基于Pro/E的数控车削加工仿真
2016-01-16 06:44毕俊喜,任昭
现代机械 2015年4期
基于Pro/E的数控车削加工仿真*
毕俊喜,任昭
(内蒙古工业大学机械学院,内蒙古呼和浩特010051)
摘要:以某高速电转轴中的转轴为例,利用Pro/Engineer 5.0中的Pro/NC模块对其进行模拟车削加工仿真,将传统的二次装卡应用到自动编程中,完成数控刀路文件(.ncl文件)和G代码(.tap文件)的创建,并通过屏幕演示和在VERICUT中的模拟仿真验证可行性,最后经过后处理器Gpost生成可在FAUNC数控车床上运行的G代码,有助于优化数控车削加工工艺。
关键词:Pro/E车削仿真NC后处理
中图分类号:TH164;TG659文献标识码:A
基金项目:内蒙古自然科学基金资助(项目号2012MS0731)。
作者简介:毕俊喜(1974-),男,副教授,博士,研究方向:数控技术 CAD/CAM 。
收稿日期:2015-03-16
Numerical control turning processing simulation based on Pro/E
BI Junxi,REN Zhao
Abstract:Aimed at a rotary shaft of high-speed electric shaft , the present study adopted Pro/NC modules in Pro/Engineer 5.0 to simulate turning processing, applying traditional secondary clamping in automatic programming to create the NC cutter path file (.ncl documents) and G code (.tap document). Then the feasibility was verified through screen display and simulation in VERICUT. Finally the post-processor Gpost generated G code which could be run on numerical control lathe of FAUNC, which is helpful to improve the numerical control turning processing.
