Ti6Al4V合金整体零件的两步热等静压近净成形工艺探究
2015-12-29 02:41黄俊,薛鹏举,魏青松等
中国机械工程 2015年18期
关键词:力学性能
Ti6Al4V合金整体零件的两步热等静压近净成形工艺探究
黄俊薛鹏举魏青松史玉升
华中科技大学材料成形与模具技术国家重点实验室,武汉,430074
摘要:针对热等静压整体成形高温合金零件容易产生部分区域致密度较低、整体性能不均一的问题,提出了热等静压两步成形方法,在较低的温度和压力作用下成形为不带连通孔隙的原始零件,去除控形模具后用合适的温度压力作用使不致密区域致密,提高零件均一性。以Ti6Al4V粉末材料为例,使用有限元模拟和实验测试相结合的方法,确定了两步成形法的工艺参数,并成形了叶盘零件。SEM结果显示:热等静压两步法成形的零件组织由板条状α+β相组成,原始颗粒边界消失,不连通孔隙闭合。断口形貌显示:在合适的两步成形工艺参数加载下,粉末颗粒冶金结合牢固,不再成为裂纹起始处,拉伸强度提高。两步法拉伸性能略优于常规热等静压拉伸性能,性能达到同规模锻件水平。
关键词:热等静压两步成形;Ti6Al4V;有限元模拟;力学性能
中图分类号:TF124
收稿日期:2014-12-17
基金项目:国家自然科学基金资助项目(51375188);国家科技重大专项(2009ZX04005-041-03)
作者简介:黄俊,男,1990年生。华中科技大学材料成形与模具技术国家重点实验室硕士研究生。研究方向为热等静压近净成形。薛鹏举,男,1973年生。华中科技大学材料科学与工程学院博士。魏青松,男,1975年生。华中科技大学材料科学与工程学院副教授、博士研究生导师。史玉升,男,1962年生。华中科技大学材料科学与工程学院教授、博士研究生导师。
Research on Near-Net-Shaping Ti6Al4V Alloy Parts under Two-Step Hot Isostatic Pressing
Huang JunXue PengjuWei QingsonShi Yusheng
State Key Laboratory of Material Process and Die and Mould Technology,
Huazhong University of Science and Technology,Wuhan,430074
Abstract:Monolithic superalloy parts shaped by hot isostatic pressing may exist low density region which will cause uneven overall performance.This paper proposed a two-step hot isostatic pressing method:at low temperature and pressure original parts were shaped without connected pores from alloy powder,then the low density regions were densed at an appropriate temperature and pressure after removing capsule and shape-control mold,which could guarantee uniform performance.Taking Ti6Al4V powder material as an example,two-step HIP parameters were determined by combining finite element simulation and experimental tests,with which bladed disk parts were made.The SEM results show that:it is fine and homogeneous strip α+β phase in the parts and there is no prior particle boundary or connected pores, which contribute to the good performance of parts.The fracture morphology analysis shows that: the powder particles are metallurgically bonded firmly and no longer the crack source given appropriate processing parameters.Tensile strength of two-step HIP parts is slightly better than that of conventional HIP and as same as the forging’s.
