
黄磷生产企业清洁生产技术应用
2016-04-11 08:12张国荣红河州节能监察支队云南661100
当代化工研究 2016年10期
*张国荣(红河州节能监察支队 云南 661100)
黄磷生产企业清洁生产技术应用
*张国荣(红河州节能监察支队 云南 661100)
黄磷生产行业是高污染、高耗能行业,“烟雾缭绕、火光冲天”已成为我国大多数黄磷厂的特征标志。在当前能源紧张、环境污染严重、节能减排形势严峻的情况下,黄磷行业实现清洁生产节能减排,对产业的可持续发展具有重要意义。本文对黄磷生产磷炉出渣烟汽治理、黄磷尾气综合利用,泥磷无害化回收处理技术原理及效果作介绍,便于更多的黄磷生产企业参考借鉴。
黄磷;清洁生产;技术
1.黄磷企业生产环境现状
目前,黄磷生产企业的环境现状主要为电炉尾气放空燃烧现象,既浪费资源又污染环境;磷炉出渣时产生大量的烟气;在进料和排渣的时候由于黄磷的燃烧而产生大量五氧化二磷烟气;泥磷回收过程中产生的烟气,导致“烟雾缭绕、火光冲天”的现场环境。云南弥勒磷电化工有限责任公司(以下简称弥勒磷电公司)毗邻滇南主干道“石锁”高速,属于环境敏感区域。公司具有8台黄磷电炉,年产黄磷5.9万吨。针对公司生产现场环境,在政府主管部门的引导下公司引进昆明理工大学发明专利《一种黄磷尾气脱除磷硫砷氟的方法》和《黄磷尾气固定床催化氧化净化的方法》,江苏澄星磷化工股份有限公司的黄磷尾气自动输送、黄磷炉渣水淬渣汽治理、磷泥污水分离、高效回收黄磷技术系列,对生产装置进行环境综合治理及清洁生产技术改造。就改造技术原理及效果作一介绍,供更多的黄磷生产企业参考借鉴。
2.技术原理及工艺
(1)黄磷尾气综合利用
黄磷尾气既是一种化工原料可生产草酸、甲酸等化工产品,同时也是一种优质的气体燃料(所含热值约为10659kJ/ Nm3)。公司黄磷尾气产量平均约24000m3/h(最大27000),除焦炭干燥用680m3、磷矿干燥3280m3、泥磷蒸馏装置用1640m3外其余18400m3保安放空燃烧,利用率仅为23%左右。为提高尾气利用率,公司引进昆明理工大学发明专利《一种黄磷尾气脱除磷硫砷氟的方法》和《黄磷尾气固定床催化氧化净化的方法》于2013年6月建成投产了28000m3/h黄磷尾气净化和综合利用磷炉尾气发电项目,包括1台75t/h燃煤尾气混烧锅炉、12MW抽凝式汽轮机和15MW发电机组,使公司黄磷尾气利用率上升至59%。但发电机的输出负荷仅为5.42MW,仍有约9700m3/h左右的尾气放空燃烧。究其原因,主要是现有黄磷装置没有安全可靠的尾气回收系统,将尾气放空量减至10%以下。黄磷尾气综合利用关键是最大限度回收尾气和尾气的净化,针对回收率低的情况,对电炉建设独立的黄磷尾气自动输送系统(江苏澄星磷化工股份有限公司技术),其规模与电炉产气量相配套。
