
核电站安全壳钢衬里焊接工艺研究及质量控制
2016-03-06 08:15唐宏伟程晓玲
电焊机 2016年6期
唐 识,唐宏伟,程晓玲
(1.国核示范电站有限责任公司,山东荣成264312;2.中国核电工程有限公司福清核电施工管理部,福建福清350318)
核电站安全壳钢衬里焊接工艺研究及质量控制
唐 识1,唐宏伟2,程晓玲1
(1.国核示范电站有限责任公司,山东荣成264312;2.中国核电工程有限公司福清核电施工管理部,福建福清350318)
安全壳钢衬里现场拼装焊接前进行焊接工艺评定是保证安全壳钢衬里焊接质量的重要前提,在民用核安全设备制造中尤为重要。介绍了焊接工艺评定准备工作、焊接工艺评定目的及难点、工艺评定试样的制备和试验方法、焊接工艺评定结果分析以及焊接工艺评定质量控制等方面的内容,通过焊条电弧焊和埋弧焊工艺评定结果表明,焊接工艺评定单位拟定的焊接工艺是正确的。
核电站;安全壳钢衬里;焊接工艺;质量控制
0 前言
核电站安全的基本目标是:确保公众和厂区工作人员在所有运行和事故工况下受到的辐射照射保持在规定限值之内。为此,核电站设计中设置了三道反应堆安全屏障,安全壳是阻止放射性物质向环境逸散的最后一道屏障。钢衬里是安全壳的重要组成部分,位于安全壳的内侧,其作用是密封和防泄漏,安全壳钢衬里的质量将直接影响到核电站的核安全。焊接是安全壳钢衬里制作安装阶段的重要加工工艺方法,焊接质量的好坏将直接影响到安全壳的钢衬里质量,焊接工艺是确保安全壳钢衬里焊接质量的重要前提。
在此介绍了焊接工艺评定准备工作、焊接工艺评定目的及难点、工艺评定试样的制备和试验方法、焊接工艺评定结果分析以及焊接工艺评定质量控制等方面的内容。焊接工艺评定结果表明,焊接工艺评定单位所拟定的焊接工艺是正确的。
1 焊接工艺准备
1.1 工艺评定标准选择
要验证施工单位拟定的焊接工艺的正确性,评价施工单位能否焊接出符合标准要求的焊接接头,首先需要明确的就是焊接工艺评定试验标准。在焊接工艺评定标准确定的情况下,施工单位应选择合适的焊接方法焊接工艺评定试件并进行各项性能试验,最后根据工艺评定试验结果评定所拟的焊接工艺可行性。
我国实行的焊接工艺评定标准由于各行业特点不同,出现了焊接工艺评定不统一的情况,我国民用核安全机械设备制造中比较常用的焊接工艺评定标准主要有法国的《压水堆核岛机械设备设计建造规则》(RCC-M S卷)、美国的ASME锅炉及压力容器规范国际性规范《焊接和钎焊评定》(AMSEIX)标准以及核工业第二研究设计院早起负责起草《压水堆核电厂核岛机械设备焊接规范》(EJ/T1027-1996),目前该标准已被《压水堆核电厂核岛机械设备焊接规范》(NB/T20002.3-2013)替代,2013年10月1日起实施。