Key words:two-step hot isosatic pressing(HIP);Ti6Al4V;finite element simulation;mechanics property
0引言
热等静压(hot isostatic pressing,HIP)近净成形技术结合粉末冶金与模具工艺,利用高温高压耦合加载,在模具控形作用下,短流程将粉末致密化为复杂结构的高性能零件,其制件组织晶粒细小均匀,具有良好的力学特性[1-2]。该技术材料利用率高于90%,特别适用于钛基、镍基高温合金等难加工贵重金属材料,受到国内外航空领域的广泛关注[3-5]。但是热等静压成形过程中,粉末初始密度低,压坯体积收缩超过30%,并伴有不规则变形,受控形模具限制,部分结构处粉末流动不充分以及压力传导损失,难以达到较高致密度[6],甚至残留孔隙,影响制件的整体力学性能。优化模具结构能够缓解部分问题,但边角效应影响区和特殊狭长结构区域仍难以致密。从工艺参数上考虑,提高保温温度和增大保压压力能够提高整体致密度[7]。然而提高温度会使晶粒长大,性能降低[8],同时造成模具变软发生较大形变使得控形效果变差;增大压力除增加对成形设备的要求外还会造成包套变形增大,容易发生开裂造成工艺失败,同时型芯模具变形较大,影响控形效果,制件性能均一性难以保证。两步热等静压工艺是在较低温度和压力作用下初次成形零件坯体,使得整体致密度达到无连通孔隙程度,酸洗或机械加工方法去除包套和型芯后,将压坯二次热等静压。失去包套和型芯屏蔽效应的约束,压力能够均匀传到制件各处,提高区域致密度,使孔隙闭合消除缺陷,整体组织均匀,性能均一。