①技术原理
A.回收系统:磷炉产气量与电炉生产状况紧密相关,炉内反应区温度的波动对炉气生成量有极大的影响。磷炉出渣时热量大量流失,炉内还原反应速度会大幅降低,炉气生成量随之减少。出渣后30分钟,炉内温度逐步回升,至下一个出渣周期开始前达到峰值。磷炉生产过程中还有压放电极和续接电极操作,炉内塌料现象等,这些都会进一步造成电炉产气量的急剧波动。在保证电炉内处于微正压安全状态,磷炉尾气的回收率的提升,就必须是回收系统具备与电炉生产状态精确同步的操控能力,这对回收系统的自动化程度提出很高要求。现在炉内压力在100~500Pa期间操作,小于100Pa时电炉吸易入空气发生爆炸事故,大于500Pa时电炉操作面易发生喷火事故。由于其压力操作弹性很小及仪表精准度的影响,容易使复杂的自动化跟踪调节系统失灵。通过对电炉的电极、料管、出气管等部分进行密封加强,使炉内操作压力为1.0~2.0kPa范围内,降低了自动控制系统的要求,提高尾气回收率。本项目每台电炉建设1套3000m3/h尾气回收装置,由应急放空水封单元、尾气初净化单元、输送单元和贮气单元组成。在电炉炉顶和冷凝塔进口管分别安装一台气相压力检测仪,根据压力检测信号,由DCS自动控制尾气风机转速和出口回流阀开度,使抽气量最大限度与电炉出气量吻合。炉产生瞬间高压时,自动调节系统出现跟踪滞后,因此,在放空管上加装稳压调节罐及安装一个紧急放空。如果系统出现负压或其他紧急、事故状态,为了确保安全,系统启动紧急联锁,切断进口水封并停止风机运行,打开紧急放空。
B.碱洗脱硫:目的是除去尾气中的H2S酸性气体,本设计采用改良ADA法工艺。改良ADA法系在稀碳酸钠溶液中加入蒽醌二磺酸钠(2、6-ADA为主)催化剂以及酒石酸钠钾助催化剂,根据需要加入888催化剂即成复合脱硫剂。基本原理:在PH=8.5~9.2的范围,以稀溶液吸收硫化氢形成硫氢化钠,硫氢化钠与偏钒酸钠反应生成还原性焦钒酸钠,并析出元素硫。还原性焦钒酸钠与氧化态的A.D.A.反应,生成还原态的A.D.A.,而焦钒酸钠则被A.D.A.所氧化,再生为偏钒酸钠,还原态A.D.A.被空气氧化而再生。P4与碳酸钠反应生成磷化氢气体,在脱磷工序被脱除。
