液体复合包装原纸板生产工艺的研究进展
2016-03-10 08:30王丽娟刘洪斌
中国造纸 2016年2期
王丽娟 刘洪斌
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
液体复合包装原纸板生产工艺的研究进展
王丽娟刘洪斌*
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
摘要:综述了目前国内外液体复合包装材料的发展状况、生产原纸板的浆料选择、生产过程的施胶工艺及原纸板的层间结合强度的控制,为我国自主生产液体复合包装原纸板提供借鉴。
关键词:液体复合包装原纸;浆料;施胶;层间结合强度
液体复合包装纸是一种具有高强度、低成本、高附加值的多层结构纸板[1]。因其具有安全、环保等特点,已作为包装材料广泛应用于食品、药品、化妆品等诸多领域。液体复合包装纸的结构如图1所示,由表及里主要分为6层:第一层为低密度聚乙烯层(外PE层),用作保护印刷涂层;第二层为原纸板,是液体复合包装纸的主要组成部分;第三层为层间PE层,作为纸板和铝箔之间的黏合层;第四层为铝箔,是保护食品的功能层;第五层为黏合剂;第六层为内PE层,直接与液体接触[2-3]。纸板在液体复合包装纸中所占比例最高,如“砖型”利乐包中纸板所占比例为73%,因而其强度、施胶等性能对液体复合包装纸有重要影响。由于液体复合包装原纸板的生产具有原料价格低、技术要求高、产品利润大的特点,因此近年来在国内外备受关注。
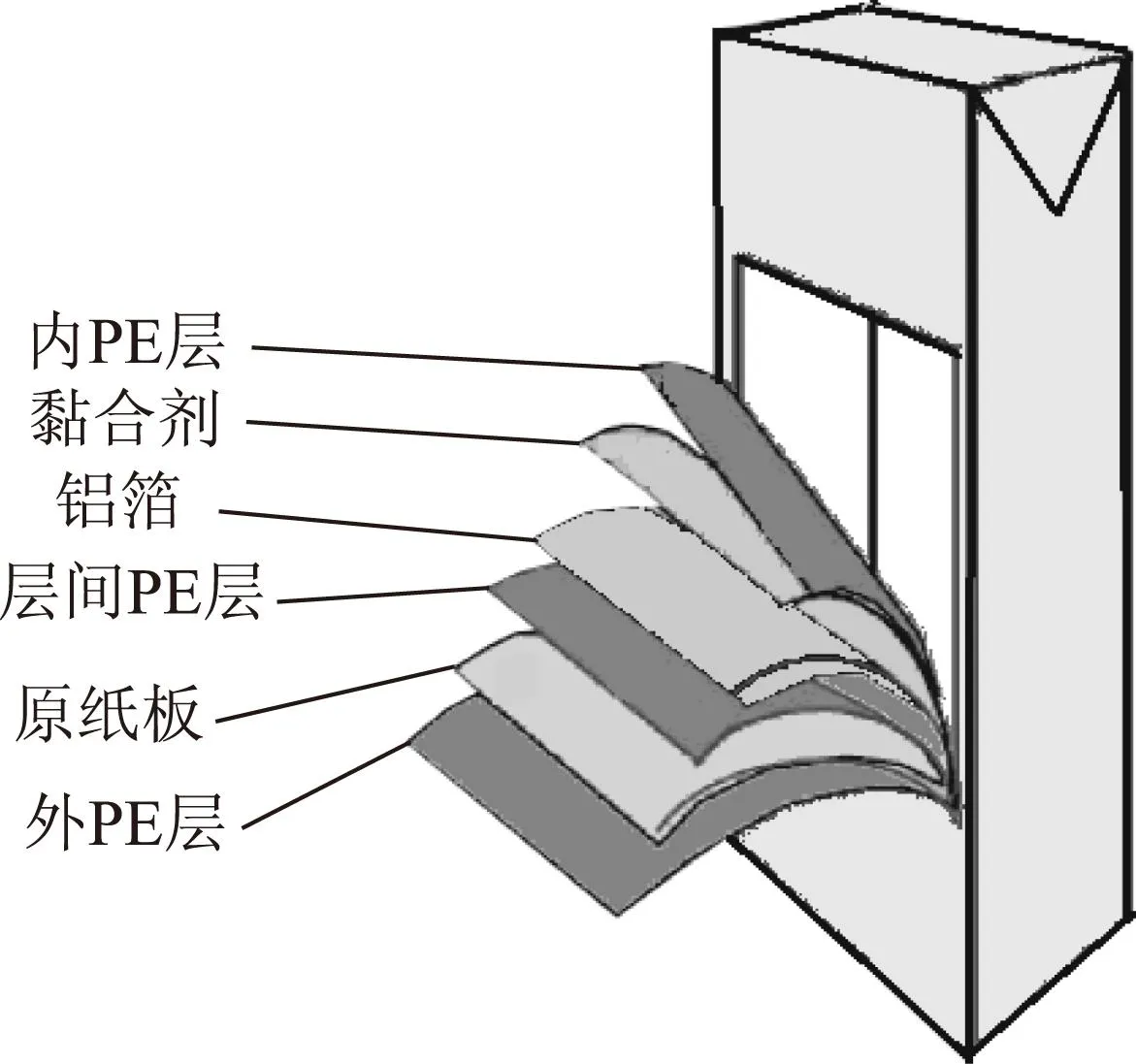
图1 液体包装纸的结构
1液体复合包装材料国内外发展现状