本研究焊接工艺评定的依据是法国的《压水堆核岛机械设备设计建造规则》(RCC-M S3000卷)。
1.2 焊接工艺选择
核电站安全壳钢衬里属于民用核安全机械设备,其核安全等级为2级,质保等级为QA1级,所有钢衬里焊缝都为一级焊缝,钢衬里的焊接具有施工量大、施工周期长、现场焊接可达性差等特点。
因此,钢衬里安装焊接工艺方法的选择主要考虑:钢衬里焊接接头质量、焊接接头型式、焊接方法的可达性以及焊接效率等方面的因素。综合上述考虑,核电站安全壳钢衬里现场安装常采用焊条电弧焊工艺,工厂预制采用埋弧焊工艺。在此以焊条电弧焊和埋弧焊为例,阐述钢衬里焊接工艺研究过程及结果。
1.3 试验材料准备
1.3.1评定试板
某核电工程安全壳钢衬里的母材为20HR钢板,板厚δ=6 mm,其力学性能及化学成分如表1、表2所示。工艺评定试验所用钢种应能代表设备实际生产中所用的材料,因此,本次工艺评定试件直接选用现场安全壳钢衬里安装所用的同批次20HR母材。为了保证现场使用的20HR母材符合采购技术规格书和满足安全壳钢衬里安装制作的质保等级要求,施工单位应对进厂的20HR母材进行验收,验收内容和验收结果应符合20HR母材采购技术规格书的要求,其化学成分和力学性能验收的结果值分别见表1和表2。工艺评定试件的长度应能满足评定试样的取样要求(需要考虑包括不合格时的复验取样)。
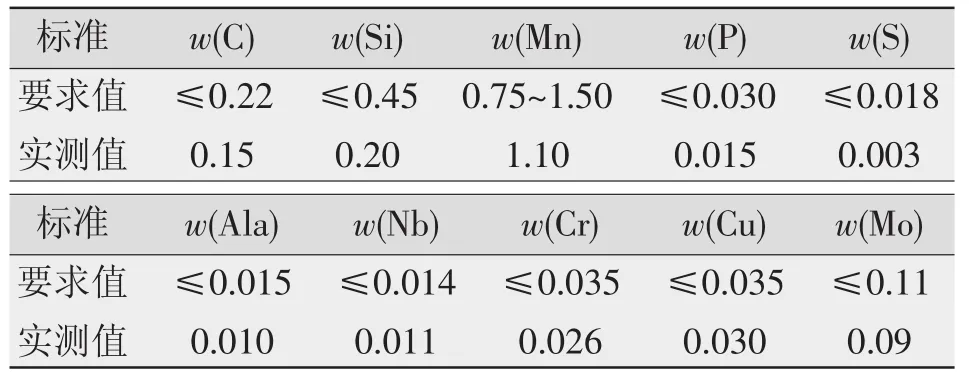
表1 20HR钢板化学成分%
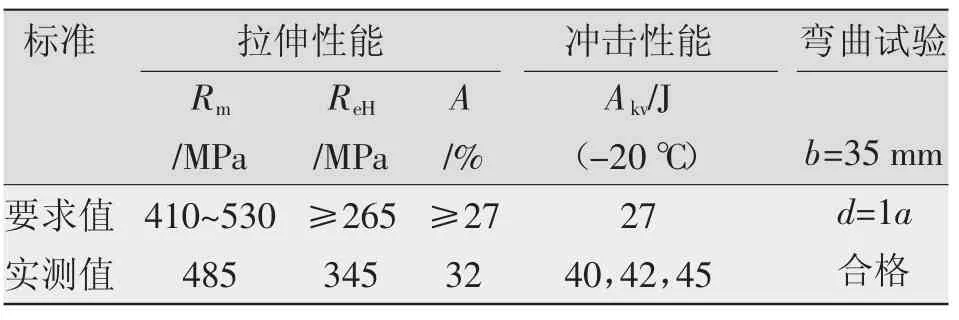
表2 20HR钢板力学性能
1.3.2焊接材料选择
在母材和焊接方法确定的情况下,安全壳钢衬里焊接材料的选择主要考虑钢衬里结构的重要性和使用环境对焊接材料性能和化学成分的要求。
本次焊接工艺试验选用的焊接材料为:焊条电弧焊采用的焊接材料牌号为J427HR,其化学成分和力学性能如表3、表4所示;埋弧焊采用的焊接材料为H08MnHR,埋弧焊焊剂为SJ14HR。

表3 J427HR焊条化学成分%
在焊接前,钢衬里承包商应对J427HR焊条和H08MnHR焊丝进行验收和复验,其焊条验收和复验的内容和结果应符合J427HR焊条和H08MnHR焊丝采购技术文件的要求。
1.4 质量计划(ITP)开启
为了保证钢衬里焊接工艺研究过程的质量可控,钢衬里制造承包商应在焊接工艺评定前制定焊接工艺评定质量计划,包括:设立质量控制点,确定质量检查控制方法和必须完成的工作流程、检验,所有控制点的质量活动和试验应有总承包单位、核电业主、监理等单位代表参加或认可。
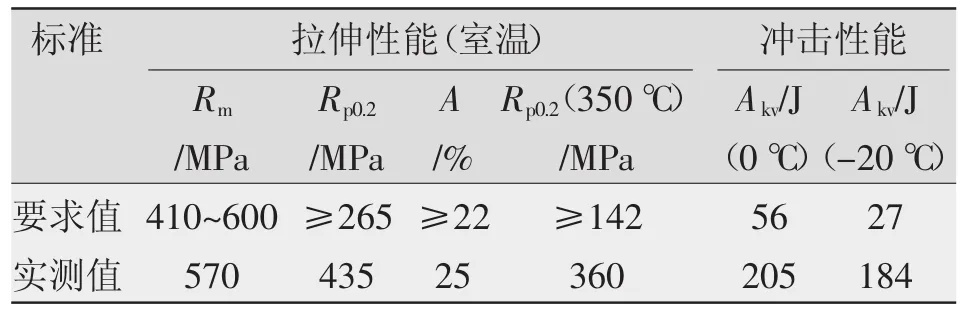
表4 J427HR焊条力学性能