C.脱磷:脱硫后的黄磷尾气进入蒸汽加热器,用蒸汽加热至100~120℃,进入吸附器,在有氧存在下用改性活性炭除去磷。P4和PH3在催化剂的催化作用下氧化为P2O3和P2O5,由于催化剂对P2O3和P2O5的吸附量远比P4和PH3大,氧化生成的P2O3和P2O5被催化剂表面所吸附,使尾气得以净化,根据以上尾气脱磷原理,在尾气中补充入一定量的氧(空气),以规定的空间速度和温度通过活性炭催化氧化固定床,尾气即被净化,净化机理为催化氧化。吸附了P2O3和P2O5的脱磷催化剂,可以通过水浸泡、蒸汽直接加热冲洗再生,然后再用空气干燥后重复使用。
②工艺流程
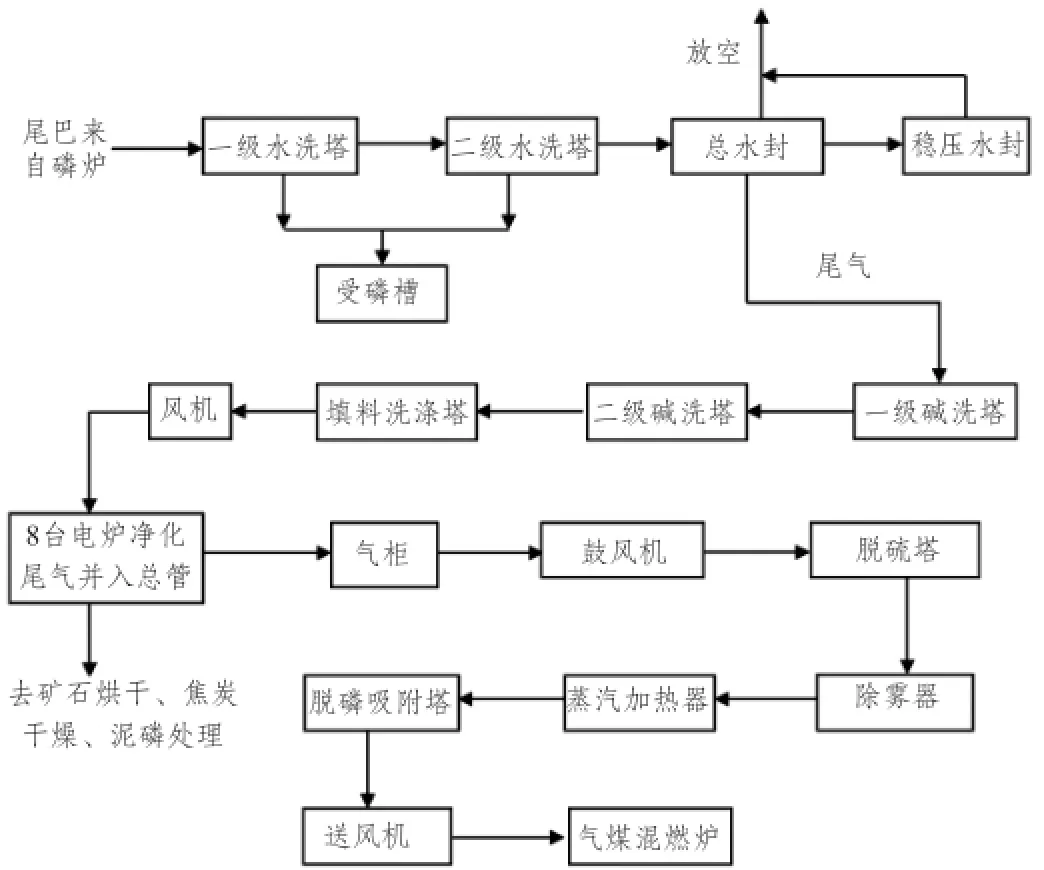
从电炉逸出的炉气,其主要组分为磷蒸汽和一氧化碳,还有少量SiF4、P2O5、PH3、CO2、H2O等气体,以及尾气中夹带的大量粉尘。炉气经冷凝塔冷凝后,温度约为35~40℃,磷蒸汽绝大部分被冷凝下来,大部分磷蒸汽、炉尘被收集到受磷槽,尾气中的粉尘和氟化硅含量有所降低。冷凝的尾气进入总水封后进入一级石灰乳洗涤塔再进入二级石灰乳洗涤塔,除去氟化物和一部分P4和H2S。经石灰乳洗涤除尘后含尘量尚有100mg/m3,尚不能满足脱硫的要求,更不能满足催化剂的要求。为此,石灰乳洗涤后加一个大瓷拉西环填料洗涤装置,经洗涤后黄磷尾气中的尘脱至20mg/m3以下。除氟除尘后的尾气由尾气总管进入气柜,再由风机送至脱硫工序。脱硫后的尾气经除雾器后送往脱磷工序,经脱磷净化后的尾气送煤气混燃炉燃烧发电。
黄磷尾气综合利用工艺流程简图如下∶
(2)磷炉出渣烟汽治理
公司现有8套黄磷电炉装置均采用国内传统渣池水淬渣工艺,炉渣在水淬过程中产生大量蒸汽。由于出渣时产生的蒸汽和烟气大部分是无组织排放,造成企业生产环境不佳。公司引进经兴发公司改进后的因巴法工艺对出渣时产生的烟汽进行治理。
工艺原理及流程:
本项目由4套新建的淬渣装置组成,即每座电炉厂房(两台磷炉)配置1套(以减少投资)。每套装置由淬渣脱水单元、烟气洗涤净化单元和淬渣蒸汽余热回收单元三部分组成。
①淬渣脱水:本单元包含淬渣粒化塔和转鼓脱水机组成,是本项的核心单元。两台电炉的熔融炉渣沿干渣沟自流,汇集到粒化塔炉渣进口处,在0.3MPa冲渣水推动下进入粒化塔。在粒化塔内与水充分接触并被击碎至合格粒度,后随水流进入转鼓脱水机。脱水后的炉渣沿转鼓中心溜槽卸出,由胶带输送机运至集中干渣场贮存。
