乙烯-辛烯共聚物熔体流动速率的测定
2016-05-21 01:27:08孙文秀金春玉陶青海
弹性体 2016年1期
孙文秀,隋 军,金春玉,陶 杰,王 萍,陶青海
(1.中国石油吉林石化公司 研究院,吉林 吉林 132021;2.中国石油吉林石化公司 有机合成厂,吉林 吉林 132021;3.中国石油吉林石化公司 联力公司,吉林 吉林 132021)
乙烯-辛烯共聚物(POE)是以乙烯、辛烯为原料制备的新型聚烯烃弹性体[1],其分子链段结构中既有树脂相,又有橡胶相,将合成橡胶的柔曲性、韧性与塑料的易加工性结合在一起。这种特殊的形态结构使得POE既可用做橡胶,又可用做热塑性弹性体。POE将成为替代传统橡胶和塑料的极具发展前景的新型材料而广泛应用于各行各业。另外,POE对聚丙烯(PP)优异的增韧改性效果[2]也是现阶段增韧剂[3]——三元乙丙橡胶(EPDM)无法比拟的,因此它对传统的增韧剂也构成了强有力的冲击[4]。POE的研究是高分子材料科研领域的一个新热门[5]。
在POE的研发中,熔体流动速率(MFR)是一项控制分析指标。通常MFR是对颗粒状树脂产品进行测定[6],对小试样品直接测定MFR存在一系列问题:测试过程样品黏裹加料杆、加料时反复往外带料、挤出样条有大量气泡等。本文介绍了一种样品预处理方法,解决了制约测试过程中的瓶颈问题,样品测试时黏裹加料杆的现象消失,加料顺畅,挤出样条无气泡,使MFR的测定顺利进行。为了考察加热处理样品过程是否改变样品原有的MFR,用2个不同牌号已知MFR值的进口POE产品做了对照实验,结果表明,加热处理过程对样品性能指标无影响,试样预处理过程是可行的。
1 实验部分
1.1 原料
POE:牌号8150、7467,美国DOW化学公司。
1.2 仪器设备
平板硫化机:型号XLB-400×400,中国青岛锦九州橡胶机械有限公司;全自动熔融指数试验机:型号GT-7100-MIBH,台湾高铁检测仪器有限公司;分析天平:型号JA3003A,精度为1 mg,上海精密科学仪器有限公司。
1.3 样品处理
平板硫化机启动后,上、下模温度分别设定为120 ℃,合模,升温。到达设定温度后,开模,将待处理试样放入两片聚酯膜中间,再放进平板硫化机的上、下模之间,合模,试样加热时间为10~20 s。如此反复多次,直至压实试样,除去气泡。取出处理后的试样。待压实的试样片冷却到室温后,剪成长约3 mm的小方块待用。
1.4 MFR的测定
MFR按ASTM D 1238—2013进行测定。熔体流动速率仪在190 ℃下恒温不少于15 min,将电木进料漏斗放置于试料进口,称取2.5~3.0 g处理后的POE试样,分3次倒入漏斗内。装料时,用装料杆压实样料。装完料预热7 mim后[7],在2.16 kg负荷作用下挤出样条。待活塞砝码碰到位移检测器探杆时,会依据设定切段时间自动切断样条,机器自动切取5段样条后结束测试。丢弃有肉眼可见气泡的样条,冷却后将保留下的切段(至少3个)逐一称重,准确至1 mg,计算它们的平均质量。如此操作3次,记录测试结果[8]。MFR计算如式(1)所示:
MFR(θ,mnom)=trelm/t
(1)
式中:θ为实验温度,℃;mnom为标称负荷,kg;m为切段的平均质量,g;trel为参比时间,s;t为切段的时间间隔,s,计算结果保留2位有效数字[9]。
2 结果与讨论
2.1 平板硫化机温度的确定
小试合成的POE样品呈蜂窝状松散态,如图1a所示。为便于进样,将其剪成小碎块,如图1b所示。在测熔体流动速率时,既使把试样剪成小块,进样加料过程中也存在试样粘裹加料杆,样品不易被压实,挤出的样条含有大量气泡等问题,如图1c所示。分析产生这些现象的原因是蜂窝状松散的样品形态造成的。因此,在测试前必须对试样进行加热、压实和除泡处理。

图1 处理前的POE样品及挤出的样条
平板硫化机既能对试样加热,又能对试样施加负荷,所以选用平板硫化机处理试样。为确定处理试样所需温度,加热温度实验从80 ℃做到150 ℃。结果表明,处理试样时,能达到理想状态的最低温度为120 ℃。所以,处理试样时平板硫化机的设定温度为120 ℃。经过处理后的试样如图2a所示。
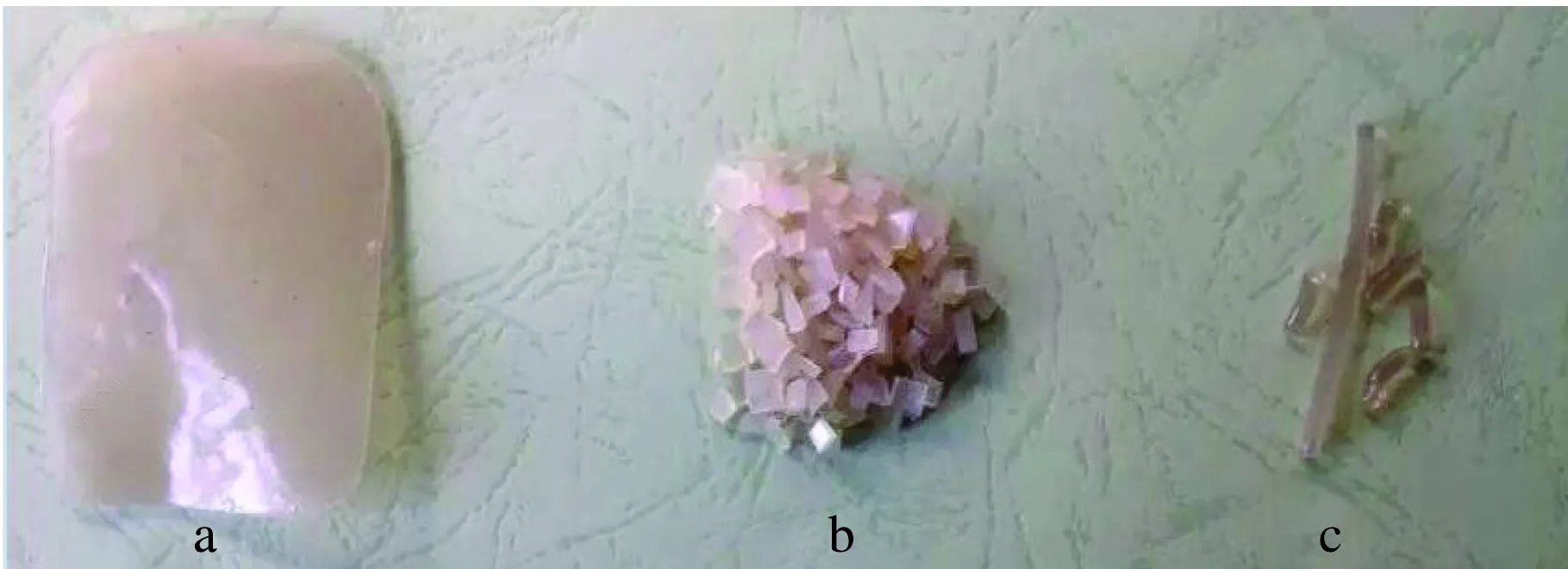
图2 处理后的POE样品及挤出的样条
2.2 对照实验
处理样品的理想状态是既能压实样品、赶除气泡,又不造成POE结构变化,保持其原有的MFR不变。但在试样加热过程中存在试样因高温而降解,或者因热辐射而发生交联作用,2种情况都能使POE结构发生改变,导致试样MFR值发生变化。用2个不同牌号已知MFR值的进口POE产品作为“标准样品”,对它们进行与小试样品同样条件的加热处理,再测定它们的MFR值。这种以“标样”参加全流程实验,分析测试中也叫对照实验[10]。结果表明,2个进口牌号POE产品的MFR值处理前后结果相同,说明这种处理试样的方法对试样的性能指标MFR值无影响。进口POE样品处理后的测试结果如表1所示。
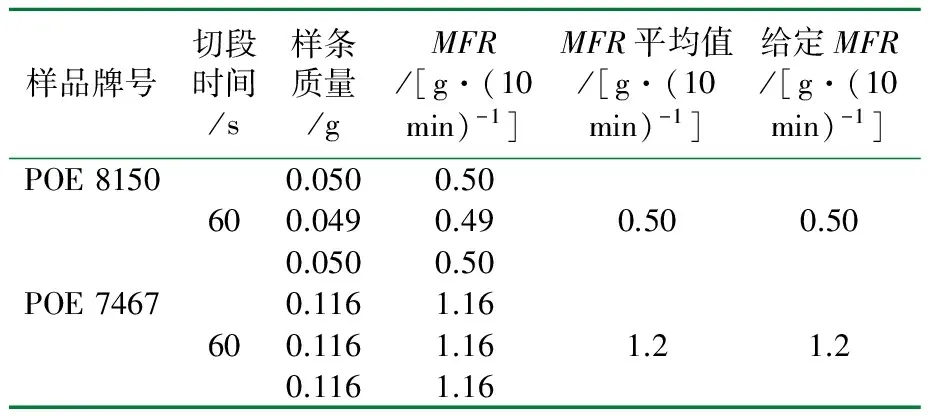
表1 进口POE样品处理后MFR的测定结果
2.3 样品测试
小试POE样品经过加热、压实和除泡处理后,剪成小块,如图2b所示。对3个小试样品进行MFR测定,挤出样条无肉眼可见气泡,如图2c所示,测试结果见表2。

表2 POE小试样品测试结果
3 结 论
(1) 通过实验确定了用平板硫化机处理POE样品最适合的温度为120 ℃。
