PHF-101催化剂在柴油加氢装置的工业应用
2016-03-02 01:06张文成宋金鹤宋金龙
北京石油化工学院学报 2016年4期
张文成,宋金鹤,宋金龙
(中国石油石油化工研究院大庆化工研究中心,黑龙江 大庆 163714)
PHF-101催化剂在柴油加氢装置的工业应用
张文成,宋金鹤*,宋金龙
(中国石油石油化工研究院大庆化工研究中心,黑龙江 大庆 163714)
介绍了PHF-101柴油加氢精制催化剂在中国石油天然气股份有限公司兰州石化分公司现有3.0 Mt/a柴油加氢装置工业应用情况。装置运行情况及标定结果表明,PHF-101催化剂加氢性能优良,运转稳定性良好,完全满足企业长周期稳定生产国Ⅳ柴油并兼顾国Ⅴ质量生产能力的需求。
催化剂;加氢精制;焦化柴油;直馏柴油
中国石油兰州石化分公司3.0 Mt/a柴油加氢装置由寰球工程公司辽宁分公司设计,并于2012年6月投产。装置以焦化汽油、焦化柴油、直馏柴油的混合油为原料,通过加氢精制把原料转化为加氢石脑油、精制柴油。
1 装置简介
装置包括原料预处理系统、反应系统、分馏系统、辅助系统及公用工程系统,装置流程如图1所示。
兰州石化公司3.0 Mt/a柴油加氢装置第1生产周期采用抚顺石油化工研究院开发的FHUDS-5超深度加氢脱硫柴油精制催化剂。为保证3.0 Mt/a柴油加氢装置长周期稳定生产国Ⅳ柴油,兼顾国Ⅴ质量生产能力,兰州石化公司于2015年4月对3.0 Mt/a柴油加氢装置进行了催化剂更换。采用的催化剂为中国石油石油化工研究院和中国石油大学(北京)合作开发的PHF-101柴油加氢精制催化剂。
2 催化剂性质及装填
PHF-101柴油加氢精制催化剂理化性质如表1所示。
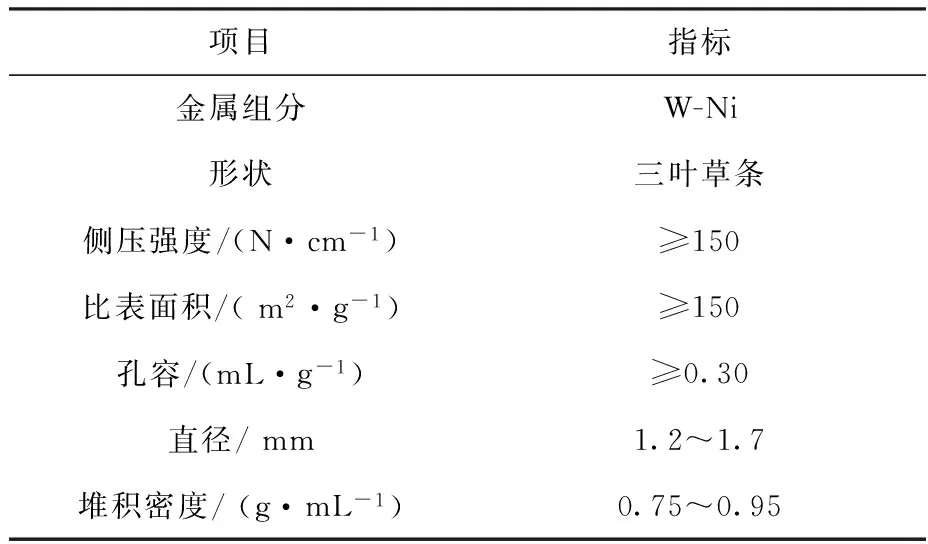
表1 PHF-101催化剂理化性质
兰州石化公司3.0 Mt/a柴油加氢装置加氢反应器分2个床层,共装入4种催化剂: PHF-101P-1、PHF-101P-2、PHF-101P-3、PHF-101。其中,PHF-101为主催化剂,采用密相装填方式;PHF-101P-1、PHF-101P-2、PHF-101P-3为保护剂,采用自然装填方式,催化剂装填情况如表2所示。PHF-101催化剂共装填204 t,平均装填密度为0.927 t/m3。

表2 催化剂装填量
3 催化剂干燥及预硫化
催化剂干燥过程温度控制曲线如图2所示。催化剂硫化过程温度控制曲线如图3所示。兰州石化分公司3.0 Mt/a柴油加氢装置此次开工采用液相(湿法)预硫化方式,硫化剂为二甲基二硫(DMDS)。硫化条件为:反应器入口氢分压为6.4 MPa,循环氢量>80 000 Nm3/h,循环氢体积分数>80%。
4 装置运行及标定
4.1 装置运行情况