本文主要从两步热等静压成形工艺的可行性和两步热等静压工艺参数的选择以及制件的力学性能等方面展开探讨。
1材料与方法
1.1成形材料
成形材料选择等离子旋转电极法(plasma rotating electrode process,PREP)制得的Ti6Al4V粉末,粉末呈球形,粒径大致分布在60~300μm区间,平均粒径为200μm,SEM粉末形貌如图1所示,粉末化学成分如表1所示。
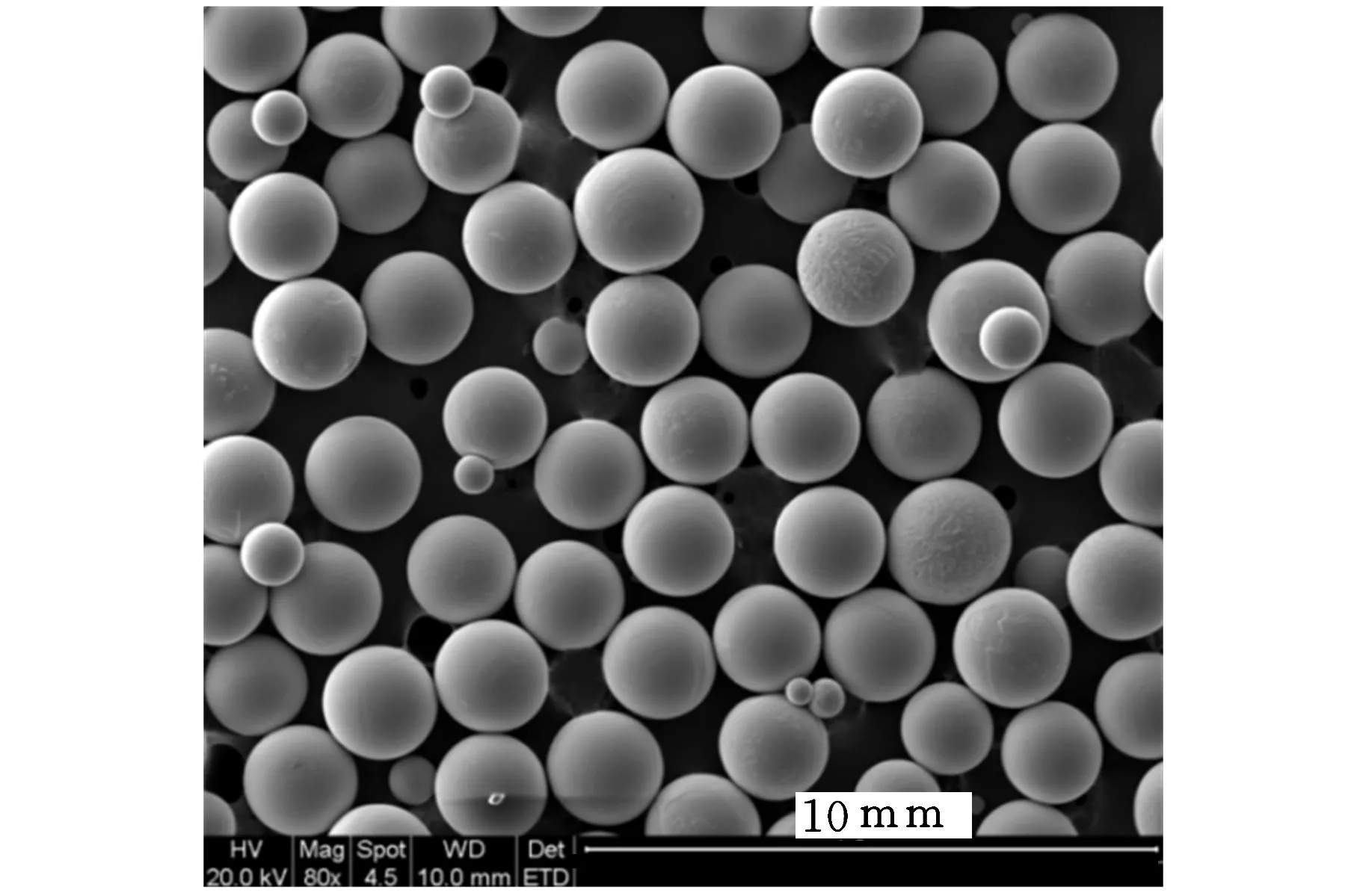
图1 Ti6Al4V粉末SEM形貌

%
1.2常规热等静压工艺
金属粉末热等静压工艺常规使用45钢或不锈钢作为包套和控形型芯,参考模具及Ti6Al4V材料的熔点、相变点和屈服强度特性,选定热等静压温度为910℃,压力为110MPa,保压时间为3h。制定加载方式如图2所示,温度和压力同时协调加载,试验在QIH15热等静压试验机(ABB,美国)上完成。

图2 常规热等静压加载曲线
1.3两步热等静压成形工艺
两步热等静压成形法加载曲线如图3所示,工艺流程如图4所示。

图3 两步热等静压成形工艺曲线
初次热等静压是在较低的温度和压力作用下,通过包套和控形模具挤压驱动粉末流动成形成没有连通孔隙的压坯,为去除包套和型芯后的二次热等静压提供条件。在满足成形为没有连通孔隙压坯的前提下,初次热等静压的温度和压力应当越低越好,较低的温度能够保证获得更细小的晶粒,有利于提高力学性能;较低的压力使得包套和模具产生更小的变形,有利于提高控形精度。采用有限元数值模拟的方法选择多组温度和压力参数进行模拟,将其中使得制件最低致密度达到92%[9]的参数组合(没有连通孔隙)选为初次热等静压温度和压力参数。


