热输入对高氮钢光纤激光焊接接头气孔及组织性能的影响
2016-03-18 10:18:43徐娟娟王克鸿江俊龙杨嘉佳
造船技术 2016年1期
徐娟娟, 王克鸿, 彭 勇, 江俊龙, 杨嘉佳
(1.南京理工大学 材料科学与工程学院, 江苏 南京210094; 2.泰州南京理工大学研究院, 江苏 泰州 225300)
热输入对高氮钢光纤激光焊接接头气孔及组织性能的影响
徐娟娟1,2, 王克鸿1,2, 彭勇1, 江俊龙1,2, 杨嘉佳1
(1.南京理工大学 材料科学与工程学院, 江苏 南京210094; 2.泰州南京理工大学研究院, 江苏 泰州 225300)
摘要采用光纤激光对7 mm高氮钢进行焊接,研究了不同热输入对高氮钢焊接接头气孔及微观组织性能的影响。结果表明:随着焊接热输入的提高,焊缝中气孔数量呈现先减少后增加的趋势,当热输入为400 kJ/m 时几乎无气孔。高氮钢母材组织为奥氏体,部分以孪晶形式存在;焊缝组织为铸态细晶粒奥氏体组织,弥散分布部分CrN析出物;随着热输入的增加,热影响区宽度及晶粒尺寸明显增加。对比接头显微硬度值和力学性能可知,随着热输入的增加,焊缝及热影响区硬度值逐渐减小。拉伸试验断裂部位均为焊缝区,最高抗拉强度为971.4 MPa,达到母材强度的94.3%。
关键词激光焊接高氮钢热输入气孔微观组织力学性能
Effect of Heat Input on Stomatal Resistance and Mechanical Properties of High Nitrogen Steel Plate Laser Welding Joint
XU Juan-juan1,2, WANG Ke-hong1,2, PENG Yong1,JIANG Jun-long1,2, YANG Jia-jia1
(1.College of Materials Science and Engineering, Nanjing University of Science and Technology,Nanjing Jiangsu 210094, China; 2.Taizhou Research Institute of Nanjing University of Science and Technology, Taizhou Jiangsu 225300, China)