经过预硫化的催化剂具有很高的活性。因为预硫化过程在高浓度的硫化氢气氛中进行,造成预硫化结束后催化剂的活性金属与过量的硫阴离子键接,当反应气相中硫化氢浓度下降时,这些过量键接的硫阴离子将脱附出来,形成硫阴离子空穴,构成催化剂的活性中心。另一方面,预硫化结束时系统中存在的硫化氢吸附在催化剂表面,并解离成HS-和H+,增加了催化剂的酸性功能。由于催化剂的高加氢活性和酸性,如此时与劣质原料焦化柴油、FCC柴油等接触,将发生剧烈的加氢反应,甚至发生烃类的加氢裂化反应,短时间内将产生大量的反应热,极易引起反应器超温。同时催化剂表面的积炭速度非常快,使催化剂快速失活,并影响催化剂活性稳定期的正常活性水平。为了避免催化剂初活性阶段发生超温和快速失活,需要先切入质量较好的直馏馏分油原料在较低温度下先行接触刚刚预硫化结束的催化剂,使催化剂表面缓慢均匀积炭稳定后再逐步切入正常原料。
根据生产安排兰州石化公司3.0 Mt/a柴油加氢装置开工后,柴油产品硫质量分数按国Ⅳ标准控制,加工原料为焦化汽油、焦化柴油、直馏柴油的混合油。装置运行条件、原料及产品质量情况如表3~表4所示。由操作条件及产品性质可以看出,采用PHF-101催化剂生产国Ⅳ标准清洁柴油时,操作条件缓和,精制柴油性质良好。
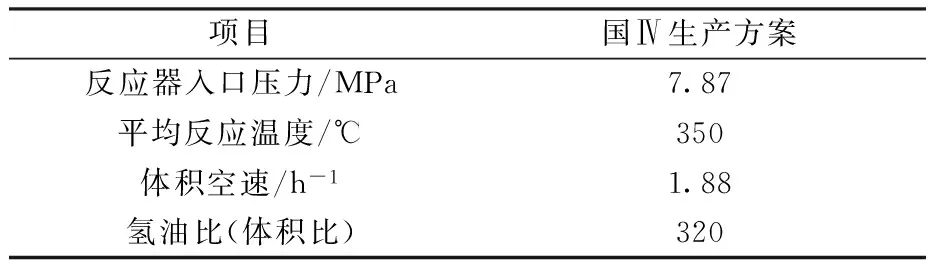
表3 主要工艺参数

表4 原料及产品性质
4.2 催化剂标定
为考察PHF-101催化剂加氢性能,兰州石化公司于2015年6月对3.0 Mt/a柴油加氢装置进行了生产标定。加工原料为直馏柴油、焦化汽油和焦化柴油的混合油。本次标定包括2个方案,主要工艺参数如表5所示,标定方案1原料及产品性质如表6所示,标定方案2原料及产品性质如表7所示。
从表5、表6可以看出,在空速为2.06 h-1,氢油比为340∶1,反应器入口氢分压为7.47 MPa,平均温度为368 ℃的条件下,加工硫质量分数为1 575 μg/g的混合汽油、柴油原料,精制柴油硫质量分数为8 μg/g,满足国Ⅴ柴油标准对硫质量分数的要求,十六烷值提高1.2个单位。
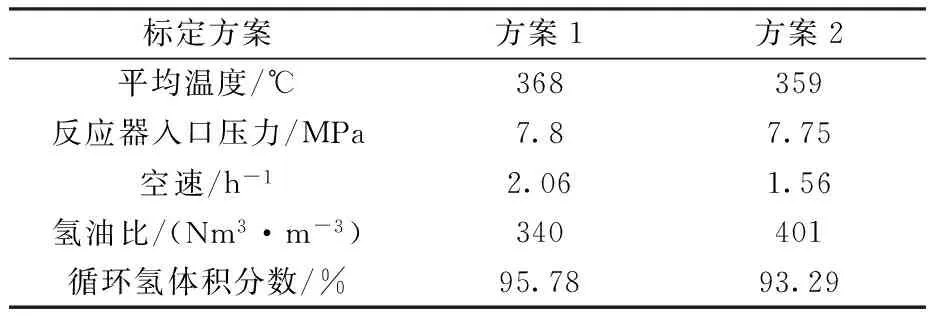
表5 主要工艺参数
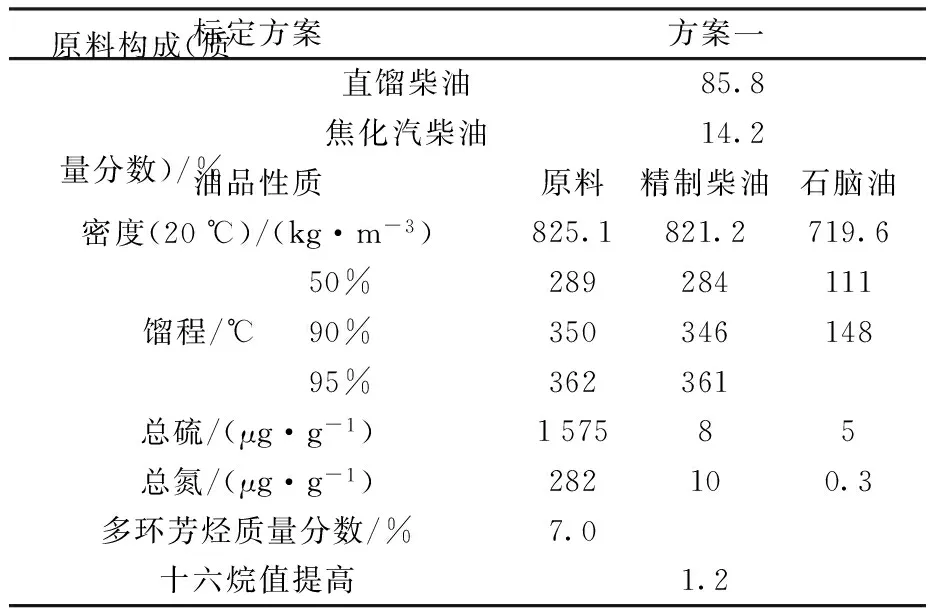
表6 标定方案1原料及产品性质
从表5、表7可以看出,在平均温度为359 ℃,反应器入口氢分压为7.23 MPa,空速为1.56 h-1,氢油比为401∶1的条件下,加工硫质量分数为1 427 μg/g的混合汽油、柴油原料,精制柴油硫质量分数8 μg/g,满足国Ⅴ柴油标准硫含量要求,十六烷值提高2.0个单位。

表7 标定方案2原料及产品性质
5 结论