在焊接工艺评定开始前,核电工程总承包单位通常会组织核电业主、监理等单位审查承包商的开工条件,确认各项条件满足工艺评定条件后,承包商才能按照批准的焊接工艺评定质量计划开展工作,在焊接工艺评定实施过程中,各相关单位应按照批复的质量计划对现场进行质量见证。
2 试验目的及难点
2.1 试验目的
焊接工艺评定是确保安全壳钢衬里焊接质量的前提,其目的是验证施焊单位拟订的焊接工艺是否正确以及评价施工单位能否焊出符合标准要求的焊接接头的能力。焊接工艺评定是采用拟定的焊接工艺规范和根据确定的焊接工艺评定标准焊接试件、试件检测、试件取样加工以及对试样进行性能试验,最后根据试验结果评定焊接接头是否具备要求性能的过程。
2.2 技术难点
由于钢衬里是作为核电站的第三道屏障,对核电站钢衬里用钢(20HR)和与之匹配的焊材(J427HR和H08MnHR焊丝+SJ14HR)焊接出来的焊接接头的力学性能、微观金相和化学成分要求非常严格。因此,在焊接过程中应控制焊接热输入量和层间温度,避免过大的热输入造成某些合金元素的烧损和过快的冷却使焊接接头因淬火而产生的非正常组织和微裂纹。
3 试样制备及试验方法
3.1 评定试件的制备
3.1.1试件组对及焊接
试件制备应严格按照焊接工艺规程(焊接工艺指导书)的要求执行,焊条电弧焊评定试件采用V型坡口对接接头型式,其坡口组对和焊道分布如图1所示;埋弧焊采用I型坡口。
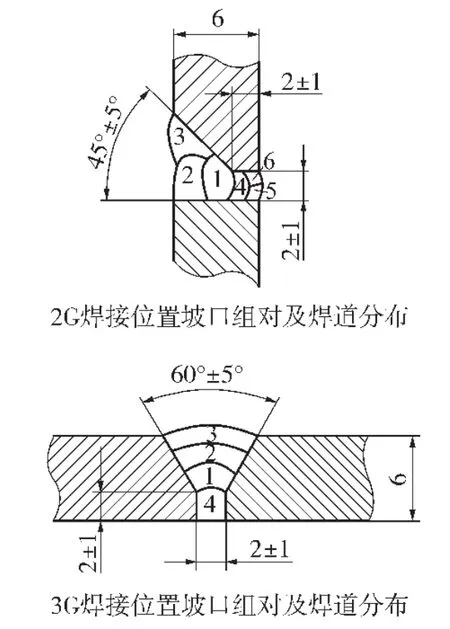
图1 2G和3G焊接位置坡口组对及焊道分布
为了焊接防止工艺评定试件焊接变形,组对前应对试件进行2°~3°的反变形,并对工艺评定试件进行点焊固定。工艺评定试板尺寸为900mm×200mm× 6 mm,焊条规格φ3.2 mm,焊前进行350℃×2 h烘干;两个焊接位置的焊接工艺参数如表5、表6所示;埋弧焊焊接工艺参数如表7所示。

表5 横焊(2G)焊条电弧焊工艺参数
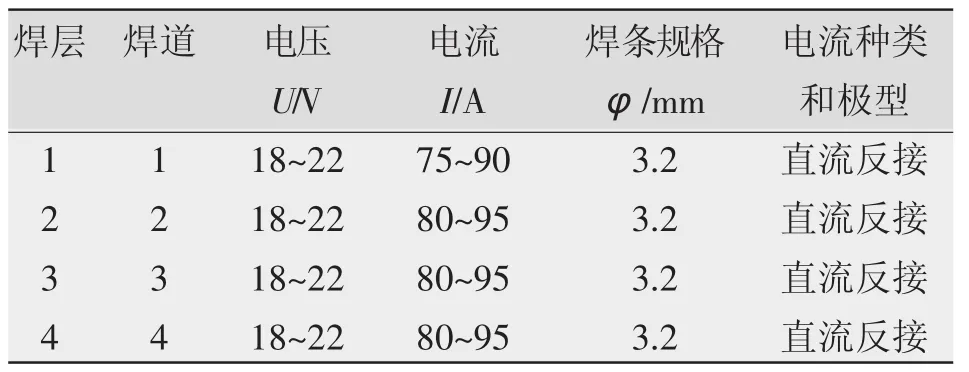
表6 立焊(3G)焊条电弧焊工艺参数

表7 平焊(1G)埋弧焊工艺参数
3.1.2试件无损检测
试件焊接完成后,需由符合HAF602规定的人员对工艺评定试板进行无损检测,无损检测项目为焊缝外观和尺寸检查的目视检验(VT)、液体渗透检验(PT)和射线检验(RT),试板焊缝应满足一级的要求。对2G和3G两个位置的工艺评定试件进行检测,其结果符合一级焊缝要求。
焊接完成后对焊条电弧焊2G、3G位置和埋弧焊1G位置的试件进行了上述规定无损检测项目,其焊缝符合一级焊缝要求。
3.2 试样取样
在工艺评定试板无损检测合格后,试件加工人员应按照试样取样(见图2)和试样加工图对试样进行加工并验收合格后方可进行理化试验。
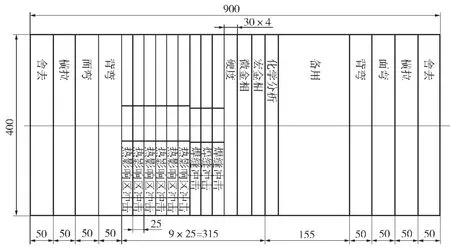