AbstractThis paper is carried out basing on the 7 mm high nitrogen steels fiber laser welding. The effect of heat input on stomatal resistance, microstructure and mechanical properties are researched. Results are as following: with the improvement of heat input, the number of stoma reduced but then increased later. when the heat input is 400 kJ/m, the stoma is almost disappeared. The high nitrogen austenitic stainless steel base metal is of austenite and part is in the form of twins. The weld is of cast fine austenite grains, partly dispersing Cr2N nitrides. Heat-affected zone width and the grain size increased significantly with the increasing of heat input. Comparing the micro-hardness and mechanical properties of different welding parameters, we can know that the hardness of the weld and heat-affected zone decreased with the increasing of heat input. Cleavage sites are all the weld zone during tensile test. The maximum tensile strength is 971.4 MPa, reaching 94.3% of the base material strength.
Keywords WeldingHigh nitrogen steelHeat inputStomaMicrostructure
Mechanical property
0引言
近年来不锈钢发展迅猛,导致了对镍的需求升高,寻求代替镍元素并同时获得较好力学性能和耐蚀性的元素成为行业人士研究的重点。
通常来说,高氮奥氏体不锈钢 (以下简称高氮钢)的氮含量超过0.4%,其主要利用N元素部分甚至完全代替合金元素Ni在室温甚至低温下获得单相奥氏体组织[1]。利用氮进行合金化具有很多优点[2~5]:(1) 与碳相比,氮为更加有效的固溶强化元素,同时可以促进晶粒细化;(2) 氮是强烈的奥氏体化形成元素,可以减少合金中的镍含量,降低铁素体和形变马氏体形成能力。