(2) 通过用平板硫化机对试样进行预处理,解决了试样黏裹加料杆、加料时反复往外带料、挤出样条有气泡的问题,使POE小试样品MFR的测定顺利进行。
(3) 对2个不同牌号已知MFR值的进口POE样品在同样加热处理后测定它们的MFR,结果表明,POE样品的MFR保持不变。说明处理过程不会改变试样的性能指标,处理试样的方法安全有效可行。
(4) 建立了POE小试样品MFR的测定方法,已应用于科研分析测试,解决了POE小试样品一段时间内无法测定MFR的瓶颈问题。
参 考 文 献:
[1] 黄葆同,陈伟.茂金属催化剂及其烯烃聚合物[M].北京:化学工业出版社,2000:161.
[2] 王德禧.聚丙烯及其改性技术[J].工程塑料应用,1998,26(4):26-30.
[3] 王日亚,王培霞.聚丙烯改性研究进展[J].中国塑料,2001,15(2):20-23.
[4] 廖小青,朱红.聚丙烯改性研究进展[J].重庆文理学院学报,2013,32(5):22-27.
[5] 吕秀凤,张宝生,梁全才,等.茂金属乙烯-辛烯共聚物的研究现状和发展[J].橡胶工业,2010,57(11):692-696.
[6] 全国塑料标准化技术委员会塑料树脂产品分会.聚乙烯(PE)树脂:GB/T 11115—2009[S].北京:中国标准出版社,2009:1-10.
[7] 周维祥.塑料测试技术[M].北京:化学工业出版社,1999:214.
[8] 美国材料与试验协会.ASTM D 1238—2013用挤出塑性仪测量热塑性塑料熔体流动速率的标准试验方法[S].费城:美国材料与试验协会出版社,2013:13-16.
[9] 全国塑料标准化技术委员会塑料树脂产品分会.热塑性塑料熔体质量流动速率和熔体体积流动速率的测定:GB/T 3682—2000[S].北京:中国标准出版社,2000:1-6.
[10] 王明德.分析化学[M].北京:高等教育出版社,1986:124.
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14 03:54:42
四川环境(2019年6期)2019-03-04 09:48:52
新教育(2018年27期)2018-02-22 12:15:48
制造技术与机床(2017年7期)2018-01-19 02:30:00
软件(2017年6期)2017-09-23 20:56:27
计算机测量与控制(2017年6期)2017-07-01 16:24:14
小学生优秀作文(高年级)(2017年4期)2017-03-22 01:37:54
橡胶工业(2015年10期)2015-08-01 09:06:10
橡塑技术与装备(2015年3期)2015-02-24 08:40:53
橡胶工业(2015年4期)2015-02-23 23:29:38