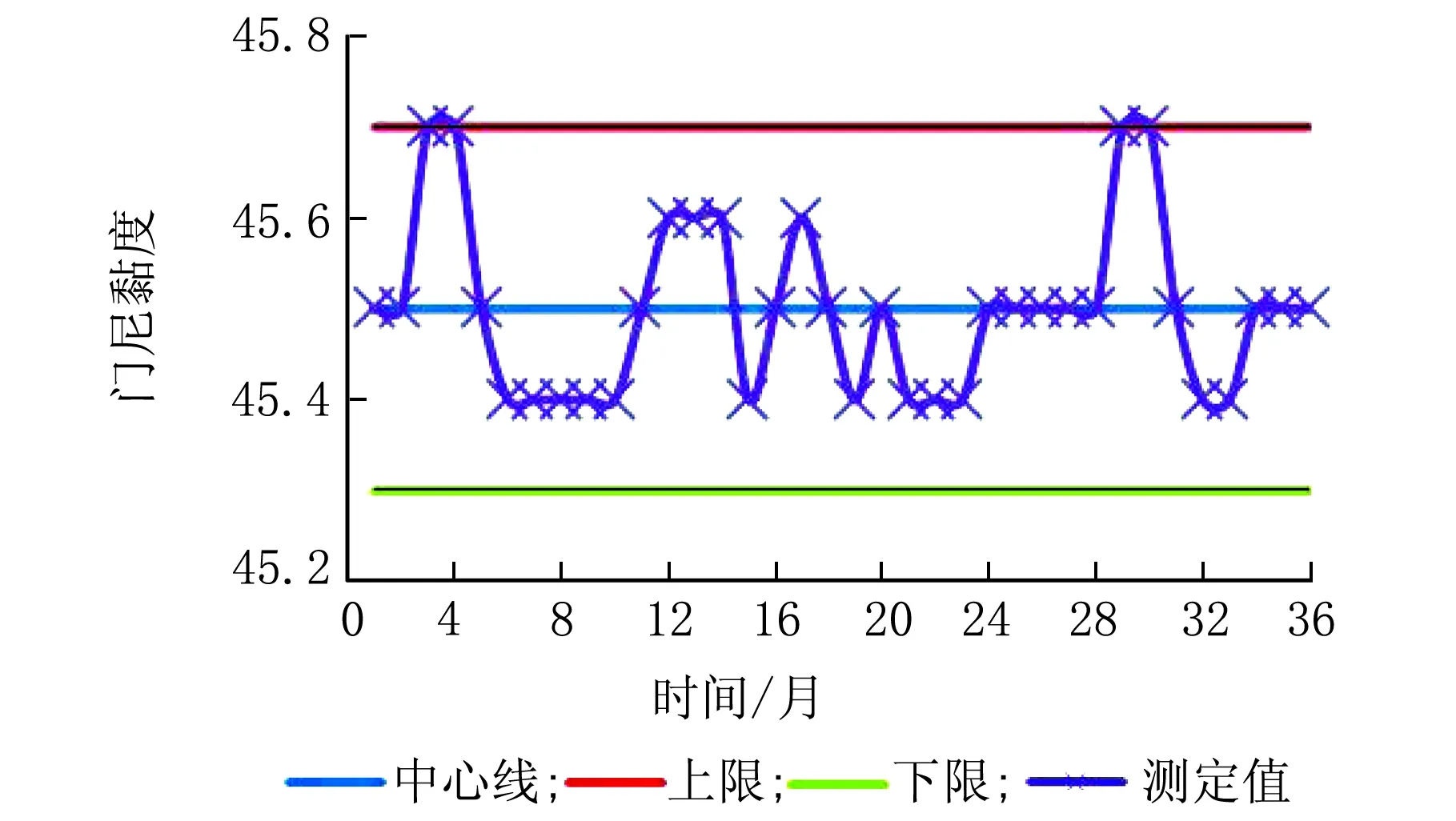
图1 检验结果的平均值控制图
2.3.2 R控制图的绘制


图2 检验结果的极差控制图
R值在控制图上、下限之内,可以认定R图处于稳定状态,实验室在检验门尼黏度时有较高的随机控制能力。
2.3.3 S控制图的绘制


图3 检验结果的标准偏差控制图
S值在控制图上、下限之内,可以认定S图处于稳定状态,实验室在检验门尼黏度时,检验过程的重复性好,有较高的随机控制能力。
3 结 论

参 考 文 献:
[1] 中国国家标准化管理委员会.天然、合成生胶取样及其制样方法:GB/T 15340-2008 [S].北京:中国标准出版社,2008.
[2] 中国国家标准化管理委员会.未硫化橡胶 用圆盘剪切黏度计进行测定(第1部分):门尼黏度的测定:GB/T1232.1-2000 [S].北京:中国标准出版社,2000.
[3] 孙公绪,孙静.质量工程师手册[M].北京:企业管理出版社,2002.
[4] 周尊英.实用统计技术指南[M].北京:中国标准出版社,2003:212.
猜你喜欢
疯狂英语·新悦读(2023年9期)2023-12-02 17:36:34
炼油与化工(2022年3期)2022-06-30 06:06:48
中国特种设备安全(2022年1期)2022-04-26 14:16:10
合成材料老化与应用(2020年2期)2020-05-28 07:53:36
童话世界(2018年17期)2018-07-30 01:52:02
当代化工(2017年8期)2017-09-12 06:43:52
化工管理(2017年18期)2017-03-03 16:40:34
化工设计通讯(2017年9期)2017-03-02 16:22:38
合成材料老化与应用(2015年4期)2015-11-28 10:39:08
中国卫生(2014年9期)2014-11-12 13:02:00