液体复合包装材料的开发始于20世纪50年代,20世纪60年代用于商业化生产和供应,其需求量在国内外包装市场中快速增长。采用无菌纸盒包装的液体饮料可在常温下保鲜6个月以上,因此近年来液体复合包装材料已成为牛奶、果汁、饮料、药剂等包装的主流形式。近年来,欧洲、美国等发达国家的液体复合包装材料的需求量在同类包装中占65%以上,并且平均每年以5%的速度增长[4]。2013年世界液体复合包装纸的总消费量为300万t,市场规模达到11.4亿美元,预计至2020年,将以每年3.5%的速度增长[5]。图2所示为世界主要地区2012—2016年液体复合包装材料需求量的复合年增长率[6],其中亚洲、非洲的复合年增长率高达8%,而欧洲、美洲由于液体复合包装材料的使用已经较为普遍,因此其复合年增长率较低,东欧、西欧分别为4%、2%,南美、北美分别为3%、1%。我国液体复合包装材料用量仅占国内同类包装的5%,与世界水平仍有很大差距。
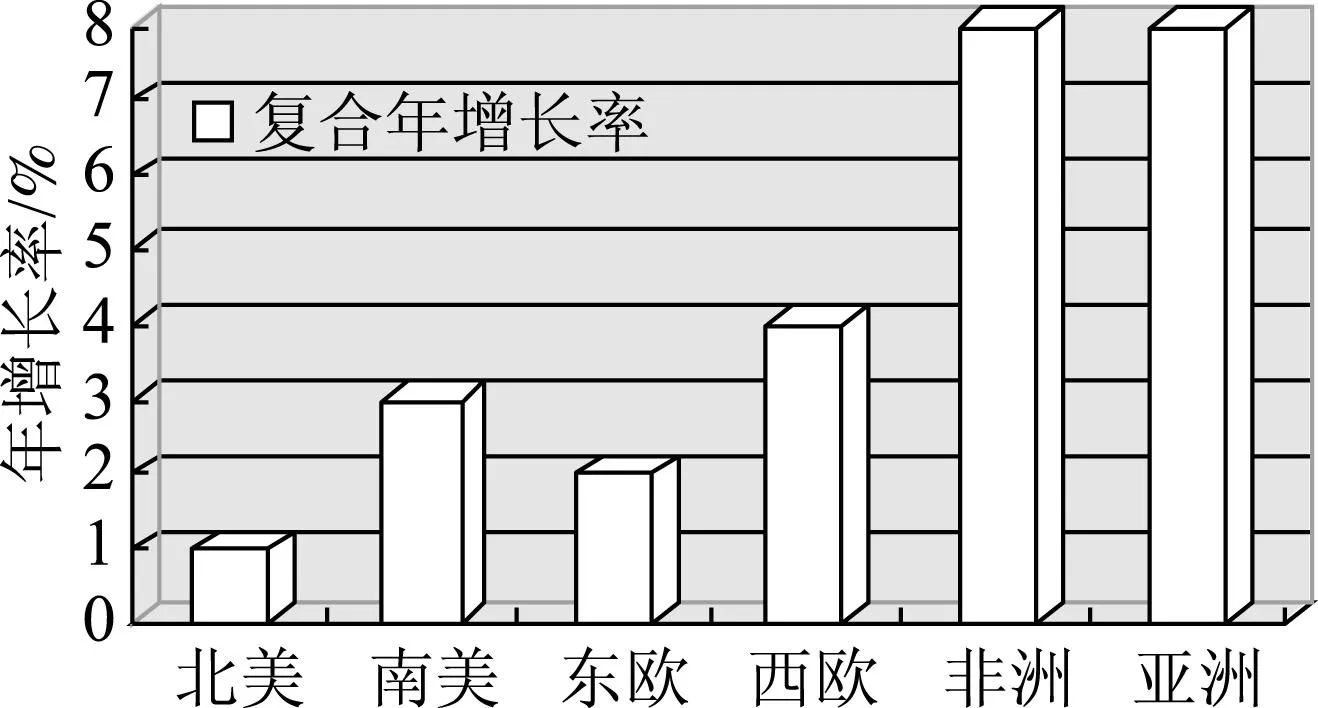
图2 2012—2016年世界不同地区液体复合包装材料的复合年增长率[6]
目前国际市场生产液体复合包装材料的公司主要有欧洲的Tetra pak(即利乐包)、美国的Purpak和德国的SIG康美包 (SIG Combibloc),三者分别约占全球市场总消费量的75%、8%、15%,亚洲仅有日本、印尼等几个国家少量生产[7]。我国液体复合包装材料仍主要依赖于进口,但随着需求量的增加,国内企业逐步引进液体复合包装原纸的生产线,万国太阳纸业、红塔仁恒纸业、利乐华新(佛山)、晨鸣[8]、亚太森博(山东)等企业均先后投产液体包装材料,从而推动液体包装材料在国内液体食品包装领域的发展。此外,维美德也在积极开发以桉木为原料生产高档液体包装纸板的技术,该纸机建成后年产量将达到45万t。
但目前国内造纸行业自主生产无菌液体复合包装原纸板的各项技术指标还未达到软包装纸板的要求,因此,不断研究和进一步完善液体复合包装原纸板的生产工艺,对我国自主生产液体复合包装材料具有重要意义。
