PLC自动控制在液体混合搅拌装置上的应用
2016-04-07 07:48:30陈冬鸥
职业技术 2016年2期
陈冬鸥
(广东省机械高级技工学校,广州 510450)
PLC自动控制在液体混合搅拌装置上的应用
陈冬鸥
(广东省机械高级技工学校,广州 510450)
摘要:随着科学技术的迅猛发展,PLC自动化控制在各个方面受到广泛的应用。本文以液体混合搅拌装置为例,针对原有方法如全人工操作式液体混合或继电器半自动化控制系统中存在的不足,提出一种基于西门子S7-200PLC的液体混合控制系统的设计思路。给出了硬件设备型号的选择、外部接线图、PLC控制系统的I/O分配表、生产流程图及梯形图程序,通过实践应用说明了PLC自动控制的优点。
关键词:液体混合搅拌装置;西门子S7-200 PLC;PLC自动控制;优点
0引言
各种工业自动化伴随着经济的发展和社会的进步不断地升级,其中液体混合加工,是其中最为常见的一种。在炼油、化工、制药等行业中,多种液体混合是必不可少的工序,也是其生产过程中十分重要的组成部分。在工艺加工初期,产品一直都是在人为的操作下把多种原料在合适的时间和条件下进行顺序加工,但一来在这些行业中液体混合的多为易燃易爆、有毒有腐蚀性的介质,现场工作环境十分恶劣,不适合人工现场操作;二来人员过多配合度不够,生产的产品不够精确,安全隐患大又增加了系统故障的可能性,从而影响了产品的质量和生产效益。中期随着继电器的广泛应用,很多企业对其中的顺序控制或逻辑运算控制进行改造,降低了工人操作的危险性,提高了产品的性能。但尽管如此,半自动化控制也难以保证实现生产过程中混合精确、控制可靠、系统故障反馈等要求,因而本文主要结合现代新技术——可编程控制器的应用,完成液体混合搅拌装置的控制系统设计,帮助各相关行业,特别是中小型企业实现多种液体混合的自动控制,从而实现液体混合的自动配料和加工。
本文以在一种液体混合搅拌装置上的PLC设计为例,主要阐述 PLC自动控制对液体混合搅拌装置的硬件设计和软件设计。其中硬件设计中利用西门子S7-200 PLC、接触器、断路器、液位传感器、电磁阀、温度传感器等组成了硬件控制电路。而软件设计包括输入/输出分配表、程序流程图的编写等,最后结合硬件进行调试。
1液体混合搅拌装置的控制要求
液体混合搅拌装置示意图如图1所示,实现对四种不同的液体进行混合搅拌,分为单周运行和循环工作两种模式,其工作过程是利用在不同的液面高度启动不同的电磁阀将不同的液体注入到容器中,当达到对应的高度时打开搅拌电动机进行搅拌并加热,最后放料。

图1 液体混合搅拌装置示意图
具体控制要求如下:
1.1初始状态
液体混合搅拌装置投入运行时,所有电磁阀处于关闭状态,容器放空,两个搅拌电动机停止工作,加热器电源断开。
1.2启动操作
按下启动按钮后,液体混合搅拌装置按下列规律运行:
(1)进口阀1、2打开,液体注入;当液面到达液位L1时,1号搅拌电动机启动;
(2)当液面高度达到液位L2时,进口阀1、2关闭,同时打开进口阀3、4;
