
数控编程中工艺处理的基本原则和技术要点
2016-03-22 07:38刘野
时代农机 2016年1期
刘 野
(锦州师范高等专科学校,辽宁锦州 121000)
数控编程中工艺处理的基本原则和技术要点
刘野
(锦州师范高等专科学校,辽宁锦州121000)
摘要:数控车床的使用大大提高了生产效率、降低了生产成本。数控编程的基本原则是:先粗后精、先内后外、先近后远、精炼程序及走刀线最短。技术要点是:做好编程准备及加工工艺方案确定,合理选择走刀路线及切削用量。
关键词:数控编程;工艺处理;基本原则;技术要点
1 数控编程中工艺处理的基本原则
(1)应先粗后精地进行加工。数控车床的加工步骤一般有粗加工、半精加工和精加工。在设计切削加工的过程中,应遵循先粗后细的原则,这样可以在加工的初始阶段就将毛坯的加工余量在较短时间内去掉,然后再换刀进行半精加工,以在保证质量的基础上提高效率。比如,针对圆弧处余量较多的工件,可以在过渡性工序时采用半精加工,以控制精车的精度,然后一次性走刀完成精加工。值得注意的是,应仔细考虑加工时刀的进退路线,尽量减少刀具在轮廓处切入、切出或停顿时由于切削力突然变化而留下的刀痕。而对于容易变形的零件,应将粗精加工的工序分开设计,并及时在粗加工完成后进行校正。
(2)应先内后外地进行加工。为防止加工出现失误,改善加工条件,对于有内腔的工件应采取先加工内型内腔,再进行外形加工的顺序。
(3)应先近后远的进行加工。为了提高数控车床的加工效率,应先从离刀具起点较近的部分开始加工,再进行离刀具起点位置较远部分的加工,以缩短刀具的移动距离,减少空走刀次数,提高数控车床的加工效率,保证了工件的质量。
(4)应尽量精炼数控程序。为了降低数控程序的错误率,提高程序检查和修改的效率,应在保证加工效率和质量的基础上,精炼程序大小,使程序尽量简洁明了。
(5)应尽量设计较短的走刀线。在加工前,应在保证加工效率和质量的基础上设计出尽量更短的走刀路线,这主要体现在粗车加工和空运行走刀路线两方面。较短的走刀路线可以减少数控车床的磨损,提高加工工件的效率。
2 编程准备及加工工艺方案确定
(1)做好数控编程的准备工作。磨刀不误砍柴工,优秀的数控编程工艺处理需要进行全面的准备工作。现在的数控编程一般通过CAD/CAM完成,设计人员需尽量全面掌握这两个软件的功能。同时设计人员还需收集有关信息:加工零件的相关信息,如材料、精度要求等;机床的原点位置、各坐标的形成和运动干涉区以及自动换刀装置的运动方式和需要使用的空间、夹具和工件的安装位置等;机床主轴的转速范围;机床加工的特点和机床操作方法;现有的刀具及性能;切削加工工艺的有关知识等相关信息。从一定角度上讲,设计人员收集的信息越丰富,在数据编程中加工的工件质量越能得到保证。
(2)合理确定加工方案及工艺路线。设计人员应根据工件的几何形状特点及技术要求选择合适的加工设备,比如数控车床应保证相关技术要求以能够加工出合格的产品,并尽量满足较高的生产效率和较低的生产成本两个要求。设计人员还应根据加工工件的精度和表面粗糙度的不同设计出满足要求的加工方案。
(3)确定划分工序与加工路线。划分工序与加工路线的制定对加工质量和经济效益的影响非常大,应基本保证工序相对集中、工艺路线最短、机床停顿和辅助的时间最少三个方面。其次,在进行工序与加工路线的设计时,还应时刻注意这三个因素:首先,由于数控车床加工精度较普通机床高,但数量比普通机床少。所以,为了提高加工效率,需尽量在普通机床上完成工件的大切削量粗加工,而且在加工时需使加工路线沿顺时针方向,以减少表面粗糙度。其次,在数控机床使用中尽量减少对刀和换刀的次数,在一次装夹中进行工件多个部位的加工。因为在加工中的停顿时,会改变切削力,导致在停顿处会留下凹痕,比如在二维轮廓加工时比较明显。除此之外,在轮廓加工时应尽可能采用圆弧进退刀的方式。最后,依然需要强调加工路线最短的重要性,这对加工质量及生产效率非常重要,更保证了批量生产时的质量。
