
某氰化浸渣回收铜试验
2016-05-12 01:22朱传东伍红强
现代矿业 2016年3期
朱传东 伍红强
(1.安徽省琅琊山矿业总公司;2.中钢集团马鞍山矿山研究院有限公司;3.金属矿山安全与健康国家重点实验室;4.华唯金属矿产资源高效循环利用国家工程研究中心有限公司)
某氰化浸渣回收铜试验
朱传东1伍红强2,3,4
(1.安徽省琅琊山矿业总公司;2.中钢集团马鞍山矿山研究院有限公司;3.金属矿山安全与健康国家重点实验室;4.华唯金属矿产资源高效循环利用国家工程研究中心有限公司)
摘要针对某氰化浸渣中有价元素铜无法回收利用的现状,对其进行试验研究,通过脱药剂WT对氰化浸渣预处理后进行粗选,粗精矿再磨后用组合抑制剂WY抑制铅、锌,实现铜、铅、锌分离的试验流程得到了铜品位为18.02%,铜回收率为82.80%的合格铜精矿。
关键词氰化浸渣脱药剂铜铅锌分离组合抑制剂
我国采用氰化浸出方法提取有价金属的冶炼厂较多,目前不论采用何种方式氰化浸出,所产生出的氰化浸渣中都含有具有利用价值的金、银、铜、铅等有价元素,如果能够将氰渣中的这些有价元素回收利用,使氰化浸渣成为二次资源,将会为我国资源的二次利用做出重大贡献,同时也会产生重大的经济效益[1-2]。
某公司所属的氰化浸渣含铜1.95%、含铅1.12%、含锌2.01%。氰化浸渣中主要有回收利用价值的金属矿物有黄铜矿、方铅矿、闪锌矿等,非金属矿物主要以石英和长石为主。提供的矿样中铜品位较低,但相对易选,因此该氰化浸渣具有非常好的开发利用价值。在现场生产实践过程中发现,现场选择的选矿工艺流程无法获得质量合格的铜精矿,且现场选矿工艺回收得到的铜精矿中的铜回收率低。为了获得质量合格的铜精矿,选择适合该公司氰化浸渣的选矿工艺流程,进行了以提高铜精矿中铜的品位和回收率为目的的选矿试验研究,并获得了满意的试验指标。
1试样化学多元素分析
试样取自生产矿样,对试样进行常规试样加工后进行半定量分析,其分析结果见表1。
表1半定量分析结果

%
2试验研究及结果分析
试验研究首先通过条件试验确定铜粗选的药剂制度,包括脱药剂WT用量、组合抑制剂WY用量、硫化钠用量和捕收剂WB用量等;粗精矿再磨后再通过条件试验确定铜精选的药剂制度,包括再磨时间、精选捕收剂WB用量和组合抑制剂WY用量等。