2原纸板的研究
2.1原纸板的基本性能
液体复合包装原纸板通常分为三层,定量为180~300 g/m2[9],当原纸板定量为210 g/m2时,其面层、芯层、底层定量分别为50、120、40 g/m2。由于液体复合包装原纸板在后续加工过程中需要经过复合、印刷、打孔、折叠成形、过氧化氢浸涂、高温瞬间消毒、粘合等处理工序[10],并且要保证所贮存的食物短期内不变质、运输过程中包装材料自身不损坏,因此,原纸板必须具有较高的物理强度和表面性能。表1为液体复合包装原纸板的物理性能要求[1]。从表1可知,原纸板的挺度应高于3.5 mN·m,松厚度在1.3~3.5 cm3/g范围内,从而赋予其较强的抗压能力,抗张强度为18~19 N·m/g,层间结合强度应高于150 J/m2[11]。在对原纸板打折痕的过程中,为保证折角处受力均匀,不易受到破坏而出现液体渗漏现象,其纵横强度比应控制在较低范围内(小于1∶2.6)。为满足印刷要求,原纸板的白度应在60%~80%范围内,粗糙度为1.5~3.5 μm。此外,为使液体复合包装原纸板具有抵抗液体渗透的能力,其施胶度(Cobb值(60 s))应小于30 g/m2,边吸水值不超过0.8 H2O2kg/m2[12-13]。因此,研究者须选择适当的浆料种类及配比,采用适宜的施胶,提高原纸板的层间结合强度,从而满足液体复合包装原纸板的物理性能及表面强度。
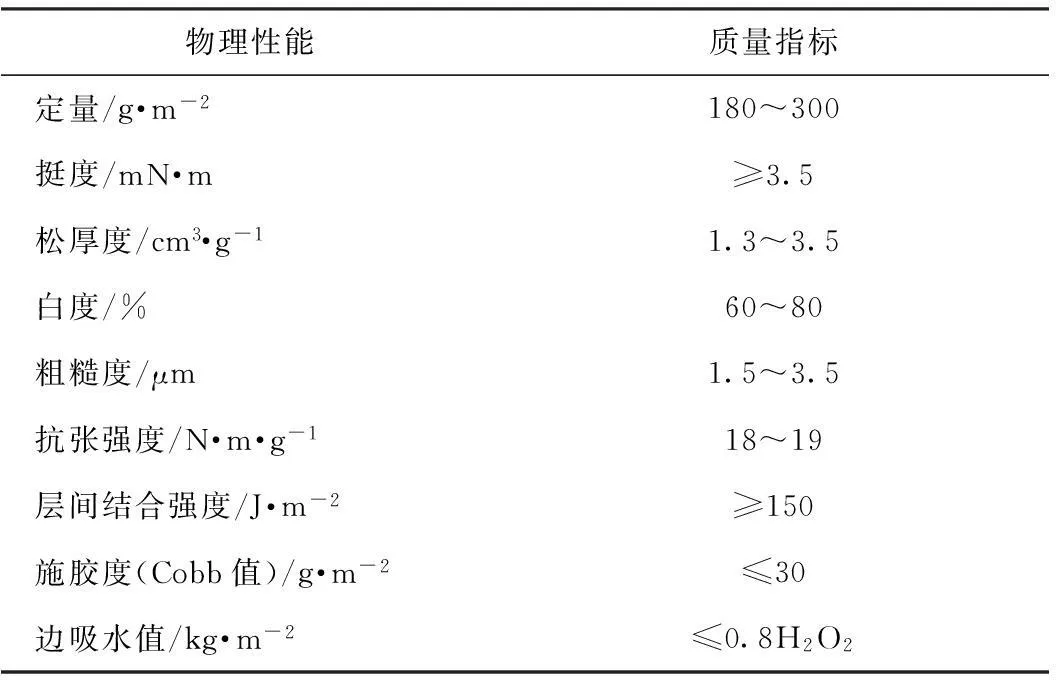
表1 液体复合包装原纸板的物理性能要求
2.2原料的选择
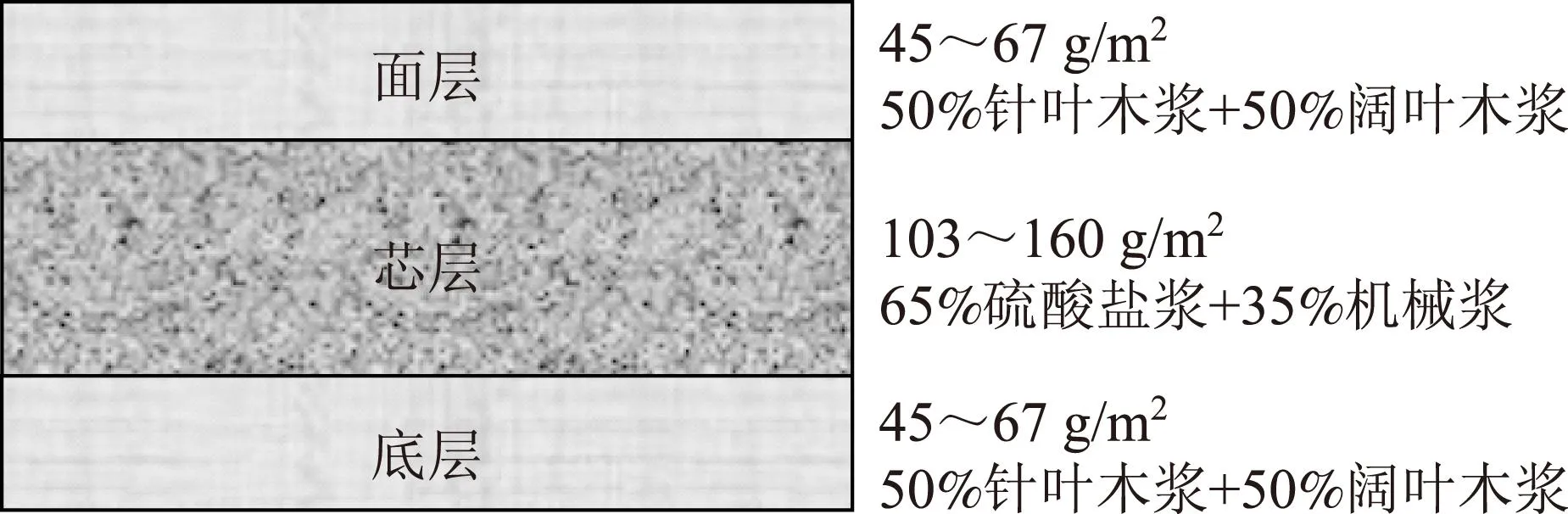
图3 液体复合包装纸原纸板结构