高氮钢之所以具有较好的性能大部分取决于较高的氮含量,其在焊接时容易出现氮化 物、氮气孔等氮损失问题,严重影响高氮钢的性能,因此减少其焊接过程中的氮损失尤为关键。近年来,高氮钢的焊接方法主要集中在MIG、TIG等,这些方法可以获得成形较好的焊接接头,然而由于焊接速度较慢易造成固溶氮损失。激光焊接具有能量密度大、焊接速度快、焊缝窄、热影响区小的优点,已被广泛用于焊接各种钢材料。国内对高氮钢激光焊接的研究主要集中在薄板,而板厚越厚对于气孔的控制越困难。作者对7 mm厚高氮奥氏体钢进行激光焊接,研究其气孔存在规律,并对接头微观组织及力学性能进行研究,为高氮钢激光焊接提供理论参考及实践经验。
1试验材料及设备
1.1试验材料
试验母材为高氮奥氏体不锈钢板材,尺寸为300 mm×150 mm×7 mm,其化学成分如表1所示。

表1 母材化学成分
1.2试验设备
试验设备为IPG公司生产的YLS-10000型光纤激光器、Precitec公司的YW52焊接头。激光器额定输出功率为10 kW,工作模式为连续,发射激光波长为1.07 μm,通过芯径为200 μm的光纤传输。焊接头聚焦光斑直径为0.40 mm,10 kW激光输出时,焦斑处激光束功率密度高达7.96×106W/cm。
试验采用99.9999%氩气作为保护气,正面和背面保护气流量分别为20 L/min和25 L/min。试验保持激光功率和离焦量不变,调节焊接速度,得到六组不同线能量下的对接焊接接头试样,试验工艺参数如表2所示,其中热输入Q=p/v。
结果表明,六组工艺参数下,7 mm厚高氮钢板材均为焊透。针对各组焊接接头,分别对其进行X射线探伤、显微组织观察和力学性能测试,分析热输入对接头氮气孔和组织性能的影响。
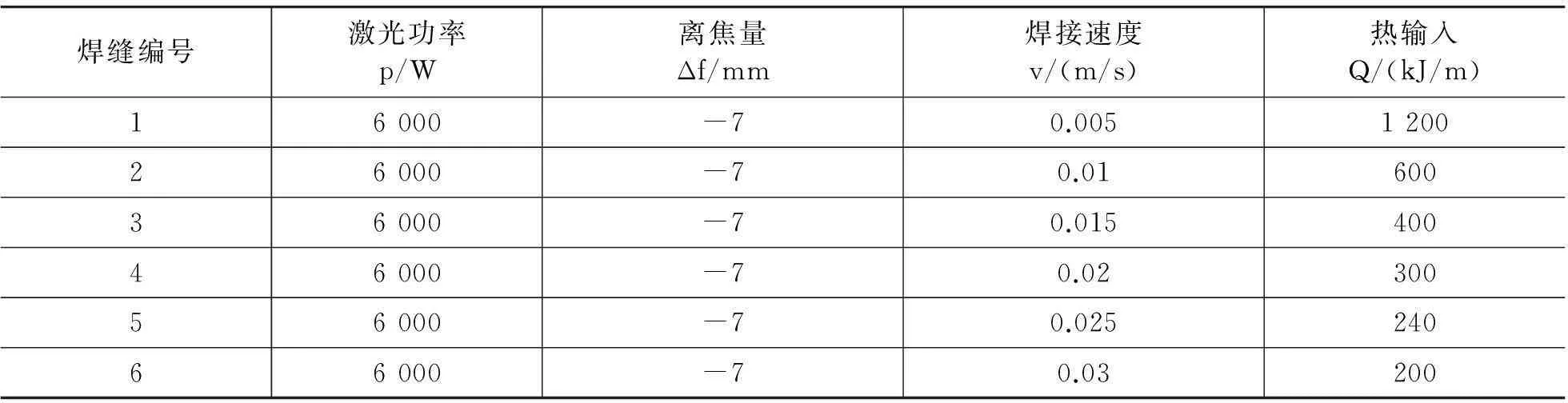
表2 焊接工艺参数
2结果与讨论
2.1热输入对气孔的影响
图1为六组热输入下高氮钢焊接接头的X射线探伤照片,其中(a)热输入最大,(b)、(c)、(d)、(e) 、次之,(f)热输入最小。从图中对比可见,(a)、(b)、(f)中氮气孔大而密集,(c)中几乎没有氮气孔,随着热输入的增加,气孔数量呈现先减少后增加的趋势。这是由于在激光焊接过程中不添加填充金属,母材只发生快速熔化和快速凝固,因此在焊接过程中氮容易从奥氏体中脱离,以氮气孔或氮化物的形式存在。在快速熔化过程中氮气在熔池内部形成并逐渐向上逸出,随着热源前移熔池快速凝固形成焊缝,来不及逸出的氮气便滞留于焊缝中形成氮气孔。同时,在大功率激光焊接过程中,总是伴随着焊接小孔的产生,即使是功率稳定的连续激光焊接,小孔仍然处于不稳定状态,此时小孔的形状以及深度位置都会发生变化。