图2 2G、3G和1G位置工艺评定试样取样位置
3.3 试验方法
3.3.1力学性能试样的制备及其试验方法
(1)拉伸试验。
焊接接头拉伸试样切取和试验尺寸按照《焊接接头拉伸试验方法》(GB/T2651-2008)要求进行;焊接接头拉伸试验按照国家标准《焊接接头拉伸试验方法》(GB/T2651-2008)进行。其主要特点是受试验区所包含的焊接接头各部分在拉伸加载时,承受相同大小的应力。为了保证试验数据的准确性,拉伸试样的数量为两个。试样尺寸及形状如图3所示。
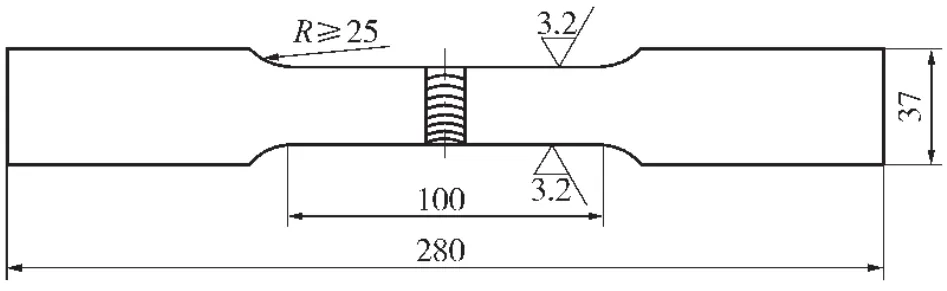
图3 焊接接头拉伸试样
(2)弯曲试验。
弯曲试验需要进行横向面弯和横向背弯试验。弯曲试样的切取和试样尺寸按照《焊接接头弯曲试验方法》(GB/T2653-2008)进行;焊接接头弯曲试验按国家标准《焊接接头弯曲试验方法》(GB/T2653-2008)进行。弯曲试样如图4所示。

图4 弯曲试样
(3)冲击试验。
冲击试验分为焊缝冲击和热影响区冲击,冲击试样采用V型缺口,焊缝取样位置示意如图5所示;热影响区冲击试样为两组,一组试样取在热影响区距熔合线1 mm处,另外一组试样取在热影响区距熔合线4 mm处,其试样的取样位置如图6所示;冲击试样按《金属材料夏比摆锤冲击试验方法》(GB/T229-2007)加工,其尺寸及形状如图7所示。冲击试验按照国家标准《焊接接头冲击试验方法》(GB/T2650-2008)要求进行。
3.3.2金相检验
在焊缝整个横截面上进行宏观金相检验(10×)和微观金相检验(200×),试样切割的尺寸以包含焊缝和母材为宜[1]。

图5 焊缝冲击试样取样位置示意
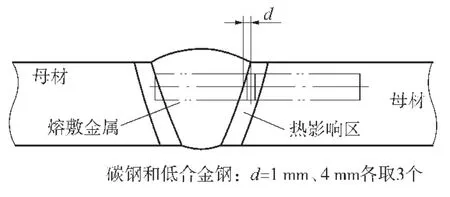
图6 冲击试样取样位置示意
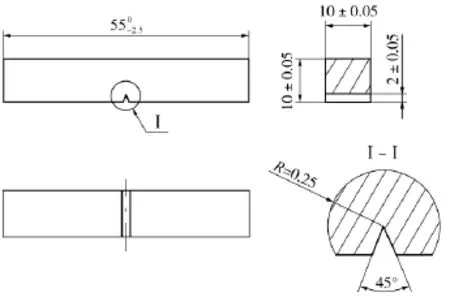
图7 冲击试样
宏观金相试样经打磨抛光后,按照国家标准《钢的低倍组织及缺陷酸蚀试验方法》(GB/T226-1991)要求,采用浸蚀液浓度为10∶100的硝酸-酒精溶液腐蚀剂腐蚀焊接接头后,采用10倍放大镜检查焊接接头是否存在裂纹、未焊透和未熔合以及超过射线检验标准的气孔和夹渣等缺陷。
微观金相试验按照国家标准《金属显微组织检验方法》(GB/T13298-1991)要求,采用浸蚀液浓度5∶100的硝酸-酒精溶液腐蚀剂腐蚀焊接接头后,采用光学显微镜在放大200倍情况下观察和分析接头各部分的组织,是否存在因淬火而产生的非正常组织和微裂纹。
3.3.3化学分析试验
化学分析试样取自无母材稀释的熔敷金属,检验元素包括C、Si、S、P、Mn、Cr、Ni、Mo、Cu等元素,化学分析试验方法可按照国家标准《钢铁及合金化学分析方法》(GB/T223)要求进行。