Keywords:Pro/E; turning simulation ;NC; post-processing
0引言
随着自动编程的迅速发展,对于一些批量大,精度要求高的零件需要CAD/CAM软件实现模拟加工制造, PTC公司的Pro/E5.0软件具有强大的CAD/CAM一体化功能,可以在计算机上以尺寸为驱动建立工件的三维模型,然后在虚拟环境下制定数控工艺路线,最后实现模拟加工,其加工范围包括模拟2轴车削、3-5轴的铣削和2-4轴线切割的加工全过程。
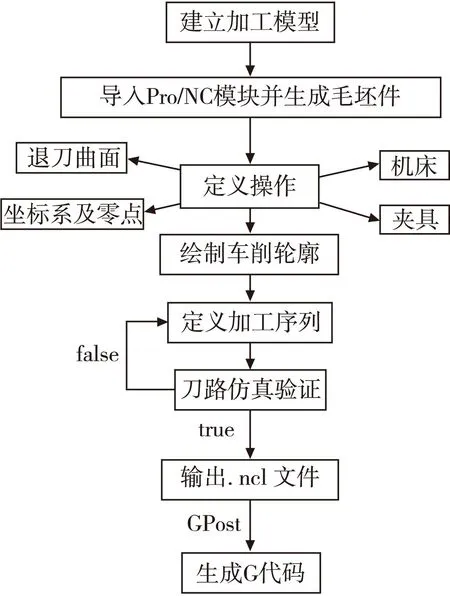
图1 加工流程图
传统的车削需要手动编程、对刀,而且加工误差难以控制,对于需要二次装卡的工件更是如此。利用Pro/NC模块进行仿真车削生成CL文件,用户可以对生成的刀具轨迹进行仿真验证,根据仿真结果修改加工序列,随后进行后处理,生成G代码,最后导入数控机床,有效降低了加工成本。其车削加工路线如图1。
1建立加工毛坯
首先新建一个类型为制造,子类型为NC组件的文件,以mmns_mfg_nc为模板,进入Pro/NC模块后导入在标准模块通过旋转拉伸而成的转轴实体模型,在Pro/E5.0版本中可以自动添加圆柱体或者长方体毛坯件,也可手动设置毛坯件的尺寸,自动加工好的毛坯件和转轴模型如图2。
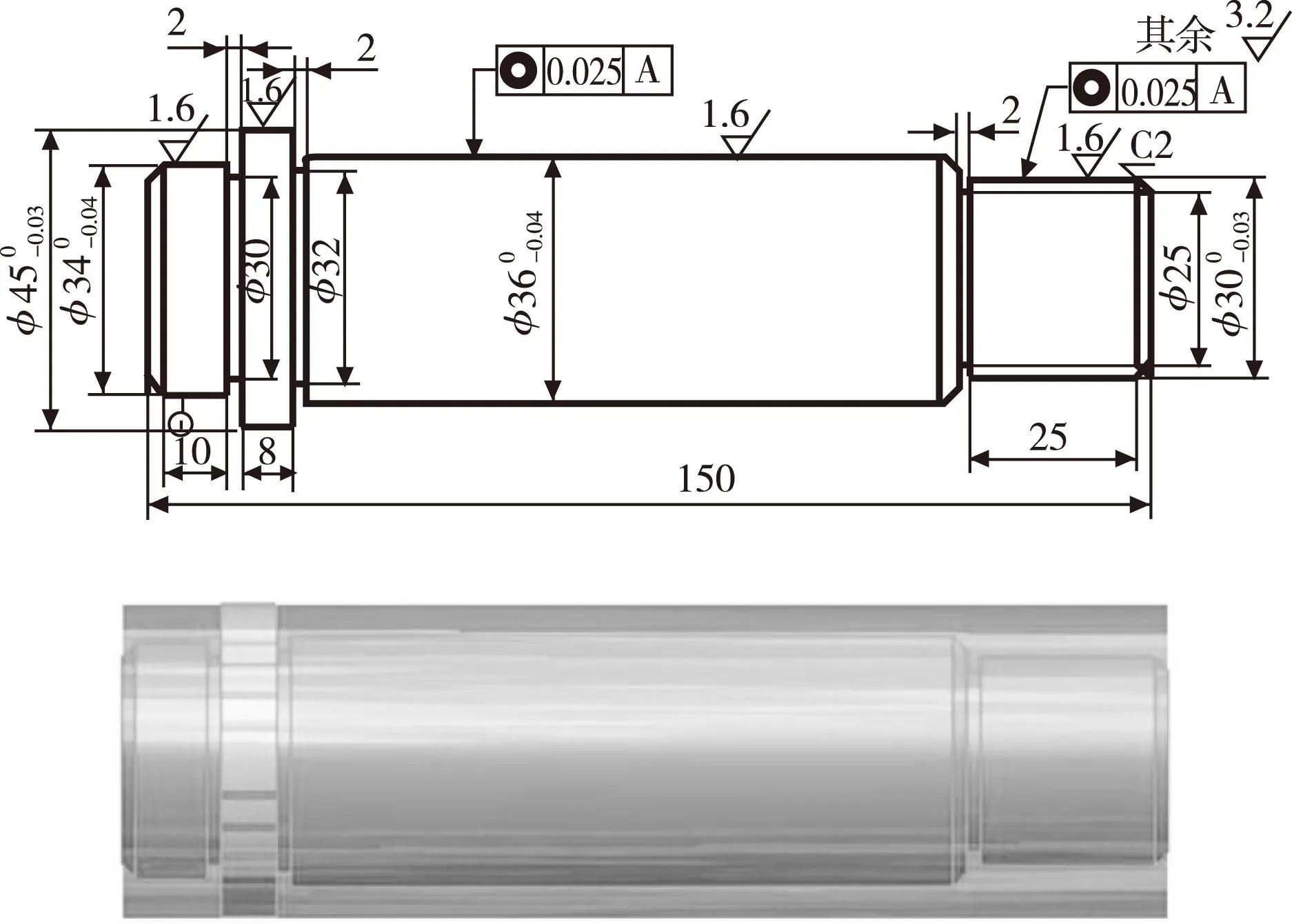
图2 毛坯件
2机床操作设置
由于所加工的阶梯轴有较大轴肩,故在加工过程中需要二次装卡,根据上述方法新建一个机床MACH02和坐标系ACS2,用来确定另一个加工零点。
3确定加工路线
结合轴的车削路线和软件的功能,将轴的加工分为区域车削,轮廓车削,凹槽车削三个步骤。其中区域车削相当于粗加工,而轮廓车削相当于精加工,它与区域车削的刀具路径相同,只不过在刀具和加工序列的参数有变化;凹槽切削就是用切断车刀进行切槽和切断。
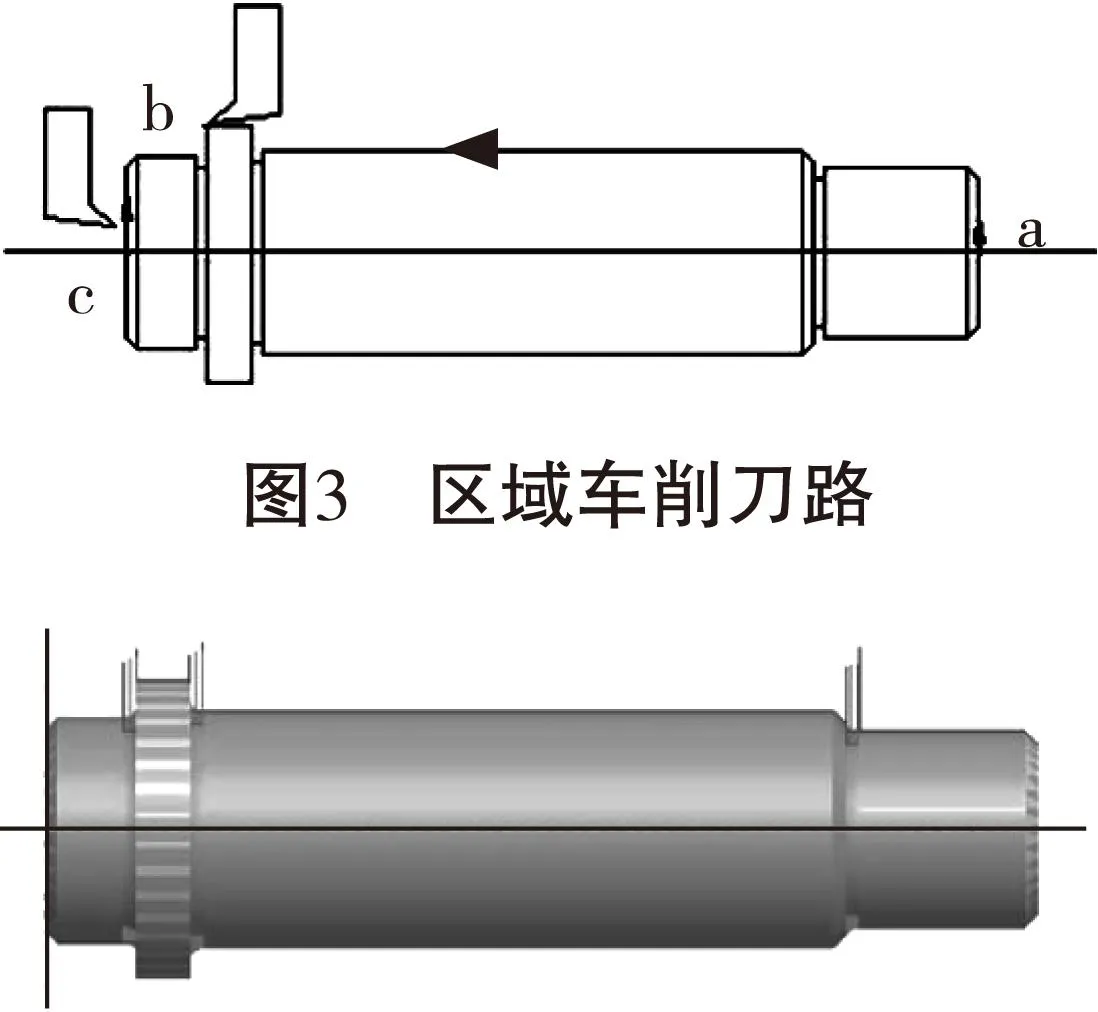
图4 凹槽车削刀路

4加工序列设置
5刀路仿真
在每个加工序列设置完成后可以在“播放路径”—“屏幕演示”中观察车削刀路是否正确, NC检查是通过将工件导入内置VERICUT软件进行模拟加工,打开工艺管理器,选中所有工序进行屏幕演示和NC检查,如图5;可以看出刀路清楚,且没有过切现象,保证了二次装卡的流畅性,最后保存刀路文件。

