
数控加工工艺过程及典型零件工艺分析
2016-03-22 07:38:09徐良
时代农机 2016年1期
徐 良
(1.江苏省高淳中等专业学校,江苏南京 211300;2.南京广播电视大学高淳分校,江苏南京 211300)
数控加工工艺过程及典型零件工艺分析
徐良1,2
(1.江苏省高淳中等专业学校,江苏南京211300;2.南京广播电视大学高淳分校,江苏南京211300)
摘要:数控技术的发展与应用,给机械制造业带了革命性的变化,使机械工业开始朝着高效率、高精度和低能耗的方向发展。数控机床加工的要点是:一要做好被加工工件的图样分析与加工工艺分析;二要根据工件技术参数要求和数控加工工序的相关技术规定进行编制加工工艺程序,以先进加工工艺配套先进设备才能确保加工的高质量和高效率。
关键词:机械制造;数控加工;加工工艺
数控技术的发展与应用,使机械制造业产生了革命性的改变。与传统制造设备和工艺相比,数控加工具有效率高、精度高的特点,但也存在一定的局限性,需要配合相应的先进加工工艺才能够充分发挥优势。
数控加工工艺的主要特点
数控加工工艺是伴随着数控加工设备技术的发展而不断发展完善起来的。与传统的加工工艺相比,数控加工工艺具有以下几个方面的特点:首先,数控加工工艺具有很高的柔软性,能够根据零件结构的特点相应的改变生产程序,确保不同类型、形状零件的制造需求,传统工艺制作过程要根据不同形状的零件而制造大量的夹具和刀具,以致消耗大量的人力物力财力。其次,数控加工工艺的精度很高,能够在加工过程中一次定位,并且在同一个时间段内完成多个加工工序,这样能够减少因重复定位产生的误差。其三,数控加工工艺具有很高的生产效率,与传统的加工机床相比,数控加工机床的刚性很高,工序比较集中,在确保生产质量的同时能够提高生产效率,在制造业中的应用具有很高的经济效益。
2 机械零件数控加工操作工艺过程
(1)数控加工操作路线。按照数控加工工艺相关研究和实践经验,零件数控加工工艺一般包括粗加工、半精加工、精加工和光整加工等几个阶段。其中粗加工的主要目的是按照零件大体形状将不需要的多余部分进行切除,让原始加工材料在大体尺寸上接近零件设计成品。而半精加工的主要目的是在粗加工的基础上促使工件尺寸接近图纸技术要求,为下一步的精加工奠定良好的基础。进入到精加工阶段就是按照零件参数要求促使工件表面达到规定的要求。光整加工的目的是针对零件加工品质要求较高的表面进行进一步的完善,确保零件数控加工效果。
(2)选择和安装数控夹具、刀具。按照零件生产数量的不同,单件或者是小批量的零件生产时需要考虑组合夹具、通用夹具或者是可调夹具的使用,但是在大量生产某种零件的时候,需要选用专用的夹具和刀具,并且要确保夹具和刀具安装的准确性,在工件和机床坐标系尺寸关系协调上要做好相应的工作。需要特别指出的是,在数控夹具和刀具的选择过程中,要根据零件的实际需求进行确定,安装的过程除了要考虑到刀具类型和精度外,还要根据数控机床零件安装的相关要求进行安装。刀具要与需要切割零件的本身相贴合。
(3)编程数控走刀路线。数控走刀路线编程是否科学直接关系到零件加工的质量,为了确保零件加工质量,还要对走刀路线的长短进行控制,一般情况下,为了确保数控加工的经济效益,需要对走刀路线进行尽可能的缩短。走刀路线越简单,零件的加工质量和加工效果越好,这是因为走刀路线简单、编程设计较少,走刀的次数也相应的较少,这样能够最快、最简单、最精确的完成走刀编程。需要注意的是,在数控车床的加工工艺过程中,要对车床的工艺进行相应的编程,编程依据除了加工零件的相关参数以外,还要严格遵守数控车床加工程序的相关要求,这样设计出来的程序和编程才能够符合零件数控加工工艺需求。
3 典型零件数控加工工艺分析
(1)典型零件图样分析。在利用数控加工工艺进行零件生产加工的时候,首先要对零件的图样进行分析。以图1所示的典型轴类零件为例,根据图样可以看出,该零件结构主要由内外圆柱、椭圆弧、沟槽和螺纹等组成的,尺寸数值标注较为完整,并且零件的轮廓描述十分清晰,在热处理和硬度方面没有特殊要求。根据零件分析结果,在编程的时候相关数值只需要取零件基本尺寸就可以。
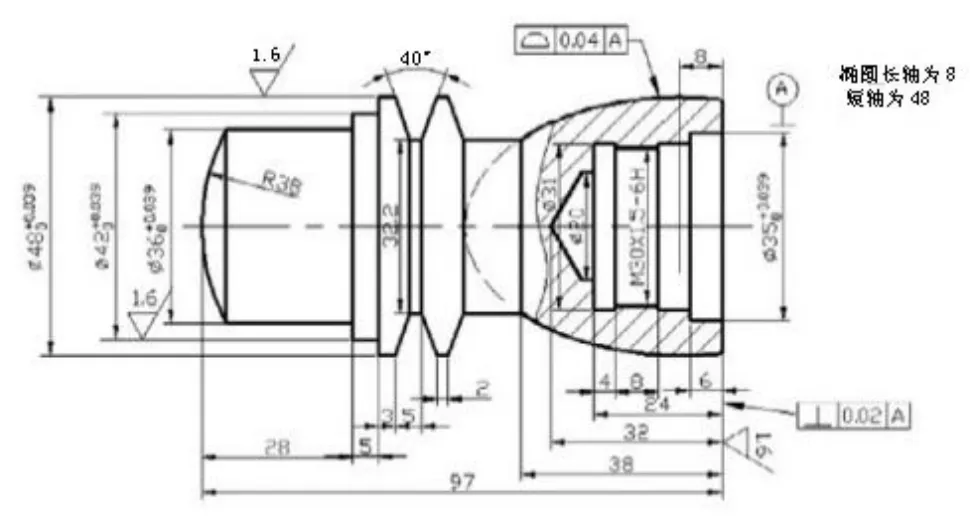
图1 典型的轴类零件图
