数控加工中的误差分析及补偿方法
2016-05-14 19:03王杉
中小企业管理与科技·下旬刊 2016年5期
关键词:误差分析
王杉
摘 要:随着我国第二产业的发展,数控机床等数控设备被广泛的利用到产业发展中。针对在具体的数控设备的数据加工中对于误差进行科学的分析,认真的分析在对刀操作中可能出现的失误,对于出现失误的原因和出现的具体误差进行科学的分析。根据具体的在机床过程中相关标准的数据和原理,对于在操作过程中出现的误差进行有效的补偿。对于数控加工中的误差进行科学的分析并且提出相应的误差有效补偿方法,保证数控设备的正常运转,保证生产的持续进行有着重要的意义。
关键词:数据加工;误差分析;补偿方法
中图分类号: TG659 文献标识码: A 文章编号: 1673-1069(2016)15-183-2
1 轮廓加工过程中的误差和补偿方法
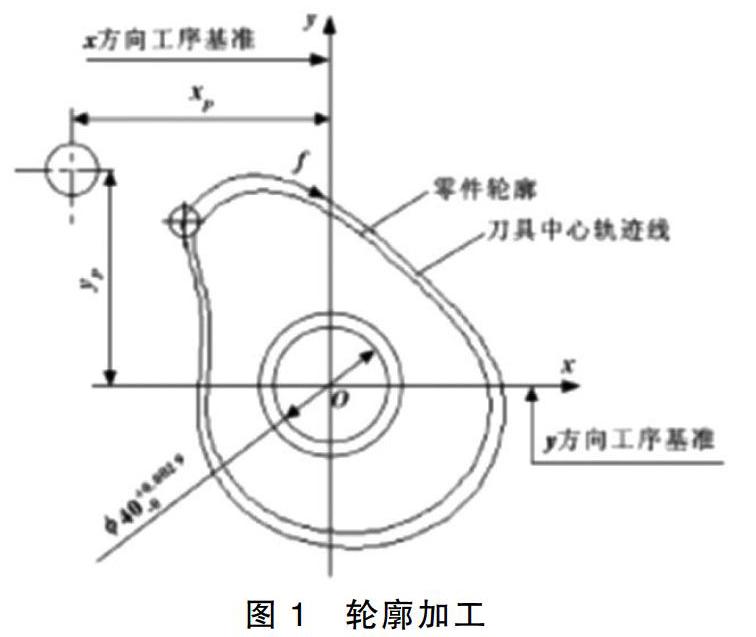
在具体的轮廓加工中,刀具中心轨迹要与具体的被加工零件的轮廓有一个等距线,一般为一个道具半径。
我们在进行轮廓加工的数控编程中,考虑的是相对静止的情况,因而在编程时对于机床上的装夹位置没有必要进行论证和思考,此意在具体的选择坐标系建立模型时,可以把具体零件的外形轮廓具体的测量出来,但是在具体的数控加工中,程序并不是控制的零件边缘,而是刀具中心的轨迹,对于并不规则的零件而言,进行刀具中心的具体定位是很麻烦的,因此在轮廓加工过程中引入补偿理念,利用具体的补偿方法,有效的确定刀具中心的轨迹和位置。具体来说就是利用刀具本身的微小位移,修正在加工过程中的道具的实际尺寸与变成数据的差别,此时实际的刀具尺寸和编程数据是不统一的,在编程时相对护士刀具尺寸,可以省掉大量的时间对于刀具本身进行测量。在加工过程中把假设值与编程值相统一,这样刀具中心归集就与零件的外形轮廓相重合,因此引入补偿方法,可以直接按照零件外形进行编程的设置,在这个过程中刀具半径在理论上被设置为零,所以不用考虑刀具半径本身对于轮廓加工的影响。但是在具体的加工进行前要考虑到刀具尺寸的影响,进行相应的补偿。
在具体的操作中我们可以建立坐标来进行具体的表示(见图1)。
在具体的坐标系中,起刀点为P(xp,yp,zp),在操作之前,要把刀具调整到起刀点。在完成相关的准备工作之后,完成对于轮廓加工环境的确认,需要对出现误差的原因进行分析。一般情况下工件的轮廓加工要满足两个条件,首先是对于轮廓外形和尺寸要求,另外轮廓和具体的轮毂孔的中心进行确认。因此在具体的补偿中要保证程序中对于刀具半径的补偿,如果刀具尺寸测量不准确,那么对于零件的轮廓加工也会出现误差。另外要考虑到实际加工过程中的补偿,因为在进行编程的过程中忽略了工件装夹的具体影响,保证对于刀的控制对于加工质量有着重要的影响。通常在加工过程中我们会进行试切,通过试切我们可以换算出实际的试切点与编程的起刀点存在的误差,这时我们可以通过手动控制来进行数据上的调整,将刀具恢复到具体的起刀点上。一般情况下,对刀操作出现失误都是在试切中出现的,试切是刀具接触工件为度量,因而在试切总会存在一定的误差,造成在具体的起刀点和坐标系中的点存在误差。
碎玉刀具尺寸误差产生的加工上的误差问题,需要中心核定具体的刀具半径补偿数值。把具体的误差进行相应的调节。对于试切产生的加工误差,需要调整具体的数值,在具体的坐标系现实中就是,调整x、y的相对数值,将起刀点沿着误差的反方向一定相对应的数值,对于原始的起刀点进行相应的调整。
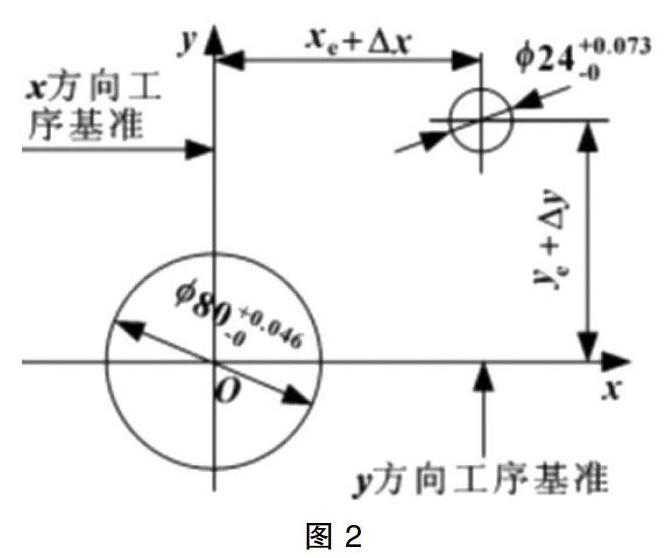
2 点位加工误差及其补偿方法