(a)屏幕演示 (b)NC检查 图5 模拟加工
6后处理
笔者意将.tap文件输入到实验室的FAUNC数控机床验证,故只需通过内置的FAUNC控制系统的后处理器,即可生成后缀为.tap的G代码文件。点击“工具”-“CL数据”-“后处理”,选中.ncl文件,勾选“详细”、“跟踪”,在处理器列表中选取UNCL01.P11,即生成的部分G代码如下:
N000T01
N001M42
N002M03S400;
N003G00X0Z10.0;
……
N087G01X-028.0Z-15.0 ;
N088X030.0Z-15.0;
N089X055.0;
N90M05;
检查程序无误后将文件的后缀名改为.txt,即可通过数据线传到数控车床。
7结束语
在ProE/NC进行车削模拟加工的过程中,关键在两头装卡的车削加工时有两点需要注意的地方:一是必须得定义两个机床,分别设置零点和退刀平面;二是设置两个零点时需要保证其坐标系方向是一致的。这样就一定程度上解决了关于两头装卡车削件的自动编程问题,减少了人为编程错误,提高了加工效率和精度,有助于改进传统车削的工艺过程。
参考文献
[1]詹友刚.Pro /ENGINEER中文野火版5.0数控加工教程[M].北京,机械工业出版社,2013
[2]华保祥,陈仁杰,刘怀文.基于Pro /ENGINEER的数控加工仿真[J].组合机床与自动化加工技术,2009(2):96-98
[3]杨宇, 陶学恒.基于Pro/E的平面槽凸轮的三维造型设计与加工仿真[J].机械设计与制造, 2008(9):29-31
[4]杨旭升.基于Pro/E的曲轴数控加工应用研究[D].大连交通大学,2008,12:42-49
任昭(1991-),男,硕士研究生,研究方向:数控技术 CAD/CAM 。
猜你喜欢
上海大中型电机(2021年1期)2021-06-09
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
制造技术与机床(2019年9期)2019-09-10
山东冶金(2019年2期)2019-05-11
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
制造技术与机床(2018年12期)2018-12-23
橡塑技术与装备(2018年8期)2018-04-19
制造技术与机床(2017年7期)2018-01-19