为达到食品包装的安全标准,液体复合包装原纸板均采用原生纤维作原料,浆料游离度(CSF)为425~500 mL。根据原纸板单层性能的要求不同,所用纤维原料种类各有差异,面层主要采用50%针叶木硫酸盐浆和50%阔叶木硫酸盐浆,较长的纤维用来提高强度,而短纤维则用来增加匀度和平整性,从而达到所需的印刷性能和强度,部分企业采用漂白硫酸盐浆生产原纸板面层以达到更高的白度;芯层可采用硫酸盐浆和机械浆的混合浆,用量分别为55%~65%和35%~45%,机械浆木素含量高,能提高原纸板的松厚度和弯曲挺度;底层则采用硫酸盐针叶木浆和阔叶木浆,用量均为50%,其主要目的在于提高纸板的物理强度,其结构图见图3[14]。
刘晏等人[15-16]用斯堪的纳维亚云杉化学热磨机械浆(SCAN云杉CTMP)与漂白硫酸盐松木浆(松木BKP)配抄定量为240 g/m2的三层纸板,松木BKP用作面层和底层,SCAN云杉CTMP与松木BKP按一定配比混合用作芯层。研究表明当SCAN云杉CTMP配用量为45%~48%时,原纸板的松厚度为1.55 cm3/g,结合强度为184.59 J/m2,弯曲挺度达到16.0 mN·m,白度为78.8%,表明SCAN云杉CTMP与松木BKP可抄造出符合要求的纸板芯层。Rafik Allem等人[17]以不同种类高得率浆(HYP)与硫酸盐浆混合用作纸板芯层,研究表明单独使用加拿大针叶木 HYP、欧洲针叶木HYP、大洋洲针叶木HYP时,三者的松厚度约为1.62~1.64 cm3/g,抗张强度约为38~43 N·m/g,但用加拿大针叶木 HYP与10%阔叶木 HYP混合,能有效改善纸张松厚度和抗张强度:纸张的松厚度增加至1.68 cm3/g,抗张强度提高至51 N·m/g。
2.3原纸板的施胶