4 工艺试验结果及分析
4.1 拉伸试验结果及分析
焊条电弧焊的横焊(2G)和立焊(3G)两个位置,以及埋弧焊平焊(1G)焊接接头的拉伸试验结果如表6所示。由表6可知,三个位置的试样均断在熔合线以外的母材上,横焊位置其中一件抗拉强度最小值为465 MPa,两个位置两个试样抗拉强度的平均值相同,其评定结果为合格,即接头极限抗拉强度应大于母材极限抗拉强度的较小值(≥410 MPa),且断裂不能发生在焊缝上。
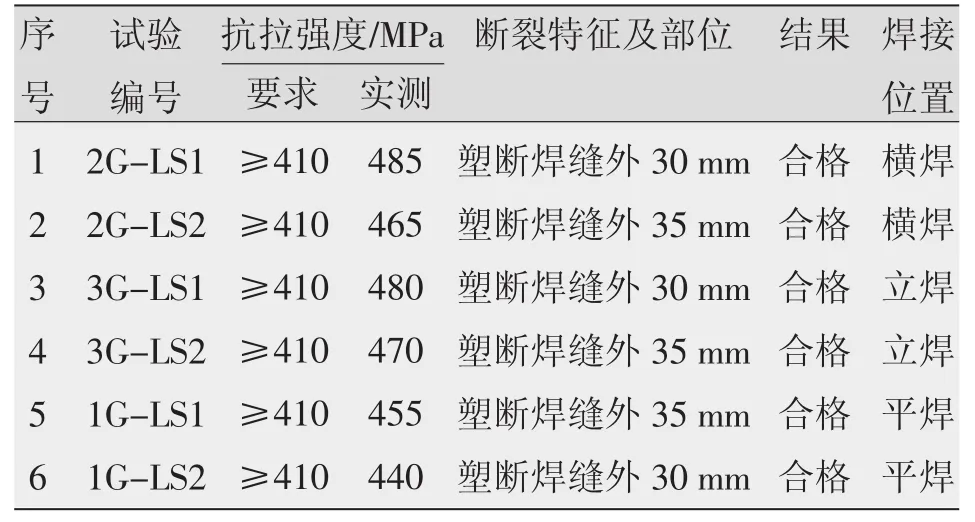
表6 焊接接头拉伸结果
4.2 弯曲试验结果及分析
对焊接接头进行室温下的横向面弯和背弯,弯曲试验芯棒直径D=4t(t为试样厚度),两支承辊间距离P=6.2t,弯曲角度180°;试验结果要求没有明显的开裂、单个裂纹、表面气孔,夹渣长度不得大于3 mm。试验结果如表7所示。
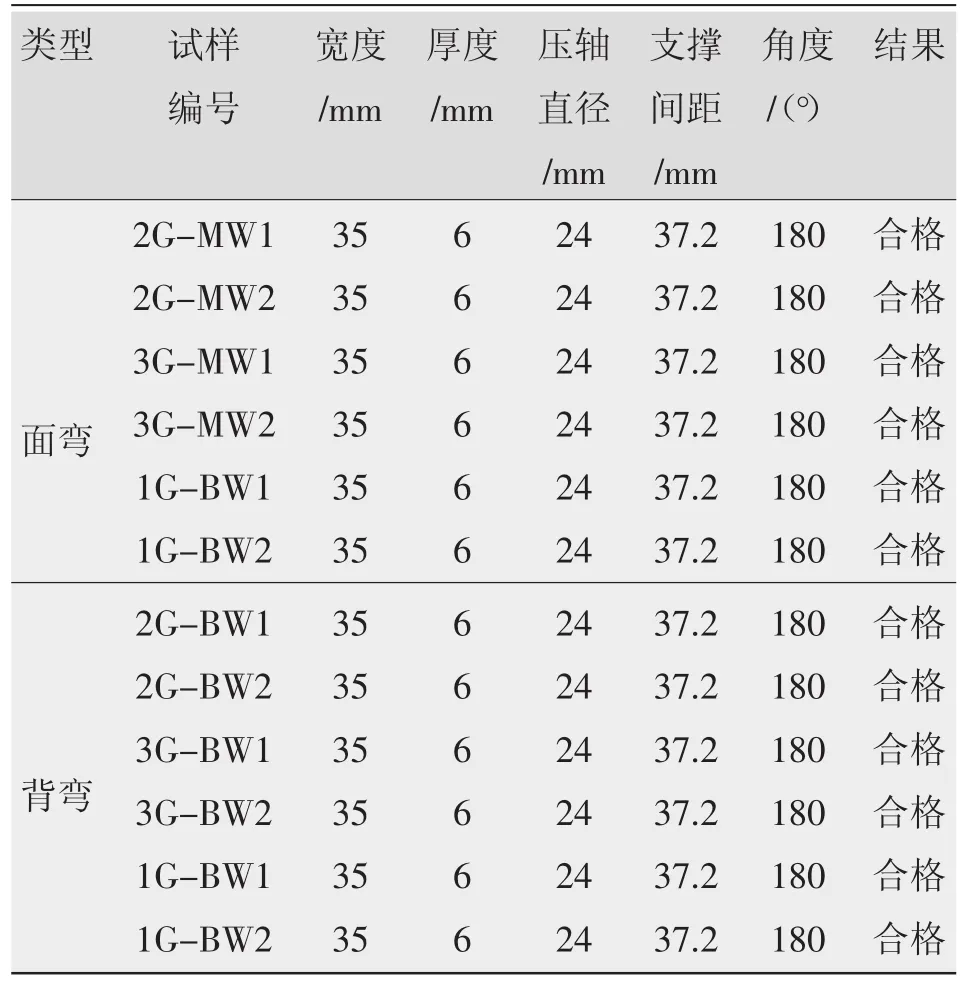
表7 弯曲试验结果
试验表明,试样内外表面均未出现任何形式的裂纹、表面气孔和夹渣等缺陷,说明此次20HR焊接工艺评定的试件其抗弯曲性能优良,完全满足要求。
4.3 冲击试验结果及分析
冲击试验分为焊缝冲击和热影响区冲击,冲击试验结果要求:单个试样最小值大于等于28 J,平均值必须大于等于40 J。2G、3G和1G三个位置的冲击试验结果分别如表8~表10所示,表中试样编号说明:H1~H3表示焊缝冲击试样;R11、R12、R13是指缺口位置与熔合线距离1 mm的三个冲击试样;R41、R42、R43是指缺口位置与熔合线的距离4 mm的三个冲击试样。
由表8~表10可知,三个位置的冲击试验结果值单个试样的最小值为76 J,远大于要求值28 J,而每组试样的平均值也大于要求值40 J,说明本次冲击性能均合格,且20HR钢焊接工艺评定的试件的焊接接头具有较好的韧性。

表8 2G位置冲击试验结果

表9 3G位置冲击试验结果

表10 1G位置冲击试验结果
4.4 宏观金相结果及分析
2G和3G位置焊接接头的宏观金相结果如图8所示。由图8可知,两个位置焊接接头宏观金相检验未见裂纹、未焊透、未熔合以及超过射线检验标准的气孔和夹渣等缺陷,其结果符合要求。

图8 2G、3G焊接接头宏观金相
4.5 微观金相结果及分析
2G和3G位置焊接接头微观金相检验结果如图9和图10所示;1G位置的焊接接头微观金相检验结果如图11所示。
由图9~图11可知,母材、焊缝和热影响区的微观组织都为铁素体+珠光体或铁素体+贝氏体,无裂纹及因淬火而产生的非正常组织,组织正常,满足要求。
4.6 化学分析试验结果及分析
两个位置工艺评定试件焊缝的化学成分试验结果如表11所示。