(3)当液面注入高度达到液位L3时,进口阀3、4关闭,同时2号搅拌电动机启动,浸没式加热器接通电源开始加热;
(4)当液体温度达到设定值时,温度传感器有感应信号输出,加热器停止加热,同时1、2号搅拌电动机停止搅拌,出口阀打开,开始放料。
(5)当液面下降至低于液位L1时,计时10S后出口阀关闭,一个周期结束。如果选择循环工作模式,接着开始从第1步循环操作。
1.3停止
按下停止按钮时系统不会立即停止工作,而会在完成当前循环周期剩余步骤后停止运行。
1.4急停或报警
当系统发生故障时或按下急停按钮时,报警灯闪烁,立即停止混合系统的运行。
2液体混合搅拌装置的硬件设计与设备选择

图2 PLC硬件接线图
实现上述控制功能的PLC自动控制硬件电路如图2所示。在该电路图中搅拌电动机的型号为Y90S-6/0.75kW,电动机的额定电流约为1.5A,根据各硬件设备选用原则,结合该装置所处的环境,为此在主电路中选用型号为CJX1-9/22、线圈电压220伏的接触器、型号DZ47-63的断路器、型号RT18-32的熔座、型号JR36-20的继电器。根据液体混合搅拌器的控制要求CPU设备采用西门子S7-200中继电器型的CPU 226 CN AC/DC/RLY,与其他相关设备如光电传感器、PT100温度传感器、VF4-25型的电磁阀等配合使用。S7-200通过自带RS485物理接口与计算机连接,实现计算机与可编程序控制器的通信。
3液体混合搅拌装置的软件设计
3.1根据生产流程可编写可编程序控制器的输入、输出分配图如表1所示。

表1 I/O分配表
3.2根据液体混合搅拌装置运行的工作顺序,以及I/0分配表,可编制搅拌装置的PLC控制流程图如图3所示。
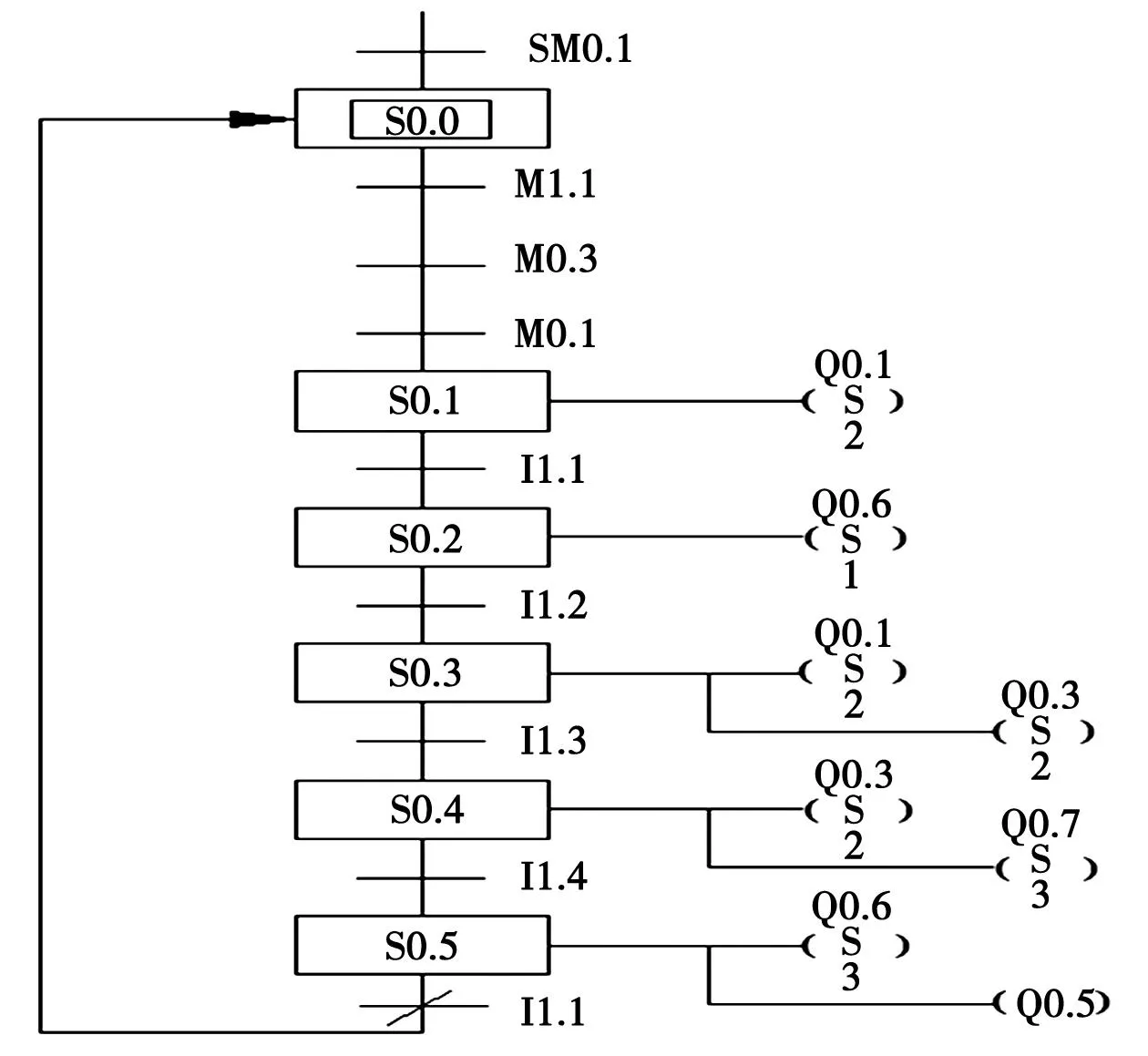
图3 搅拌装置的程序流程图
4结语
本设计主要阐述了多种液体混合搅拌装置的自动控制,实现液体混料、加工的全过程。其在实践中证明系统运行稳定可靠,准确性高,减少劳动力的同时也提高了产品的质量,保证了生产的效益。这也正是PLC自动控制的优点。技术不断地在更新,更多地企业除了引入PLC自动控制外,更是利用PLC强大的通信能力增加了现场监控、及系统故障反馈的功能。这也鞭策着我不断地学习、进步,成为与时俱进的人!
参考文献:
[1]刘国江.片机控制混合搅拌器[J]商业文化,2007.06.
[2]刘红平. 液体混合装置中PLC的应用[J]电子世界,2013.01.
[3]贾玉芬.顺序控制继电器指令在液体混合装置中的应用[J]张家口职业技术学院学报,2010.03.
[4]辛峰杰. 液体混合装置的自动控制系统研究[J]网络财富,2010.11.
[5]李峰,傅龙飞.基于S7-200 PLC的液体混合自动控制系统[J]甘肃科技,2010.02.
[6]马晓娜,于桂军,王智勇. 西门子S7-200 PLC在液体混合控制系统中的应用[J]自动化技术与应用,2010.09.
(编辑赵欣宇)
The Application of PLC Automatic Control into Liquid Mixing Stirring Device