液体复合包装原纸板在液体贮存和运输过程中,须具备抵抗液体渗透的能力,因此,施胶程度对其有重要影响。根据产品对包装材料的需求不同,将采用不同的施胶工艺[18]。“屋顶”型包装材料其产品贮存时间较短,无需经过高温(110~115℃)过氧化氢灭菌处理,因而采用烷基烯酮二聚体(AKD)单独施胶[19],AKD用量为2.0~3.5 kg/t(对绝干浆),施胶系统的pH值为6.5~7.2;无菌液体复合包装原纸板不仅须具备抗水性,还须抵抗过氧化氢的渗透,否则会产生鼓包现象,因此采用AKD和松香胶双元施胶系统,AKD用量为0.7~3.5 kg/t(对绝干浆),松香胶用量为2.0~10.0 kg/t(对绝干浆),施胶系统的pH值为6.0~6.2。此外在施胶过程中,需加入少量留着剂来提高AKD和松香胶的施胶效率[20]。
毕衍金等人[13]在食品包装原纸板施胶工艺的研究中,采用AKD与阳离子分散松香胶双元施胶系统,pH值控制在7.0~7.2范围内,实验结果表明当AKD用量为0.40%、阳离子松香胶用量为0.30%时,生产的原纸过氧化氢边渗透为0.65~0.75 kg/m2,能够达到液体包装原纸板对过氧化氢边吸水的指标要求(≤0.8 H2O2kg/m2),且复合过程反映良好。Ken-ich Ito等人[21]以漂白硫酸盐阔叶木浆为原料,用松香酯作施胶剂,添加适量硫酸铝、碳酸钙,抄造定量为60 g/m2的纸,采用Stockigt法通过测定纸张的施胶度,对松香酯-硫酸铝施胶系统中施胶剂和铝离子的留着性进行了研究,实验结果表明当pH值为6、硫酸铝用量为2%、松香酯用量为2%(对绝干浆)时,施胶度最理想,为27 s。任建华等人[22]单独使用AKD作为特种包装纸的施胶剂,实验结果表明当AKD 加入量为0.15%~0.25%时,纸张的Cobb值能达到24.0 g/m2。
2.4多层纸板的层间结合强度
层间结合强度是液体复合包装原纸板的一项重要质量指标,它对原纸板的印刷性能、制盒性能具有直接影响。可以通过以下几种方法增加多层纸板的层间结合强度:①减小各层纸料打浆度的差异,将其控制在3~5°SR范围内;②正确控制纸机的抄纸工艺,如流浆箱浆浓、伏辊和压榨辊压力;③使用化学品增加层间结合强度,如喷淋淀粉、助留剂等[23]。