兰州石化公司3.0 Mt/a-1柴油加氢装置自2015年4月开工至2016年4月,累积满负荷平稳运行12个月,加氢产品质量满足生产需求。标定结果及装置运行情况表明,PHF-101催化剂完全满足国Ⅴ柴油生产需求,加氢性能优良,可为国Ⅴ柴油质量升级提供技术支持及保障。
Commercial Application of PHF-101 Diesel Hydrotreating Catalyst in a Diesel Hydrotreating
UnitZHANG Wen-cheng, SONG Jin-he, SONG Jin-long
(Daqing Chemical Research Centre of Petrochemical Research Institute, PetroChina, Daqing 163714, China)
The commercial application of PHF-101 diesel hydrotreating catalyst in a diesel hydrotreating unit with 3.0 Mt·a-1capacity of Lanzhou Petro Chemical Company, PetroChina is introduced. The industrial operation and calibration results show that PHF-101 hydrogenation catalyst has excellent hydrogenation properties, high stability of running device, refined diesel, which can fully meet the State IV, V diesel index.
catalyst; hydrotreating; coker diesel; straight run diesel
2016-06-14
张文成(1978—),男,硕士,高工,从事炼油加氢催化剂开发工作,E-mail:zwc459@petrochina.com.cn;宋金鹤(1980—),女,硕士,工程师,从事炼油加氢催化剂开发,通信联系人,E-mail:songjinhe001@163.com。
TE624.9
A
猜你喜欢
化工管理(2022年14期)2022-12-02
弹性体(2022年3期)2022-11-15
轮胎工业(2022年2期)2022-07-19
魅力中国(2021年47期)2021-11-27
汽车电器(2021年8期)2021-08-24
汽车电器(2021年7期)2021-08-04
汽车维修与保养(2020年11期)2020-06-09
大经贸(2020年1期)2020-04-07
创新作文(1-2年级)(2019年1期)2019-07-04
智富时代(2019年2期)2019-04-18