2 mm不锈钢SUS301L-HT光纤激光对接工艺研究
2016-03-18 10:18:46龚兴华戴忠晨付宁宁金文涛王凯杰王春明
造船技术 2016年1期
龚兴华, 唐 舵, 朱 伟, 戴忠晨, 付宁宁, 金文涛, 夏 宁, 王凯杰, 王春明
(1.南京南车浦镇城轨车辆有限责任公司, 江苏 南京210031; 2. 华中科技大学 材料成形与模具技术国家重点实验室, 湖北 武汉 430074)
2 mm不锈钢SUS301L-HT光纤激光对接工艺研究
龚兴华1, 唐舵2, 朱伟1, 戴忠晨1, 付宁宁1, 金文涛1, 夏宁1, 王凯杰2, 王春明2
(1.南京南车浦镇城轨车辆有限责任公司, 江苏 南京210031; 2. 华中科技大学 材料成形与模具技术国家重点实验室, 湖北 武汉 430074)
摘要本文进行了2 mm不锈钢SUS301L-HT光纤激光对接的工艺研究,得出了激光功率、焊接速度和离焦量三个重要参数对焊接质量的影响规律。保证焊缝成形与否是对2 mm SUS301L-HT光纤激光对接焊缝强度影响的最主要因素,其焊接的工艺适应性较好。
关键词不锈钢SUS301L-HT光纤激光焊接工艺参数焊接质量
Study on the Process of 2 mm Stainless Steel SUS301L-HT Fiber Laser Butt Welding
GONG Xing-hua1, TANG Duo2, ZHU Wei1, DAI Zhong-chen1, FU Ning-ning1,JIN Wen-tao1, XIA Ning1, WANG Kai-jie2, WANG Chun-ming2
(1.CSR Nanjing Puzhen Rolling Stock Limited Liability Company, Nanjing Jiangsu 210031, China;2.State Key Laboratory of Material Forming and Mould Technology, Huazhong University of Science and Technology, Wuhan Hubei 430074, China)
AbstractIn this paper, the process of 2 mm stainless steel SUS301L-HT fiber laser butt joint is studied. Then come out the effect law of three important parameters of laser power, welding speed and defocusing amount on welding quality. It is found that the most important influence of the SUS301L-HT on the strength of the fiber laser butt welding seam is to guarantee the weld formation and the welding process is better.
Keywords Stainless steel SUS301L-HTFiber laser weldingProcess parametersWelding quality
0引言
SUS301L系列不锈钢是专门应用于车辆的不锈钢材料,该系列的不锈钢具有耐腐蚀性佳、强度高、焊接性能优异、易冷加工等特点,是非常合适的车体不锈钢材料,目前已成为日本国内外城轨车体的主流材料之一[1]。
目前用于奥氏体不锈钢焊接的焊接方法较多,主要有TIG焊、MIG焊、电阻电焊和激光焊等[2]。普通的TIG焊存在焊缝熔深小、熔敷率低、生产效率低等缺点; MIG焊可对厚板进行焊接,可进行全位置焊接,且敷效率高,由于需要填丝,对电弧的稳定性和熔滴过渡的稳定性有较高的要求;电阻电焊存在焊缝密封性不良等问题;激光焊接可以很好地克服传统焊接方式已存在的缺陷与不足。
20世纪70年代开始出现关于激光焊接的报道,众多学者也开始对激光焊接展开研究,近些年来激光焊接得到了迅速的发展与应用。目前已在航空航天、武器制造、船舶制造、汽车制造、压力容器制造、民用及医疗等多个领域被广泛应用[3]。这主要是由于激光焊接具有焊接效率高、焊缝深宽比大、焊缝热影响区小、可对异种材料进行焊接、易于实现焊接自动化等特点[4],这相对电弧焊、电阻焊等传统焊接方式有不可比拟的优越性。目前国外已成功研发出了高功率的光纤激光器,相比于传统激光器,光纤激光器具有光电转换效率高、波长短、光束质量好、输出功率高等优点,已在欧美发达国家的汽车、船舶、航空等工业领域得到了广泛应用[5]。
本文将开展2 mm 301L-HT不锈钢光纤激光对接的焊接工艺研究。研究各个工艺参数对对接焊缝成型质量的影响。
1实验材料及条件
1.1实验材料
实验中用到的材料是2 mm的SUS301L-HT奥氏体不锈钢,其成分如表1所示。在室温下,SUS301L系列不锈钢冷加工性能较好,但屈服强度和抗拉强度都不高。这种材料经过了形变强化后,强度会显著提高,这是由于在形变过程中产生了一定量的形变马氏体的缘故。