刘志华等人[24]以针叶木浆、阔叶木浆和化学热磨机械浆为原料抄造定量为200 g/m2纸板,以阴离子聚丙烯酰胺(APMP)为助留剂,研究了助留剂对多层纸板层间结合强度的影响,研究发现助留剂能增加多层纸板的层间结合强度,当APMP用量为0.05%时,纸板层间结合强度增加1倍多。Jeong Yong Ryu等人[25]采用漂白硫酸盐针叶木浆抄造定量为200 g/m2的双层纸板,研究了天然玉米淀粉(NCS)和两种氧化玉米淀粉(OCS1和OCS2)对纸板层间结合强度的影响,实验结果表明当NCS喷淋量为1.5 g/m2,湿纸幅的干度约为10%时,纸板的内结合强度达到最大值(350 kJ/m2),后续纸幅干燥过程中,干燥温度为80℃时,内结合强度最大为400 kJ/m2;此外,实验采用三组分单纯中心设计技术对3种不同淀粉(NCS,OCS1,OCS2)混合使用的增强效果进行了评价,当NCS、OCS1和OCS2用量比为6∶5∶4时效果最好。
4结论与展望
国内包装市场对液体复合包装材料的需求量不断增长,但近年来仍过度依赖于国外生产技术和设备,缺乏自主生产能力,因此,进一步研究液体复合包装原纸板的浆料组成、施胶剂的选用及其适当配比、层间结合强度,完善原纸板的生产工艺,具有广阔的市场前景及巨大的经济利润。目前国内企业已逐步进军液体复合包装材料领域,但生产技术和产品各项指标仍未满足液体包装纸板的要求,企业及科研工作者们仍需投入更多力量开发液体复合包装原纸板。
参考文献
[1]WANG Jin. Success in Researching of Liquid Packaging Board[J]. China Pulp & Paper, 1988, 7(2): 56.