(2)零件加工工艺分析。该零件的加工工艺主要从以下几个方面开展。其一,要对零件的定位基准和装夹方式进行确定。由于该零件是以椭圆形状为主的,因此在选择零件的外圆作为定位基准,这样能够确保零件外圆的加工精度,以右面为定位基准能够确保零件各个轴向的尺寸。通过这种定位,能够实现零件工序基准、定位基准和编程原点的统一,并且能过实现便利的对刀操作。在夹具的选择方面,要将零件加工过程中需要的全部表面在一次装夹过程中全部加工完成,根据该零件的特点,零件的左右端都可以采用三爪自定心卡盘夹紧装置进行装夹。其二,要做好零件加工顺序的安排工作。“由粗到精、由近到远”是确定零件加工顺序的节本原则,该零件的结构特征决定了在两次装夹完成后,按照先加工左侧的外圆、T型沟槽,然后在加工零件的内孔、内槽,最后是加工零件的椭圆面。其三,合理选择加工刀具。由于该零件是45号钢,因此应当选择硬质合金刀具才能够保证加工质量。该零件使用的刀具类型有外圆粗车刀、内外切槽刀以及内螺纹刀等相关刀具。其四,零件切削用量的确定。零件的不同部位切削用量是不同的,例如轮廓粗车选用的切削用量是1mm,而精车的切削用量确定为0.5mm。
参考文献
[1]潘建新,周小红.典型零件数控加工工艺分析[J].机电工程技术,2010,(8):130-133+202.
[2]郑伟.典型零件的数控加工工艺及编程研究[J].长春师范学院学报,2013,(2):40-42.
[3]郭微,李学飞.典型零件数控加工工艺制定[J].机电产品开发与创新,2012,(2):160-161+164.
[4]高红娟.典型零件数控加工工艺分析[J].硅谷,2014,(21):79-80.
[5]王力,裴红玉.典型零件的加工工艺及其优化[J].科技资讯,2014,(1):40.
Processing Process of NC Machine and Typical Components Processing Analysis
XU Liang1,2
(1.Jiangsu Gaochun Polytechnic School,Nanjing,Jiangsu 211300,China;2.Nanjing Radio and TV University of Gaochun Campus, Nanjing,Jiangsu 211300,China)
Abstract:The development and application of the numerical control machine technology has brought a revolutionary change to the manufacturing industry,guiding it towards the orientation of high efficiency,high precision and low energy loss.The key points of numerical control processing are:Firstly,do well analysis of processing parts and technology.Secondly,form process processing procedure according to technical parameter requirements to make sure the quality and efficiency of the processing.
Key words:machinery manufacturing;numerical control processing;processing technology
作者简介:徐良(1975-),江苏南京人,大学本科,高级讲师。
收稿日期:2015-12-22
中图分类号:TG659
文献标识码:A
文章编号:2095-980X(2016)01-0024-02
猜你喜欢
科教导刊(2016年28期)2016-12-12 06:46:52
科技创新与应用(2016年31期)2016-12-03 05:41:28
商情(2016年39期)2016-11-21 09:52:03
科技资讯(2016年18期)2016-11-15 20:12:18
中国科技博览(2016年19期)2016-10-19 13:03:52
中国市场(2016年36期)2016-10-19 04:14:26
科学与财富(2016年28期)2016-10-14 19:49:55
科学与财富(2016年28期)2016-10-14 19:19:33
科学与财富(2016年28期)2016-10-14 01:16:06
企业导报(2016年13期)2016-07-19 18:13:09