小孔内部的金属蒸汽向外喷发时容易造成蒸汽涡流,从而将保护气体卷入小孔内。随着焊接过程的进行,小孔坍塌,气体从尾部逸出上浮,由于激光焊接熔池存在时间短,气体在上浮过程中受到阻碍,滞留在焊缝中形成气孔。焊接过程中氮的行为分为两个阶段,固溶氮转化为氮气以及氮气的逸出。热输入较小时,焊接速度较快,熔池存在时间短暂,液态金属中的氮气产生和逸出都不充分,这时小孔稳定性起决定作用,随着焊接速度的增加,熔池搅拌力增加,小孔稳定性下降,气孔数量也会相应增加。而当焊接速度过慢,即热输入超过某一临界值时,熔池存在时间长,液态金属凝固时间增加,这时氮气产生过程起决定作用,因此熔池中再次出现较多的氮气孔。当热输入达到临界值时,焊缝中几乎无气孔。
由于600 kJ/m和1 200 kJ/m热输入条件下缺陷较多,无研究价值,故下文不进行这两组焊接接头的性能检测。
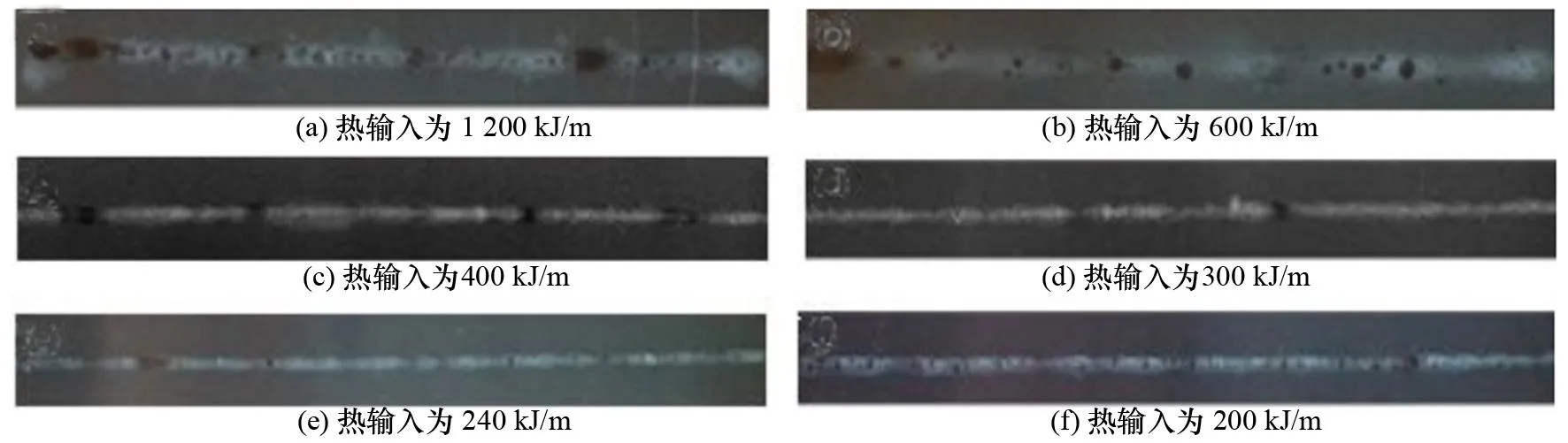
图1 不同热输入下的接头X射线图
2.2 热输入对微观组织的影响

图2 高氮钢母材 图3 5 000倍母材扫描电镜图像

图4 接头金相组织
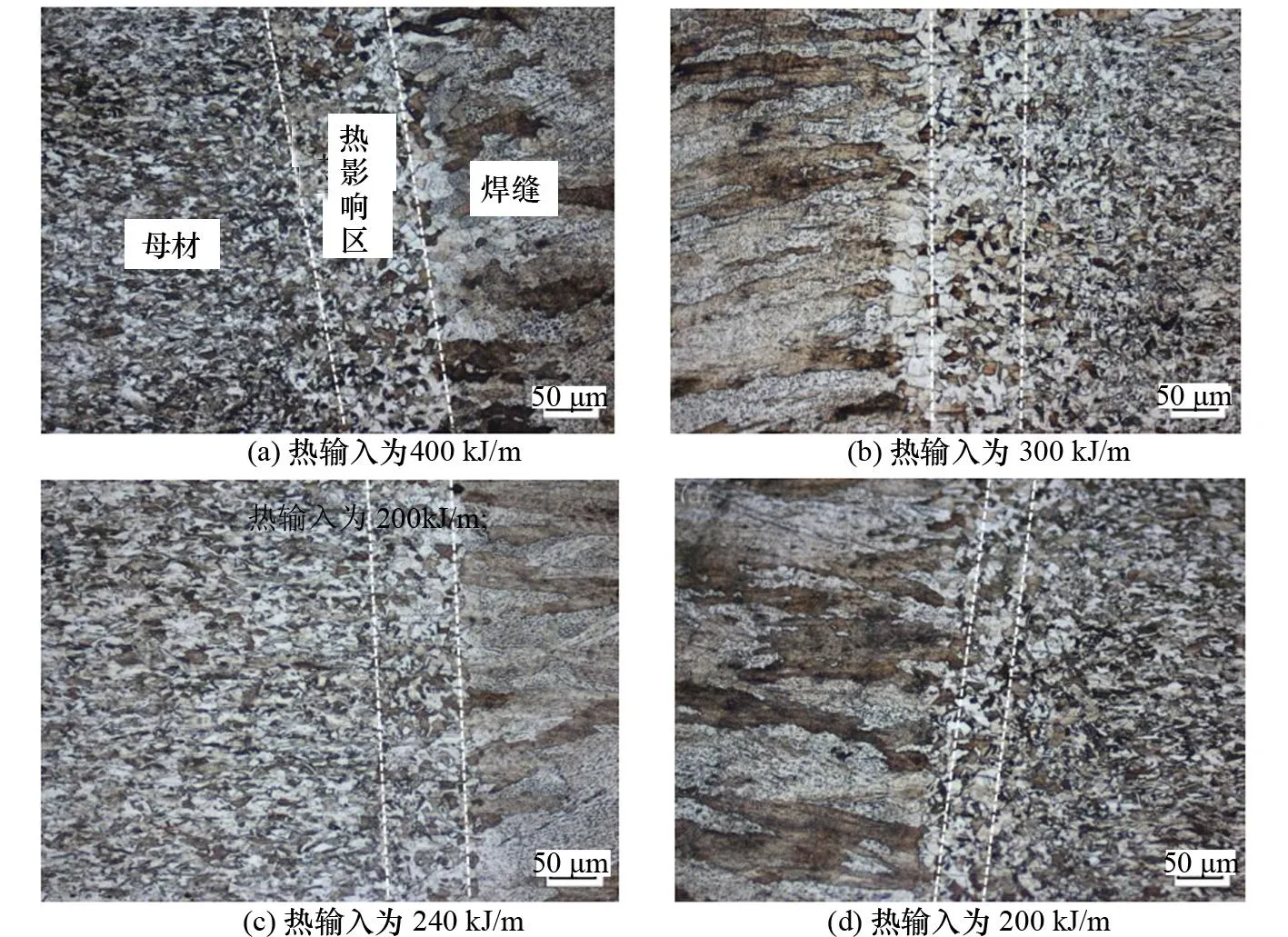
图5 不同热输入下的热影响区组织
图2为光学显微镜下高氮奥氏体不锈钢的母材组织,其中母材组织为细小均匀的等轴奥氏体,部分晶粒呈孪晶分布。对这一部分作扫描电镜分析,如图3所示,母材存在部分长约7 μm 的扁长微观气孔,在奥氏体晶粒内部出现位向相同的束状组织,不同晶粒的束状组织呈现各向异性。区域1晶粒束状组织生长方向垂直于观察方向,呈半球状;区域2晶粒束状组织生长方向发生倾斜,呈长条状;区域3束状组织生长方向平行于界面,经打磨、抛光、腐蚀后变得平滑,无明显凸起。图4为热输入为400 kJ/m的焊接接头组织图,图(a)为100倍下的焊接接头,焊接时受热熔化的母材形成的熔池液态金属以未熔化的母材金属晶粒边界为现成表面进行结晶,并逆向最大散热方向生长,即呈柱状晶垂直于热影响区边界往焊缝中心生长,两侧柱状晶在焊缝中心处相遇。图(b)为焊缝组织,奥氏体基体下弥散分布部分氮化物析出物。 图5为不同热输入下的热影响区组织图,(a)、(b)、(c)、(d)热输入依次减小。热影响区组织为奥氏体组织,部分以孪晶形式存在,相对于母材来说晶粒明显长大。从图中对比可知,四种热输入下热影响区宽度及晶粒大小有所不同,线能量越大,热影响区宽度越宽,晶粒越粗大。热输入为400 kJ/m时热影响区宽度为120 μm,相比热输入为200 kJ/m时增加140%。 分析认为,热输入大时,焊接速度较慢,加热和冷却时间长,接头热影响区受热循环影响大, 晶粒长大和宽度增加明显。