CHEN Dongou
(Guangdong Machinery Technician College,Guangzhou 510450, China)
Abstract:With the rapid development of science and technology, PLC automatic control is widely used in every aspect. Exampled as liquid mixing stirring device, aiming at the defects of original method such as total artificial operation type liquid mixing or relay semi-automatic control system, this paper puts forward the design thought based on Siemens S7-200 PLC liquid mixing control system. Gives the hardware equipment type selection, external wiring diagram, PLC control system I/O allocation table, production flow chart and ladder diagram procedure. Practical application shows the advantages of PLC automatic control.
Keywords:liquid mixing stirring device; Siemens S7-200 PLC; PLC automatic control; advantages
中图分类号:G712
文献标识码:B文章编码:1672-0601(2016)02-0096-03
作者简介:陈冬鸥(1989-),女。学士学位,助理讲师。主要研究方面:机电一体化及自动控制。
收稿日期:2015-11-21
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:12
阅读(科学探秘)(2019年4期)2019-06-19 01:13:34
测控技术(2018年9期)2018-11-25 07:45:00
石油化工自动化(2018年5期)2018-11-14 02:34:30
电子测试(2018年6期)2018-05-09 07:31:47
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
汽车维护与修理(2015年2期)2015-02-28 12:15:41
河南科技(2014年14期)2014-02-27 14:11:57
科技传播(2012年10期)2012-06-06 09:46:22