汪进. 液体饮料包装复合原纸研制成功[J]. 中国造纸, 1988, 7(2): 56.
[2]Qiao Guang-hui. Analysis of Basic Material,Structure and Performance of Composite Packaging Material[J]. Heilongjiang Pulp & Paper, 2012(1): 27.
乔广慧. 复合包装材料的基材、结构及性能分析[J]. 黑龙江造纸, 2012(1): 27.
[3]Verghese K, Crossin E, Jollands M. Packaging Materials[M]. Packaging for Sustainability. Springer London: 2012.
[4]Chen Qi-jie, Chen Fu-shan, Hu Hui-ren. A Study of Flexible Packaging Original Board[J]. China Pulp & Paper Industry, 2003, 24(1): 55.
陈启杰, 陈夫山, 胡惠仁. 软包装及其原纸板的市场展望[J]. 中华纸业, 2003, 24(1): 55.
[5]Zhou Yan-ping. Potential Development of Liquid Packaging Board in Global Market[N]. China GreenTimes, 2015(8): 10.
周艳平. 全球液体包装将显增长潜力[N]. 中国绿色时报, 2015(8): 10.
[6]Pira report of functional and barrier coating. 2011.
[7]Hedlund M. Wallenberg Prize goes to Tetra Pak[J]. Nordic Pulp and Paper Research Journal, 2005, 20(3): 361.
[8]Chenming Group Succeeded in Research and Getting the Permit of Food Card and Liquid Packaging Original Board[J]. China Pulp & Paper, 2012, 31(8): 7.
晨鸣集团成功开发食品卡纸和液体包装原纸并获得QS生产许可证[J]. 中国造纸, 2012, 31(8): 7.
[9]Gunnarsson M. Decreased wet strength in retorted liquid packaging board[D]. Goteborg: Chalmers University of Technology, 2012.
[10]Tufvesson H,Lindström T. The effect of sizing and paper structure on paperboard for retortable packaging[J]. Nordic Pulp & Paper Research Journal, 2007, 22(2): 200.
[11]Mei Xing-xian,Zhang Su-feng. The Research of Paper-Aluminum-Plastic Composite Flexible Materials[J]. Heilongjiang Pulp & Paper, 2012(4): 11.
梅星贤, 张素风. 纸铝塑复合软包装材料的研究[J]. 黑龙江造纸, 2012(4): 11.
[12]Yinusa A. Factors affecting measurement of raw edge penetration/edge-wicking tendency[D]. Imatra: Saimaa University of Applied Sciences, 2011.
[13]Bi Yan-jin, Qi Gen-wang, Zhao Shu-jing, et al. The Research of Application of Sizing On Food Packaging Original Paper[J]. East China Pulp & Paper Industry, 2014(3): 35.
毕衍金, 齐根望, 赵淑晶, 等. 食品包装原纸施胶工艺的应用研究[J]. 华东纸业, 2014(3): 35.
[14]Lindberg L. Papermaking science and technology-important new series complete[J]. Paperi Ja Puu-Paper and Timber, 2000, 82(7): 434.
[15]Liu Yan. The Research of Liquid Packaging Original Board[J]. World Pulp & Paper, 1996(3): 4.
刘晏. 液体包装纸板原纸的研究[J]. 国际造纸, 1996(3): 4.
[16]Liu Yan. The Comparison of Liquid Packaging Board Making from Pinus BKP,Betula BKP and Picea CTMP[C]. Academic Annual Conference of China Technical Association of Paper Industry. 1999.