在具体的点位加工中,数控钻床和镗床在具体加工零件过程中,保证加工零件上的点位和点孔的尺寸大小,对于具体的零件加工而言有着重要的意义。首先我们可以认识到,空的大小是时尚与数控编程设置是没有关系的,在实际进行点位加工过程中,空的加工和具体的加工工具的尺寸有关,对于工序的要求相对严格,所以我们在进行数控编程过程中可以忽略孔尺寸的影响,主要还是点位的选择和确定,但是如果具体被加工的零件需要的是盲孔,那就需要对具体的加工工序进行相应的定位尺寸,保证其孔深度尺寸的精确性。
在进行点位加工的试切中,对于能起到点的位置的确认,对于点位架空特别的重要。保证在进行加工前把刀具移动到起刀点,是保证点位加工能否成功的最重要的因素。与轮廓加工相同的是,点位加工对于相关位置和数据需要进行验证试切,在进行试切时要关注其试切的起刀点与数控编程中起点刀位置的相对误差,一般来说点位加工中起刀点的误差通常是由于对刀的操作引起的,与轮廓加工误差的第二点相同的是,首先要进行坐标系的建立,通过坐标系,我们可以相对清楚的看到起刀点在坐标上的位置,而事实上,数控系统中的相关数据就是根据坐标系建立来确定的,因此在实际的调整过程中,对于误差的数据进行统计和相关的计算,算出具体的点位误差在X、Y轴上具体的数值,沿着相反的方向平移调整对应数值的量,在具体的数控体统中进行有效的对应调整。保证起刀点的准确性,保证点位加工的质量和效率。
对于具体的盲孔和其他要求孔深度的加工,当出现刀具钻孔方向上的偏差时,会造成孔本身在方向上的误差,那么零件本身也就不能满足具体的要求。对于这种误差。可以利用上面在平行方向上调整误差的具体方法,将起刀点的具体误差进行相应的调整,在方向上进行对应的平移。更加方便的方法,就是本身对于数控系统的数值进行相应的补偿,进行修正。另外对于孔深度的加工还需要进行刀具长度上的补偿,刀具长度补偿可以沿着钻孔方向进行对应的调整,修复实际加工过程中需要的值与数据编程过程中设定值之间的误差。事实上我们在编程时是忽视刀具本身的尺寸的,不仅仅是在点位加工中,在轮廓加工中我们也是忽视刀具本身的数值影响的,这样我们综合考虑的因素相对较小,有利于我们进行快速的进行数据编程。在实际的编程过程中,我们会假设各个刀具的长度是相等的,且具体的数值我们会设定为零,便于我们编程中数据的处理,在实际的加工中要考虑道具的实际长度,镜像相对应的补偿,在进行加工之前,我们只需要把刀具的补偿长度输入到刀具编置表中。另外对于孔加工钻孔方向的轴向误差,可以在刀片表中对于道具的长度进行相对应的补偿调整,消除钻孔方向的点位加工误差。
现阶段的数控加工系统,非常的依赖测量数据的准确性,不管是初切点的补偿还是半径补偿,都需要测量上的精准数据的支持,现阶段我们的测量方法有接触式和非接触式测量,因此在实际的测量中,我们会有接触式和非接触式的侧头,于此同时在实际的加工过程中,会进行再次的装夹,也会造成实际生产过程中的误差现象,现阶段接触式在线监测方的精确度高,被广泛的应用到我们的实际测量中。
3 结语
随着我国第二产业的工业生产体系的不断建立,增强了我国的国家竞争力。现阶段我国被称为“世界工厂”,加工业的发展水平表明了一个国家工业体系的发展水平,完整的工业体系不仅仅能够为人民提供更加优质的产品,同时有益于国家经济的科学可持续发展,增强国家在世界上的竞争力和话语权。
参 考 文 献
[1] 陈书法,李耀明,唐学飞.数控铣削加工中刀具变形误差分析[J].现代制造工程,2005(8):14-14.
[2] 王振锋.数控加工中心在线检测系统的误差分析与补偿方法[J].数字技术与应用,2012(5):16-16.
[3] 陈惠贤,姚运萍.数控加工复杂曲面的误差分析和补偿[J].新技术新工艺,2006(9):34-36.
猜你喜欢
物联网技术(2016年12期)2017-01-21
科学与财富(2016年28期)2016-10-14
电脑知识与技术(2016年7期)2016-05-19
中学课程辅导·教师教育(中)(2016年2期)2016-03-24
化学教学(2015年8期)2015-10-15