②烟汽洗涤净化:本单元主要负责将来自淬渣脱水单元的水蒸汽进行洗涤,经过两级串联洗涤塔,除去其间的有害杂质(以HF、P2O5为主)。来自电炉出渣口的烟气先经一级洗涤后,与净化后的淬渣蒸汽合并。经冷凝净化后,不凝气体由尾气风机抽出至尾气烟囱排放。
磷炉出渣烟汽治理工艺流程简图如下∶

(3)泥磷无害化回收处理
弥勒磷电公司现采用的间歇蒸馏回收工艺处理泥磷,即泥磷由人工装入泥磷转锅后,立刻密闭转锅,磷炉尾气在转锅底部炉膛内燃烧加热转锅。转锅内的元素磷经加热蒸发经转锅中心导气管进入两级冷凝塔,由喷淋水冷却至液态进入受磷槽,经精制漂洗得到成品黄磷。转锅内的泥磷渣待元素磷蒸馏完全后,由装卸磷口卸出转锅,转锅即可再次装填泥磷进行生产。其工艺简单、操作方便,但自动化程度低、操作危险性高、能耗高且生产环境较差。为降低能耗及操作危险性、改善操作环境、提高磷收率,新建两套连续蒸发回收泥磷生产装置(每套泥磷回收处理能力为10000吨/年)取代现在的14台泥磷转炉。
工艺原理及流程:
本项目还是采用蒸馏工艺并结合残渣无害化方法来处理泥磷。泥磷来自黄磷车间精制工序和含磷循环水沉淀池两处。由于含磷循环水沉淀池的泥磷含水量较高,必须经高速卧螺离心机脱水(含水≤45%)后进入泥磷进料槽,与来自黄磷精制工序的泥磷由槽底螺旋给料机挤入连续法泥磷转炉内,经黄磷尾气加热至400℃。单质磷气化随同时蒸发的水蒸汽一起从转炉出气口逸出,进入两级串联带水冷壁的冷凝塔,可凝气体被冷凝进入塔底受磷池。液态磷沉积于受磷池底部经过静置沉降达到纯度要求时,被液下泵抽出去包装。黄磷尾气燃烧后产生的废气,从燃烧室顶部烟气管排出,和冷凝塔的不凝气体一起由烟气管放空。
泥磷无害化处理工艺流程简图如下∶

3.改造效果
项目于2016年3月投入,通过4-11月的生产运行及环境监测数据分析,推算全年的效果为:黄磷尾气综合利用项目实施后,尾气的回收利用率提高到了93%(改造前回收利用率为23%),仅存在约500m3/h必要的安全放空,所有电炉的火炬完全熄灭,每年多回收黄磷尾气11391万Nm3/a,用于发电,年可供电6176万kW.h。通过从汽轮机抽汽满足生产要,停用了原来的4吨和6吨锅炉各一台,降低了燃煤消耗和污染物排放。改造后单位产品综合能耗由3.17tce/t降为2.97tce/t,年节约能源12856吨标准煤。磷炉出渣烟气治理项目实施后黄磷水淬渣汽全部有效收集,减少有害物质的排放并有效改善磷渣水淬现场环境,彻底消除了黄磷炉渣在水淬时“烟雾弥漫”的现象。泥磷无害化回收处理项目实施后彻底解决泥磷回收问题,多回收黄磷2100t/a。三个项目实施后取得了较好的经济效益和社会效益,指标见下表。