2.1铜粗选条件试验
通过数次探索试验发现该类氰化浸渣必须用脱药剂WT进行预处理后才能有效选别铜矿物,同时在粗选过程中需要加入Na2S和组合抑制剂WY来提高粗铜精矿中铜的品位及回收率。
2.1.1脱药剂WT用量试验
在组合抑制剂WY用量为2 500 g/t、Na2S用量为500 g/t、捕收剂WB用量为18 g/t的条件下,进行脱药剂WT用量试验,试验结果见图1。
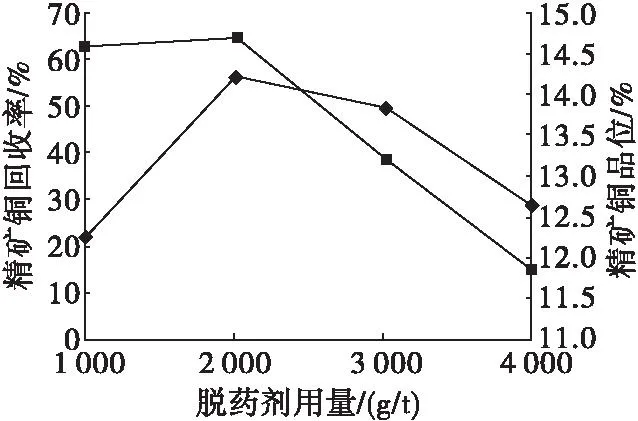
图1 脱药剂WT用量试验结果
由图1可见,随着脱药剂WT用量的增加,粗铜精矿铜品位和铜回收率先增加后降低,当脱药剂WT用量为2 000 g/t时,获得的粗铜精矿指标最佳。
2.1.2组合抑制剂用量试验
在脱药剂WT用量为2 000 g/t、Na2S用量为500 g/t、捕收剂WB用量为18 g/t的条件下,进行组合抑制剂WY用量试验,试验结果见图2。
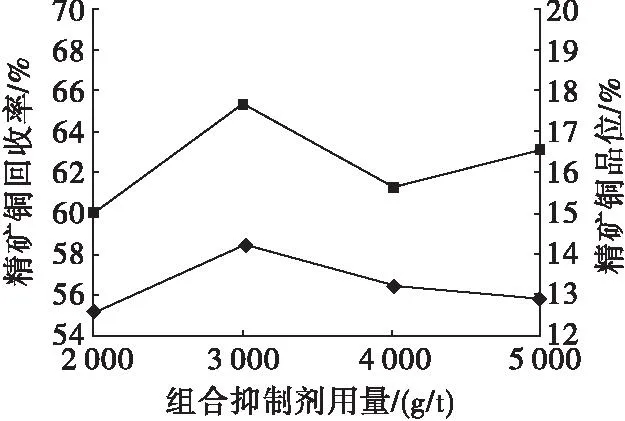
图2 组合抑制剂WY用量试验结果
由图2可见,组合抑制剂WY用量的增加导致粗铜精矿铜品位先增加后降低,而粗铜精矿铜回收率呈现波浪变化,最终选择组合抑制剂WY用量为3000g/t,此时抑制效果最优。
2.1.3Na2S用量试验
在脱药剂WT用量为2 000 g/t、组合抑制剂WY用量为3 000 g/t、捕收剂WB用量为18 g/t的条件下进行Na2S用量试验,试验结果见图3。
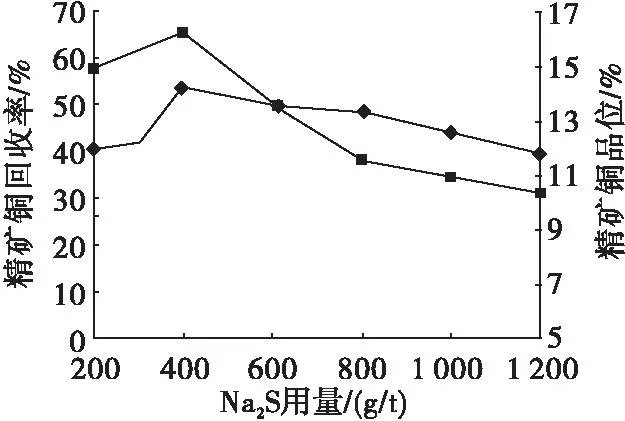
图3 Na2S用量试验结果
由图3可见,Na2S用量的增加对粗铜精矿铜回收率和铜品位的影响为先增加后降低,且铜品位在前期增加速率明显,达到峰值后逐渐降低;综合考虑,选择Na2S用量为400 g/t。
2.1.4捕收剂WB用量试验
在脱药剂WT用量为2 000 g/t、组合抑制剂WY用量为3 000 g/t、Na2S用量为400 g/t的条件下进行捕收剂WB用量试验,试验结果见图4。
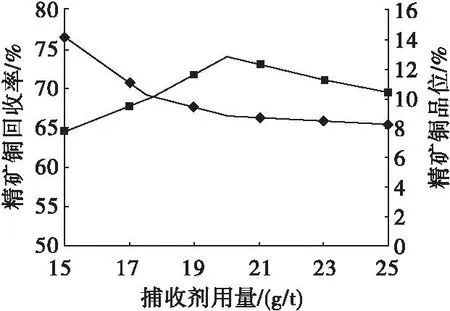