表1 SUS301L的化学成分 单位:wt%
通过控制延伸率的大小(0%~23%)可获得LT、DLT、ST、MT、HT五种强度级别的材料,SUS301L-HT实际测得其抗拉强度为1 050 MPa。
1.2实验条件
实验采用IPG 4000光纤激光器,如图1所示。该激光器的最大输出功率为4 kW,激光通过光纤传输经焊接头聚焦,焦长为250 mm,焦点直径0.3 mm,激光波长为1.07 μm。实验用的焊接机器人为ABB IRB4400/60机器人,如图2所示。机器人的额定负载是60 kg,重复精度是0.07 mm。
在焊接之前,对试样的焊接位置用砂纸打磨,再用丙酮进行清洗,以除去试样表面的氧化物和其他污物。

图1 IPG 4000光纤激光器 图2 ABB机器人
2实验结果与讨论
2.1激光功率对焊缝质量的影响
研究激光功率对焊缝质量的影响时主要参数为:焊接速度3.0 m/min,激光离焦量+4 mm,保护流量25 L/min,激光功率取3 000 W、3 250 W、3 500 W、3 750 W和4 000 W五组。实验结果如表2所示。

表2 不同激光功率焊接下的焊缝形貌
从表2中可以看出,在不同激光功率下,焊缝正面成形均比较稳定。在功率为3 000 W时由于热输入过小,没有形成完全熔透的对接焊缝,当激光功率超过3 250 W时,焊缝背面成形均匀稳定。
图3是焊缝熔宽随激光功率的变化曲线。功率超过3 250 W时,焊缝熔宽之间的差别较小,在激光功率为3 000 W时,此时热输入虽相对较小,但焊缝熔宽反而大。这是因为在激光功率为3 000 W时,焊缝未完全焊透,较多的激光能量集中在焊缝内部,因而有利于焊缝熔宽的变宽。由此可见在焊缝焊透的情况下,激光功率变化范围不大时,焊缝熔宽的变化随激光功率的变化不大,焊缝未焊透在一定程度上有使焊缝熔宽增大的趋势。
激光功率对焊缝强度的影响如图4所示。当激光功率为3 000 W时,由于焊缝没有完全焊透,焊缝有效承载面积相对于焊透焊缝有一定程度的减小。因此焊缝强度在功率为3 000 W时较小,而在功率超过3 250 W时,焊缝强度均达到975 MPa以上,超过母材的92%。因此可以得出结论,进行2 mm不锈钢SUS301L-HT的激光对接时,只要保证焊缝的良好成形,就可以使焊缝强度得到保证。

图3 激光功率对焊缝熔宽的影响 图4 激光功率对焊缝强度的影响
2.2焊接速度对焊缝质量的影响
研究焊接速度对焊缝质量的影响时主要参数设置为:激光功率3 500 W,激光离焦量+4 mm,保护气流量25 L/min,焊接速度变量设置2.4 m/min、2.7 m/min、3.0 m/min、3.3 m/min和3.6 m/min五组。

表3 不同焊接速度焊接下的焊缝形貌
不同焊接速度焊得的试样焊缝形貌如表3所示。焊接速度为2.4 m/min时,由于热输入较大,焊缝出现了一定程度的下凹。焊接速度为3.6 m/min时,焊缝处于临界焊透状态,熔透不充分。在焊接速度为2.7 m/min、3.0 m/min和3.3 m/min时焊缝成形良好,没有发现任何缺陷。

图5 焊接速度对焊缝熔宽的影响 图6 焊接速度对焊缝强度的影响
焊缝熔宽随着焊接速度的增大而减小,如图5所示。焊接速度增大,焊接线能量减小,焊缝熔化量减小,因而使得焊缝的熔宽变小。
焊接速度对焊缝强度影响的变化曲线如图6所示。在焊接速度大于2.4 m/min,小于3.6 m/min时,焊缝强度差别不大,均超过975 MPa,在母材强度的92%以上。而在焊接速度为2.4 m/min时,焊缝强度为957 MPa;焊接速度为3.6 m/min时,焊缝强度为909 MPa,这在很大程度上是由于在这两个焊接速度下,焊缝成形存在一定缺陷所造成。这也再次证明,对于2 mm301L-HT不锈钢进行激光对接时,只要保证焊缝的良好成形,就能保证焊缝的强度。
2.3激光离焦量对焊缝质量的影响
研究激光离焦量对焊缝质量影响时,主要参数设置为:激光功率3 500 W,焊接速度3.0 m/min,保护气流量25 L/min,离焦量变量设置为-4 mm、-2 mm、0、+2 mm和+4 mm。