由表11可知,三个位置焊接工艺评定试件焊缝的化学成分试验结果均在规定范围内,结果合格。
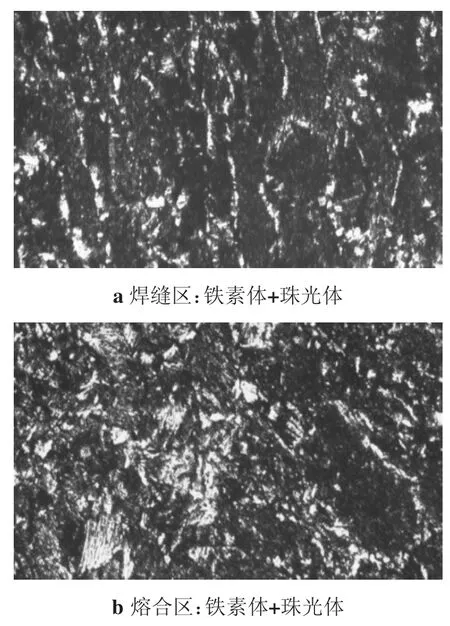
图9 2G焊接接头微观金相
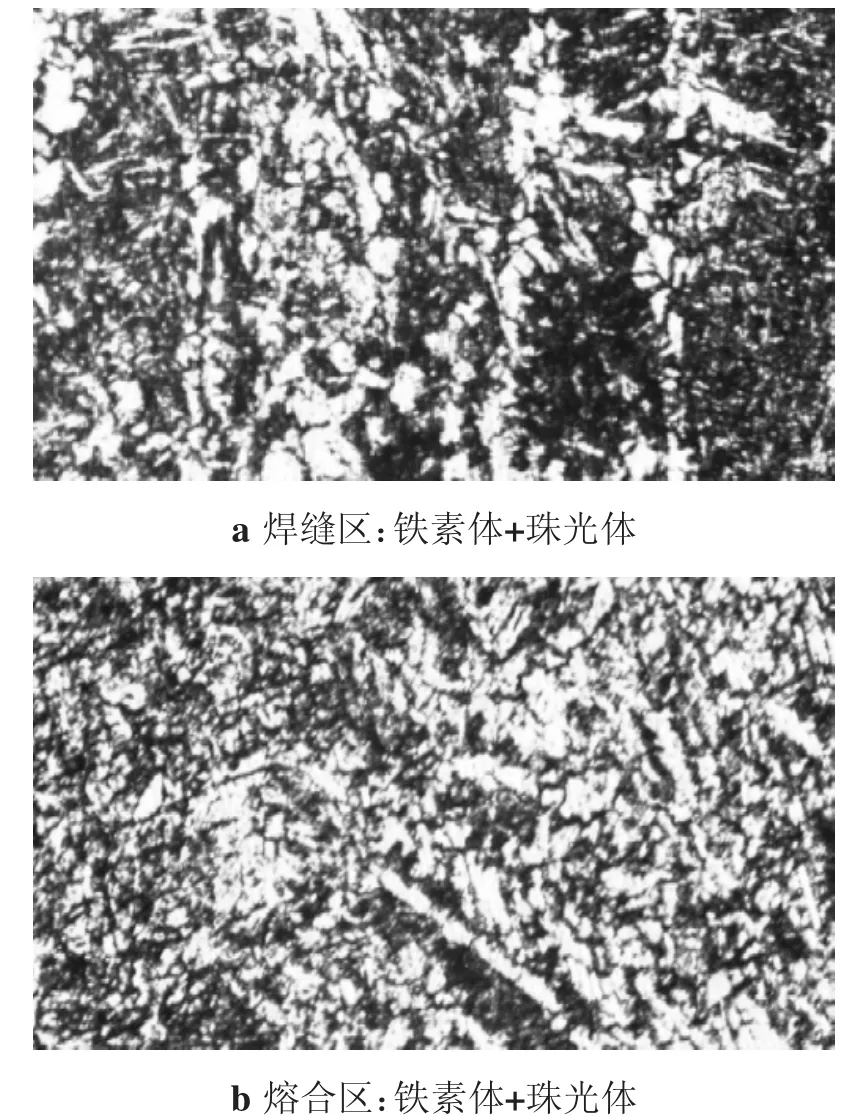
图10 3G焊接接头微观金相

图11 1G焊接接头微观金相

表11 2G、3G和1G位置评定试件熔敷金属化学成分分析结果%
5 焊接工艺评定质量控制
影响焊接工艺评定结果的正确性有多个因素,在编制焊接工艺评定质量计划就应考虑到影响工艺评定结果正确性的各个方面,因此必须认真分析影响焊接工艺评定结果的各种因素,采取切实有效的控制措施,才能保证焊接工艺评定的正确性。
影响焊接工艺评定结果的各个因素概括起来有人、料、法、机、环和评定企业资质六个方面,严格控制这六个方面是保证焊接工艺评定结果的关键。
5.1 评定企业资格
在我国境内,拟从事或已经从事民用核安全设备设计、制造、安装和无损检验的单位必须按照《民用核安全设备设计制造安装和无损检验监督管理规定》(HAF601-2008)的要求取得国家核安全监督部门的许可后,方可从事民用核安全设备的设计、制造、安装和无损检验工作。由于核电站钢衬里属于民用核安全设备,因此,从事核电站钢衬里制造的单位必须按照HAF601标准取得相应的许可证,且在进行核电站钢衬里20HR焊接工艺评定前,还应按照《压水堆核岛机械设备设计建造规则》(RCCM S6000—制造车间的技术评定)的要求,对焊接工艺评定使用的车间进行评定,通过评定证明拟进行焊接工艺评定单位具备RCC-M S6000标准要求的能力,对于验证工艺评定单位拟定的焊接工艺的正确性提供了必要的保证。
5.2 人:参与工艺评定的人员
人的因素主要指焊接技术人员的素质,操作人员的理论、技术水平,生理缺陷,粗心大意,违纪违章等。焊接工艺评定时首先要考虑到对人的因素的控制,因为人是工艺评定过程的主体。工艺评定结果受到所有参加工艺评定的焊接技术人员、操作人员、服务人员共同作用,他们是形成焊接工艺评定的主要因素。
从事焊接工艺评定的焊接技术人员和焊工应有工作经验,从事工艺评定试件焊接的焊工保证能够按照拟定的焊接工艺进行焊接工艺评定试件的焊接,避免因焊工水平影响到焊接工艺评定的结果。另外,对从事焊接工艺评定试件检验的无损检测人员应按照《民用核安全设备无损检验人员资格管理规定》(HAF602-208)标准规定取得相应的资格证。对于工艺评定过程中的其他关键人员,如试样取样加工人员、理化人员也需要有工作经验,且经过专项培训取得资格证后方可从事该项工作,不要因为人为因素影响工艺评定结果。
5.3 机:焊接设备、工机具和射线检测以及理化试验设备