刘晏. 松木BKP和桦木BKP与云杉CTMP配抄液体包装纸板原纸性能的比较[C]. 中国造纸学会第九届学术年会论文集. 1999.
[17]Allem R, St-Amour S, Zou X. Application of high-yield pulps in liquid packaging board[C]. International Mechanical Pulping Conferrence. Helsinki: 2014.
[18]Hubbe M A. Paper’s resistance to wetting-A review of internal sizing chemicals and their effects[J]. BioResources, 2007, 2(1): 106.
[19]Mei Xing-xian, Zhang Su-feng. Research Progress of Liquid Composite Flexible Packaging Original Board Production Process[J]. Heilongjiang Pulp & Paper, 2013(1): 16.
梅星贤, 张素风. 液体复合软包装原纸板生产工艺的研究进展[J]. 黑龙江造纸, 2013(1): 16.
[20]Li H W. Sizing behavior of BCTMP and rosin-ester system[D]. New Brunswick∶University of New Brunswick, 2001.
[21]Ito K,Isogai A,Onabe F. Retention behavior of size and aluminum components on handsheets in rosin-ester size/alum systems[J]. Journal of Wood Science, 1999, 45(1): 46.
[22]Ren Jian-hua, Nie Yong-jun. Application of AKD for Neutral Sizing On Special Packaging Paper[J]. Paper and Paper Making, 2005(2): 25.
任建华, 聂永俊. AKD用于特种包装纸的中性施胶[J]. 纸和造纸, 2005(2): 25.
[23]CHEN Xiao-chu, LI Xing-hua. The Ways to Improve the Internal Bond Strength of High Grammage Multiply Board[J]. China Pulp & Paper, 2010, 29(12): 56.
陈晓楚, 李杏华. 改善高定量纸板层间结合强度的思路和途径[J]. 中国造纸, 2010, 29(12): 56.
[24]Liu Zhi-hua, Wang Gao-sheng. The Influence of Retention Aid on Bond Strength of Multiply Board[J]. Paper and Paper Making, 2000(4): 32.
刘志华, 王高升. 助留剂对多层纸板层间结合强度的影响[J]. 纸和造纸, 2000(4): 32.

(责任编辑:马忻)
The Research Progress of Production Technology of Liquid Packaging Board
WANG Li-juanLIU Hong-bin*
(TianjinKeyLabofPulpandPaper,TianjinUniversityofScienceandTechnology,Tianjin, 300457)
(*E-mail: hongbin@tust.edu.cn)
Abstract:Liquid packaging board (LPB) is the top quality packaging board. In recent years, LPB has become an important liquid packaging with its low material cost, high profit margin and environmentally friendly properties. The demand of LPB is increasing rapidly. In China, LPB products mainly rely on importing from Europe or America because the limited production capacity. In this paper, the significance of developing LPB was described, and the development situation of LPB at home and abroad, the selection of pulp materials, the sizing process and internal bond strength of LPB were summarized.
Key words:Liquid packaging board; pulp; sizing; internal bond strength
*通信作者:刘洪斌先生,E-mail:hongbin@tust.edu.cn。
收稿日期:2015- 09-21(修改稿)
中图分类号:TS
文献标识码:A
DOI:10.11980/j.issn.0254- 508X.2016.02.010
作者简介:王丽娟女士,在读硕士研究生;研究方向:加工纸与特种纸。
·液体复合包装纸·
猜你喜欢
电子元件与材料(2022年11期)2023-01-10
再生资源与循环经济(2022年9期)2022-11-20
化工设计通讯(2022年5期)2022-05-25
陶瓷学报(2020年5期)2020-11-09
中国材料进展(2020年6期)2020-07-24
山东陶瓷(2020年1期)2020-01-08
造纸化学品(2019年4期)2019-09-18
中国造纸(2019年4期)2019-09-10
中国造纸学报(2015年1期)2015-12-16
造纸化学品(2015年1期)2015-11-04