表4 不同离焦量焊接下的焊缝形貌
实验结果如表4所示。焊缝表面成形在不同离焦量下有一定的区别,从表中可以看出,当采用负离焦时,焊缝表面成形不稳定,采用正离焦时,焊缝表面成形更稳定。这是由于负离焦时,焊接过程中,能量密度大的区域在焊缝内部,焊接时熔池的金属蒸汽蒸发更剧烈,熔池更易不稳定,因而焊缝表面成形出现一定的不稳定。
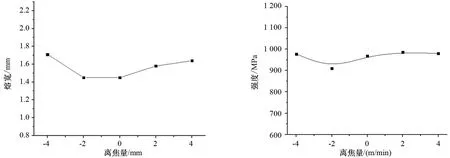
图7 离焦量对熔宽的影响 图8 离焦量对焊缝强度的影响
离焦量对焊缝熔宽的影响如图7所示。从图中可以看出,在离焦距离大时,焊缝的熔宽相对于离焦距离小时大。这是由于在离焦距离大时,作用在焊缝表面的光斑较大,有利于使焊缝表面熔宽增大。焊缝强度随离焦量的变化曲线如图8所示。当离焦量为-2 mm时,焊缝强度最低,仅为908 MPa,而在其他离焦量焊接时,焊缝强度超过了母材的91%。
2.4焊缝金相

图9 SUS301L-HT显微组织
图9为SUS301L-HT不锈钢母材的组织,由奥氏体晶粒构成。热影响区为焊缝区与母材过渡区域,HAZ与焊缝区域有一条明显的熔合线分开。图10中可以很清楚的看到熔合线,其右边有较窄的热影响区,焊缝中晶粒的结晶方向是垂直于熔合线而指向焊缝中心的。在焊接热源的作用下,热影响区的晶粒发生回复和再结晶并不断长大,晶粒尺寸具有粗大的趋势,且距离焊缝越近晶粒尺寸粗化越明显。热影响区组织不均匀,导致该区域的性能也不均匀,在承受载荷时往往成为接头性能薄弱环节。拉伸时大部分试样均断在热影响区就说明了这一点。图11为焊缝中心区,焊缝的柱状晶组织均匀,且柱状晶一直生长,直至焊缝两侧的柱状晶在焊缝中心相遇。 焊缝中心的组织主要由奥氏体组成,在奥氏体的晶界处存在少量的铁素体。

图10 焊缝热影响区组织图 图11 焊缝中心区组织图
3结论
(1) 综上所述,2 mm不锈钢301L-HT其激光对接的工艺范围较广,工艺适应性较好,不同激光功率下只要能保证焊缝的成形,焊缝强度则可以得到保证。
(2) 激光功率为3 000 W时,焊缝未能焊透,焊缝强度较低,激光功率超过3 000 W时,焊缝强度均超过母材的92%。在焊透的情况下,在一定的功率变化范围内,焊缝熔宽随功率增加变化不大;在功率相差不大时,未焊透时焊缝熔宽比焊透时有一定的增加。
(3) 焊接速度在2.7 m/min和3.3 m/min之间时,焊缝成形良好,焊缝强度达到母材强度的92%以上。焊接速度为2.4 m/min时,焊缝出现一定的下凹缺陷。焊接速度为3.6 m/min时,焊缝熔透不充分,在这两种情况下焊缝强度相对低一些。焊缝熔宽随着焊接速度的增大而减小。
(4) 负离焦焊得的焊缝其稳定性不如正离焦焊缝稳定性。离焦距离大,焊缝的熔宽有增大的趋势。
参考文献
[1]汤超.不锈钢车体激光焊接的工艺研究[D].武汉:电子科技大学,2012.
[2]陈庆雷.SUS30L奥氏体不锈钢激光焊接头组织与力学性能的研究[D].长春:吉林大学,2012.
[3]王家淳.激光焊接技术的发展与展望[J].激光技术,2001,1(25):48-53.
[4]陈武柱.激光焊接与切割质量控制[M].北京:机械工业出版社,2010.
[5]程齐君,欧耀辉,周水波,等.高功率光纤激光焊接工艺的探讨[J].焊接技术,2011,12(40):28-30.
中图分类号U671
文献标志码A
作者简介:龚兴华(1980-),男,工程师。主要从事轨道车辆、车体焊接工艺方面工作。
猜你喜欢
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30 02:33:28
山东冶金(2019年1期)2019-03-30 01:35:32
中国光学(2018年5期)2018-10-15 11:02:52
制造技术与机床(2018年9期)2018-09-19 06:48:36
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
大连理工大学学报(2017年6期)2017-11-22 10:00:02
滇池(2017年5期)2017-05-19 03:23:19