机的因素包括焊接设备、机加工设备、工机具、测量仪器和射线检测以及理化检测仪器等。焊接工艺评定过程必须合理选择焊接设备、工机具和射线检测以及理化试验设备的类型和性能参数,合理使用这些设备、工机具,正确操作。操作人员必须认真执行各项规章制度,严格遵守操作规程,并加强对工艺评定相关设备的维修、保养、管理,使其保持完好状态且经过国家正规计量单位标定,并在标定的有效期内。
5.4 料:焊接工艺评定母材、焊接材料和其他辅助性材料
焊接工艺评定所使用的原材料包括母材、焊接材料以及其他辅助性材料等,这些材料的自身质量是保证焊接产品质量的基础和前提。为了保证焊接质量,原材料的质量检验很重要。对于焊接工艺评定试件所用的母材和焊接材料应按照相应的采购技术规格书要求进行验收和复验,合格后方可用于工艺评定。
5.5 法:核安全法规、标准规范、技术方案、无损检测和理化试验工艺及操作要求等
焊接工艺评定过程中的方法包含工艺评定过程中采取的核安全法规、标准规范、技术方案、工艺流程、检测手段等。操作人员的理论水平、技术水平、技术方案正确与否,直接影响到焊接工艺评定结果的正确性。因此,在焊接工艺评定过程中应加强这方面的管理工作。
5.6 环:工艺评定的环境
在特定环境下,焊接工艺评定结果对环境的依赖性也是较大的,容易受到焊接工艺评定车间条件(如温度、湿度、风力及雨雪天气)的影响,在其他因素一定的情况下,也有可能单纯因环境因素造成焊接质量问题,所以也应引起一定的注意。在焊接工艺评定质量控制过程中,环境因素的控制措施较为简单,当环境条件不符合规定要求时,如风力较大,风速大于四级,或雨雪天气,相对湿度大于90%,可暂时停止焊接工作,或采取防风、防雨雪措施后再进行焊接。
通过以上分析可知,在焊接工艺评定过程中严格从人、料、法、机、环和评定企业资质六个方面进行质量控制,是保证焊接工艺评定结果正确性的关键。
6 结论
在工艺评定过程中对人、料、法、机、环和评定企业资质六个方面进行质量控制,是保证焊接工艺评定结果的关键。通过2G、3G和1G三个位置的焊接工艺评定结果,可以得出焊接工艺评定单位所拟定的焊条电弧焊和埋弧焊工艺是正确的,其结果符合RCCM标准要求。从某核电工程安全壳钢衬里现场产品见证件力学性能和焊缝无损检测的结果表明,核电站安全壳钢衬里焊接工艺的正确性。
[1]RCC-M压水堆核岛机械设备设计和建造规则[S].2000. +02补遗.
Welding technology research and quality control of containment vessel steel liner in nuclear power plant
TANG Shi1,TANG Hongwei2,CHENG Xiaoling1