图4 捕收剂WB用量试验结果
由图4可见,捕收剂WB用量的多少对铜品位和铜回收率影响较大,随着捕收剂WB用量的增加,粗铜精矿铜品位逐渐减低,铜回收率先增加后降低,当捕收剂WB用量为20 g/t时最佳。
2.2铜精选条件试验
通过试验研究发现,该氰化浸渣中铜、铅、锌紧密共生在一起,只有通过再磨才能在精选过程中实现铜、铅、锌的进一步分离。
2.2.1精选捕收剂WB用量试验
在再磨时间为25 min、组合抑制剂WY用量为1 400 g/t的条件下进行精选捕收剂WB用量试验,试验结果见图5。
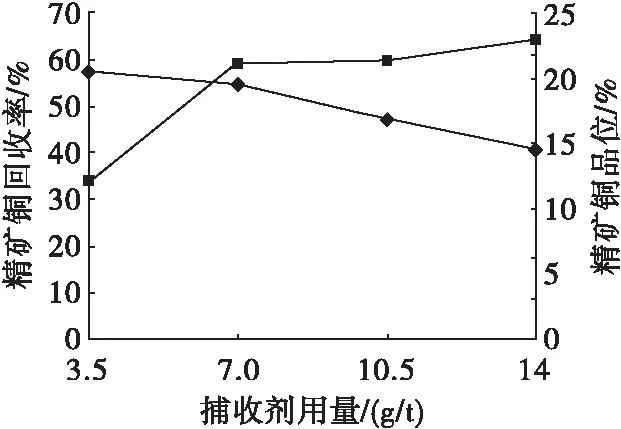
图5 精选捕收剂WB用量试验结果
由图5可见,精选过程中随着捕收剂WB用量的增加铜精矿铜品位降低,铜回收率呈现增加的趋势,为获得质量合格的铜精矿,最终确定精选捕收剂WB用量为7 g/t。
2.2.2精选再磨时间试验
在捕收剂WB用量为7 g/t、组合抑制剂WY用量为1 400 g/t的条件下进行精选再磨时间试验,试验结果见图6。
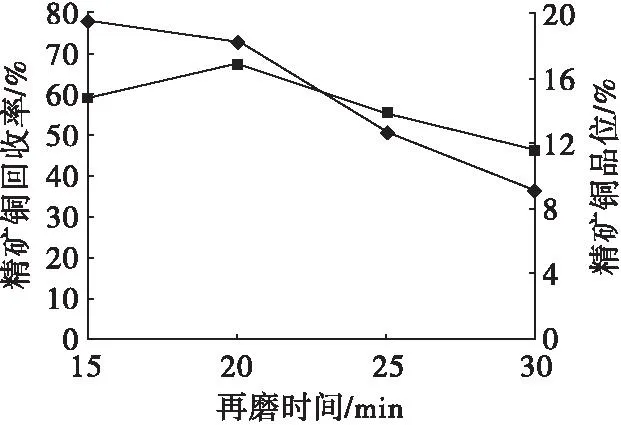
图6 精选再磨时间试验结果
由图6可见,随着再磨时间的延长,铜精矿品位先缓慢降低,后急速降低;而铜精矿的铜回收率先增加后降低,试验结果表明再磨时间选择为20 min时最佳。
2.2.3精选组合抑制剂WY用量试验
在再磨时间为20 min、捕收剂WB用量为7 g/t的条件下进行精选组合抑制剂WY用量试验,试验结果见图7。

图7 精选组合抑制剂WY用量试验结果
由图7可见,组合抑制剂WY的加入能够在精选过程中大幅度提高精矿铜品位,而铜精矿铜回收率先增加后降低,当组合抑制剂WY用量为1 200 g/t时回收率达到峰值,此时铜精矿的品位达到合格铜精矿的要求,所以精选组合抑制剂WY用量选择为1 200 g/t。
2.3闭路试验
在上述最佳试验条件的基础上,进行了小型闭路浮选试验,试验流程见图8,试验结果见表2。
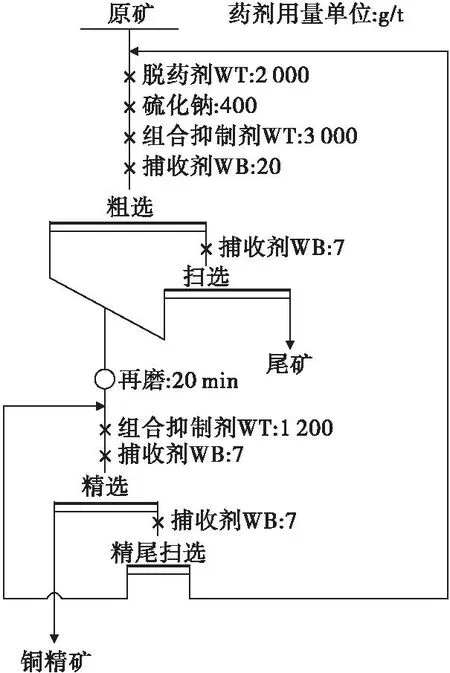
图8 闭路试验流程
表2浮选闭路试验结果