序号 项目名称 单位 指标 备注1 尾气中残磷t/a 280回收量2 改造后新增t/a 2100磷回收量改造后黄 主要来自尾3磷产量增t/a 2380气净化和泥加量 磷处理黄磷尾气4利用量增kNm3/a 11391加量5 净化前H2Smg/m3 1458.5含量6 净化后H2Smg/m3 62.3含量7 净化前PH3mg/m3 1028.8含量8 净化后PH3mg/m3 33.02含量9 新增发电量 万kW.h 6176
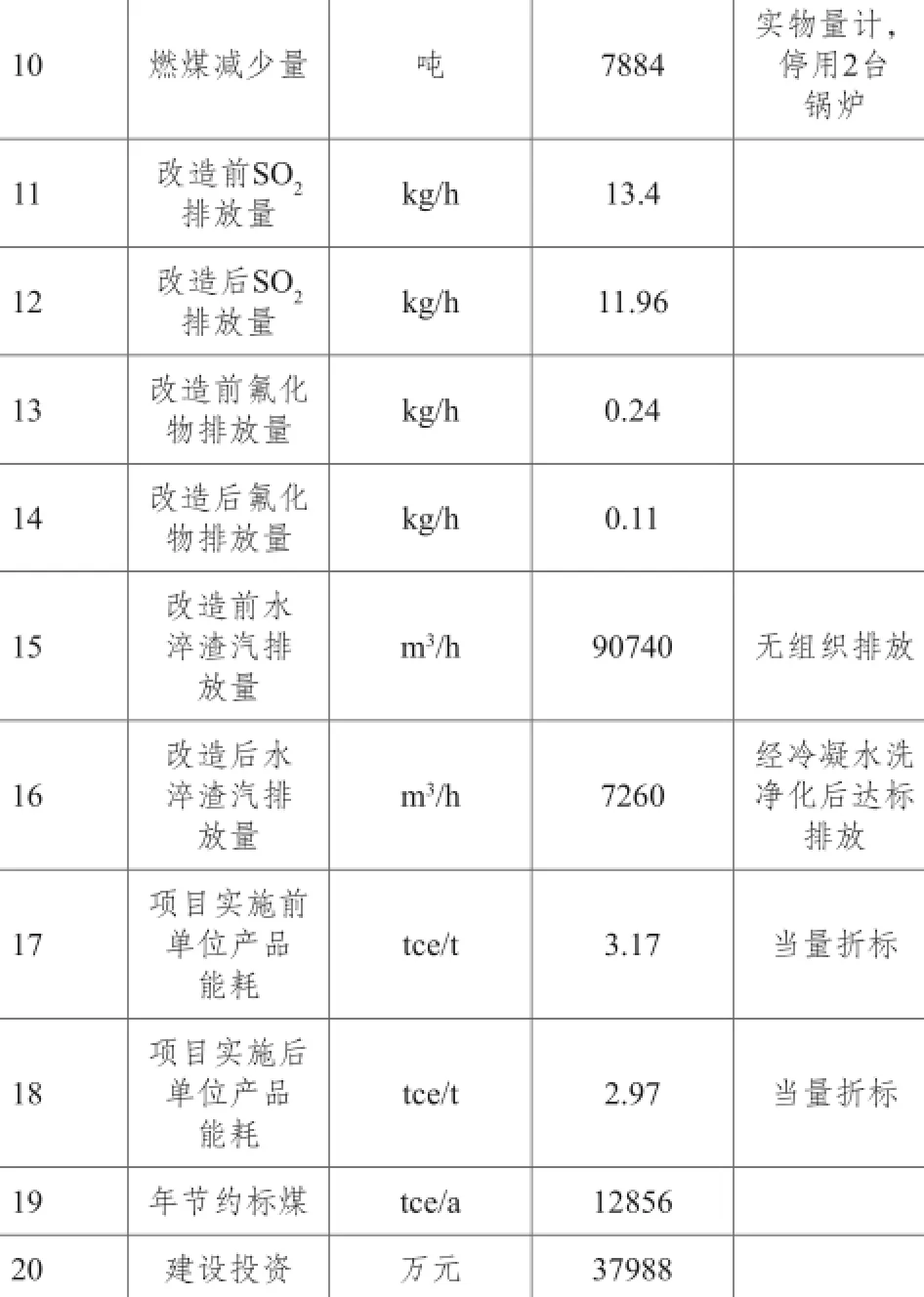
实物量计,10 燃煤减少量 吨 7884停用2台锅炉11 改造前SO2kg/h 13.4排放量 12 改造后SO2kg/h 11.96排放量 13 改造前氟化kg/h 0.24物排放量 14 改造后氟化kg/h 0.11物排放量 改造前水15淬渣汽排m3/h 90740 无组织排放放量改造后水 经冷凝水洗16淬渣汽排m3/h 7260净化后达标放量 排放项目实施前17单位产品tce/t 3.17 当量折标能耗项目实施后18单位产品tce/t 2.97 当量折标能耗19 年节约标煤 tce/a 12856 20 建设投资 万元 37988
4.结语
清洁生产技术项目实施后,虽然取得了较好的经济效益和社会效益,但也存在技术风险,主要表现为:如何确保尾气回收系统中控制体系的灵敏性、精准性、稳定性,保证磷炉操作压力稳定,避免事故发生,完善应急方案;粒化淬渣塔缓冲能力有限,一旦离心脱水机发生停运事故,将发生粒化塔漫渣或爆炸事故。利用现有部分淬渣池作为熔渣应急收集池,一旦发生上述设备故障,可将熔渣迅速引流到该收集池内,以免出现漫渣事故。随着环保要求的提高,环保工作的好坏对企业生成起着决定性作用,而清洁生产技术水平对黄磷企业的发展起到不可估量的作用,特别是黄磷尾气的综合利用。企业要加强设备、仪表的维护和管理,确保设备、仪表安稳运行,不断完善和提高清洁生产技术水平,使企业获得更好的经济效益和社会效益。
[1] 江善襄主编.磷酸、磷肥和复混肥料. 化学工业出版社.
[2]中石化南京工程有限公司.云南弥勒磷电化工有限公司环境综合治理及清洁生产技术改造提升项目可行性研究报告.
[3]昆明理工大学设计研究院.云南弥勒县磷电化工有限责任公司28000米3/时黄磷尾气净化工程可行性研究报告.
张国荣(1975~),男,红河州节能监察支队,研究方向:化工生产技术。
(责任编辑李燕)
Application of Cleaner Production Technology of Yellow Phosphorus Production Enterprises
Zhang Guorong
(Honghe Prefecture Energy Conservation Inspection Detachment, Yunnan, 661100)
Yellow phosphorus production is the high-pollution and high energy consumption industry and the phenomenon of‘smoke swirling, flames lit up the sky’ has become the symbol for China's most yellow phosphorus industries. Under current situation of energy intensity, serious environmental pollution and severe energy conservation and emissions reduction, achieving the goal of cleaner production, energy saving and emission reduction for yellow phosphorus industries is of great significance on the sustainable development of industry.
yellow phosphorus;cleaner production;technology
T
A
猜你喜欢
价值工程(2022年26期)2022-09-26
山东冶金(2022年4期)2022-09-14
建材发展导向(2022年12期)2022-08-19
金属加工(热加工)(2020年12期)2020-02-06
四川水泥(2019年6期)2019-08-12
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
化工管理(2017年34期)2017-12-08
资源再生(2017年4期)2017-06-15
无机盐工业(2017年1期)2017-03-11