(1.State Nuclear Power Demonstration Plant Co.,LTD.,Rongcheng 264312,China;2.Construction Management Department,Fuqing Nuclear Power Nuclear Equipment Institute,China Nuclear Power Engineering Co.,Ltd.,Fuqing 350318,China)
Before on-site assemblingand weldingofsteel liner ofcontainment vessel,welding procedure qualification(WPQ)is important premise for ensuringits weldingquality,especiallyin the fabrication ofcivil nuclear safetyequipments.In this paper,some aspects ofWPQ are described,including the preparatory work,purpose and difficulties,sample preparation and test methods,result analysis,and quality control,etc.The WPQs of shielded metal arc welding and submerged arc welding show that the welding technology chosen by the WPQ companyis correct.
nuclear power plant;container vessel steel liner;welding technology;quality control
TG457.5
B
1001-2303(2016)06-0067-08
10.7512/j.issn.1001-2303.2016.06.14
2016-03-11
唐识(1976—),男,四川仁寿人,高级工程师,学士,主要从事核电厂执照申请、设计和焊接管理工作。
猜你喜欢
中国核电(2022年3期)2022-09-17
金属加工(热加工)(2022年8期)2022-09-01
珠江水运(2022年13期)2022-08-04
化工装备技术(2022年6期)2022-02-04
核科学与工程(2021年4期)2022-01-12
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
安全、健康和环境(2020年1期)2020-03-25
核安全(2020年1期)2020-03-03
中国设备工程(2018年19期)2018-10-12