2.3热输入对显微硬度的影响
对焊接接头显微硬度进行测量,测试载荷为0.3 kg。所有测试点位置均在母材厚度1/2 处,由于热影响区较窄,故采取自上而下取点求平均值的方法计算硬度值。焊缝及热影响区 的平均硬度值随热输入的变化如图6所示。对比可知相同热输入下焊缝区硬度值明显低于热 影响区,并且随着热输入的增加,焊缝及热影响区的硬度值都略微减小。这是因为硬度值与 晶粒大小有关,晶粒越粗大,硬度值越小。由前述金相组织分析可知,热输入越大,热影响 区晶粒越粗大,因此呈现如图6所示的硬度值结果。另外,由于焊缝区受焊接热循环的影响, 出现氮气孔或氮逸出的情况,造成了固溶氮的损失,因此焊缝的硬度值相对于热影响区来说 略微减小。

图6 焊接接头显微硬度值
2.4热输入对抗拉强度的影响
为测试接头强度,对四组焊接试样沿垂直焊缝方向取样进行焊接试验。断裂部位均为焊缝。不同热输入下抗拉强度值如表3所示。可以看出,随着热输入的增加,抗拉强度值略微增加,但均低于母材,当热输入为400 kJ/m时达到最大值,为母材抗拉强度的94.3%。这是由于接头中存在氮气孔,在拉应力作用下这些气孔因应力集中成为裂纹源,而气孔数量越多时,焊缝有效面积减少,造成抗拉强度下降。
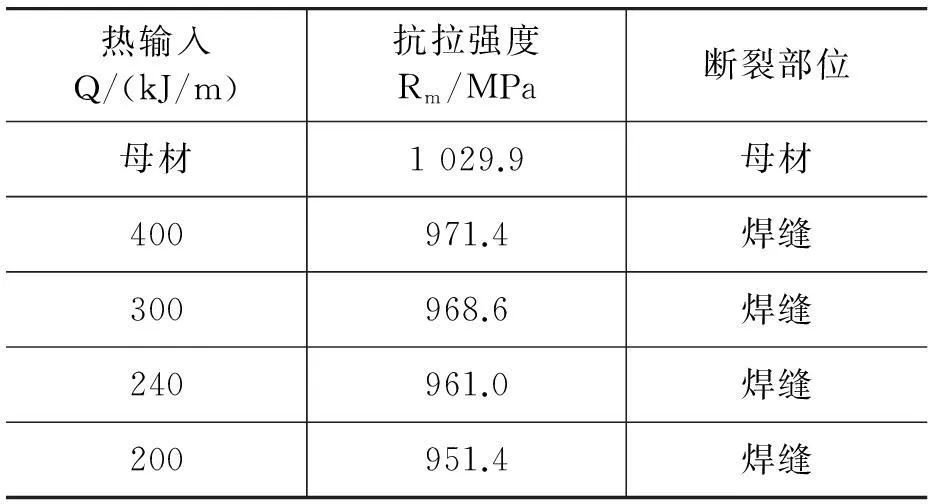
表3 接头抗拉强度
图7为各个拉伸断口扫描电镜5 000倍放大图,可以看出热输入为400 kJ/m时韧窝数量多且深,韧性较好;热输入为200 kJ/m时韧窝较浅分布不均匀,韧性较差。由此表明,热输入较大时可以获得韧性以及强度性能较为优异的焊接接头。

图7 断口扫描电镜图
3结论
(1) 研究了板厚7 mm的高氮奥氏体不锈钢激光焊接工艺,当热输入为400 kJ/m时获得了优质的焊接接头。
[下转第79页]
中图分类号TG406
文献标志码A
作者简介:徐娟娟 (1992-),女,硕士研究生,主要从事高氮钢激光及激光-电弧复合焊接方面的研究。
基金项目:科技支撑计划工业部分(编号:BE2013107)。
猜你喜欢
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
当代化工研究(2016年5期)2016-03-20 16:21:32
焊接(2016年10期)2016-02-27 13:05:32
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
天然气勘探与开发(2015年1期)2015-02-28 17:00:44
上海金属(2014年4期)2014-12-15 10:40:30