3 走刀路线及切削用量的选择
(1)合理选择走刀路线。走刀路线指数控加工中刀具相对与被加工工件的运动路线,走刀路线应满足三个要求:一是保证工件的加工精度及表面粗糙度;二是减少空走刀路线,选取最佳方法以尽量缩短走刀路线;三是减少程序编程量,以便于数值计算。比如在切削轮廓零件时,刀具应沿着工件切线方向切入切出,尽量避免径向方向的走刀停顿。图1为曲面加工走刀路线的示意图。
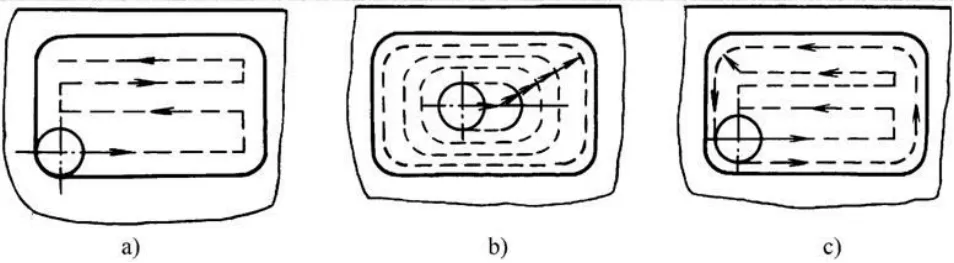
图1 曲面加工走刀路线
(2)选择合适的切削用量。切削用量的选择需要考虑切削深度、切削宽度、切削速度及进给速度等因素,需要仔细根据说明书提供的参量来确定。切削深度一般用t表示,t相当于加工余量,这一般为提高生产效率的有效措施。需要注意的是为了半精加工及精加工时提高工件的加工精度和减少表面粗糙度,一般应保留一些适当的余量。切削宽度L与刀具直径d成正比,而与切削深度t成反比,这都是为了保证切削余量。在这些参数中,最重要的一个就是切削速度V,提高V也是提高生产效率的一个关键策略,而且V直接关系到刀具的耐用度。随着V的提高,刀具耐用度会急剧下降,所以应根据刀具耐用度和加工零件的硬度来选择适当的V。比如用立铣刀切削合金钢和铝合金时,由于合金钢比铝合金硬度大,所以前者的V仅为8m/min,而后者竟达到200m/min每分。
参考文献
[1]韩式国,赵军,陈晓晓,等.数控编程技术及其典型应用研究[J].组合机床与自动化加工技术,2012,(3):100-103.
[2]赵玉刚,张健,于光伟,等.浅析数控加工中的过切现象及应对策略[J].机床与液压,2011,39(12):18-19,21.
[3]李谟树.电饭煲面盖模具整体式型腔的数控编程与加工[J].机械工程师,2011,(7):86-89.
The Basic Principles and Main Technical Points of Processing Treatment in CNC Programming
LIU Ye
(Jinzhou Teacher's Training College,Jinzhou,Liaoning 121000,China)
Abstract:The application of the numerical control lathe improves the production efficiency greatly,and reduces the production cost.The basic principles of numerical control programming arediscussed,and puts forward some main technical points on the practical production,such as making preparation for programming and processing plan,choosing reasonable tool path and cutting condition.
Key words:CNC programming;process treatment;basic principle;technical point
作者简介:刘野(1979-),男,辽宁锦州人,硕士研究生,讲师。
收稿日期:2015-12-09
中图分类号:TG659
文献标识码:A
文章编号:2095-980X(2016)01-0072-02
猜你喜欢
科学与财富(2016年18期)2016-12-22
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
新一代(2016年15期)2016-11-16
人间(2016年27期)2016-11-11
数字技术与应用(2016年9期)2016-11-09
企业导报(2016年6期)2016-04-21