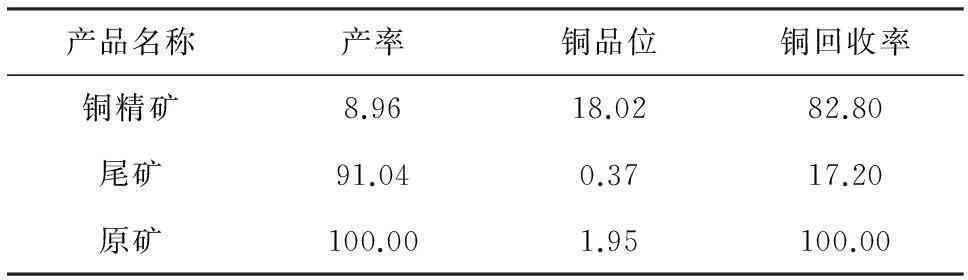
%
由表2可知,在试验确定的浮选条件下,当原矿铜品位为1.95%时,经过粗选—粗精再磨再选可获得铜品位为18.02%的铜精矿,铜回收率达到82.80%。
3结语
(1)某氰化浸渣试样中的铜矿物主要为黄铜矿,铅矿物主要是方铅矿,锌矿物主要是闪锌矿,黄铜矿相对含量为1.95%,方铅矿相对含量为1.12%,闪锌矿相对含量为2.01%。
(2)对该氰化浸渣的浮选试验结果表明,该矿物经过氰化浸出工艺,铅锌矿物表面发生变化,无法回收获得合格的铅精矿和锌精矿,而且要获得高质量的铜精矿必须在选别前对粗精矿进行再磨。
(3)通过试验研究发现,矿石中有一小部分铅锌矿物可浮性很好,导致铜铅锌分离难度较大,只有加入组合抑制剂才能降低铅、锌品位,得到合格的铜精矿。
(4)可行性试验结果表明,通过先粗选—粗精再磨再选工艺可实现该氰化浸渣资源的有效回收利用。浮选在原矿含铜1.95%、含铅1.12%、含锌2.01%的前提下,经1次粗选1次扫选得到粗精矿,经过粗精再磨后1次精选1次扫选得到铜精矿,可获得含铜18.02%、铜回收率为82.80%的合格铜精矿。
参考文献
[1]杨玮.氰渣浮选回收铜的试验研究及生产实践[J].有色金属:选矿部分,2005(6):20-22.
[2]贺政,赵明林,王洪杰.氰化尾渣中铅锌浮选影响因素及解决方案浅析[J].矿冶,2003,12(3):25-28.
(收稿日期2016-02-28)
朱传东(1986—),男,副厂长,助理工程师,239000 安徽省滁州市滁州市琅琊区。
猜你喜欢
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
矿产保护与利用(2021年2期)2021-06-11
热处理技术与装备(2021年2期)2021-05-10
铜业工程(2020年4期)2020-09-22
世界有色金属(2018年17期)2018-11-20
直升机技术(2016年4期)2016-02-23
中国资源综合利用(2016年12期)2016-01-22
铜业工程(2015年4期)2015-12-29