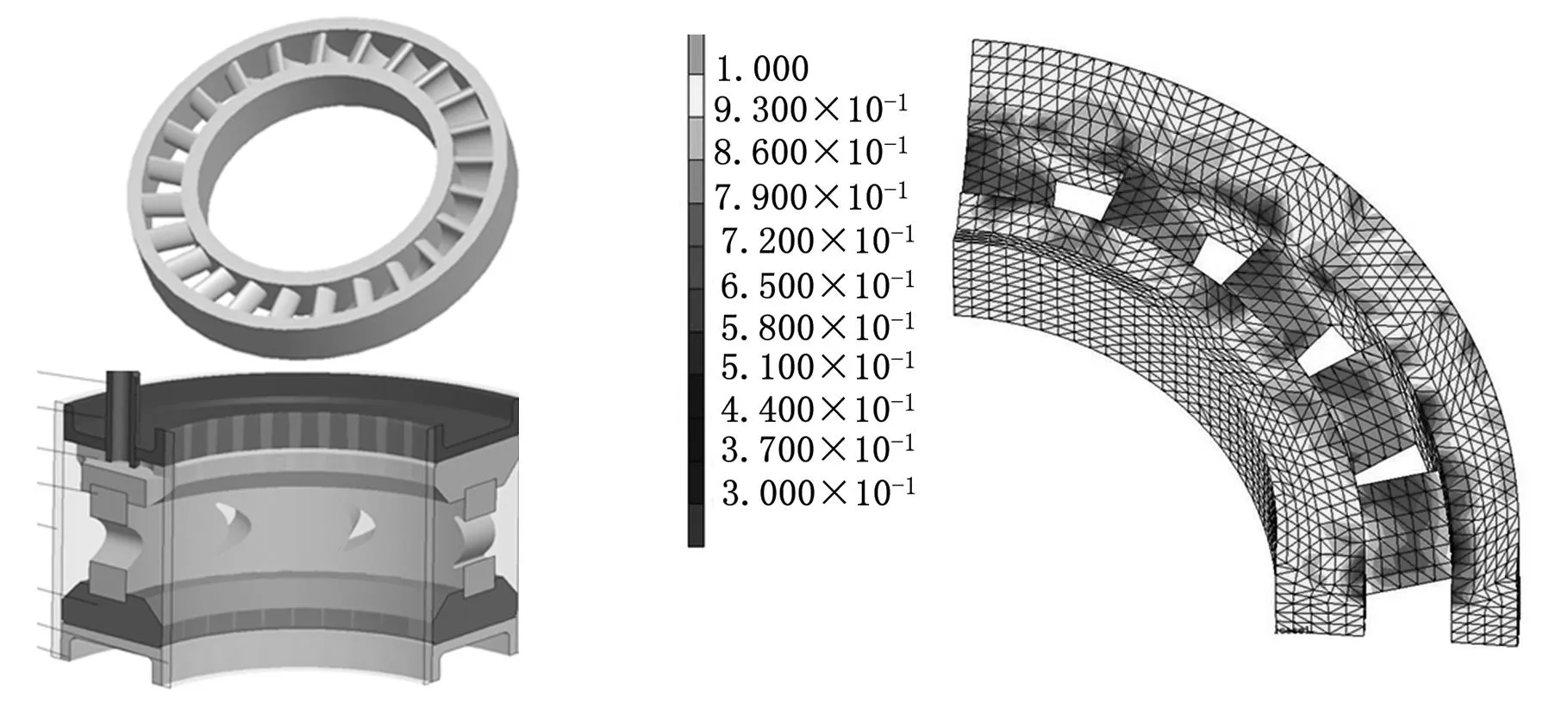
图5 模型结构图
(1)
β=(q1+q2ρq3)q4
(2)
γ=(b1+b2ρb3)b4
(3)
式中,σy为致密体的等效屈服应力;p为热等静压压力;Sij为偏应力张量;γ、β为与材料有关的参数;q1、q2、q3、q4、b1、b2、b3、b4为常数;ρ为相对致密度。
当粉末逐渐致密化达到1之后该屈服模型回归到经典的vonMises屈服模型,β、γ可由单轴压缩试验得到[14]。
包套和模具材料分别使用45钢和304不锈钢,两种材料在HIP过程中用弹塑性材料模型和von Mises屈服准则描述其变形行为,相关参数在MARC有限元程序中设定。
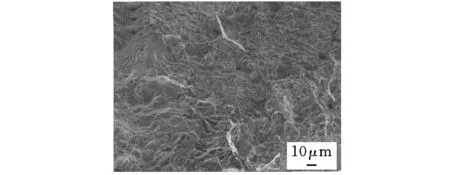
初次热等静压参数(850℃,100MPa,保压3h)作用下,相对致密度模拟分布结果如图6所示。制件基本上达到致密,但在图6中A区由于模具结构限制,粉末流动较差没有达到与其他区域相当的致密度,力学性能均一性较差,可能影响疲劳寿命。但是该区域的致密度达到了93%以上,即已经没有了连通孔隙,压坯外表面可以承受并传递气体介质压力,满足二次热等静压的条件。从该区域的SEM照片上可以看到基本上达到致密但残存孔隙,孔隙之间已互不连通,如图7所示。
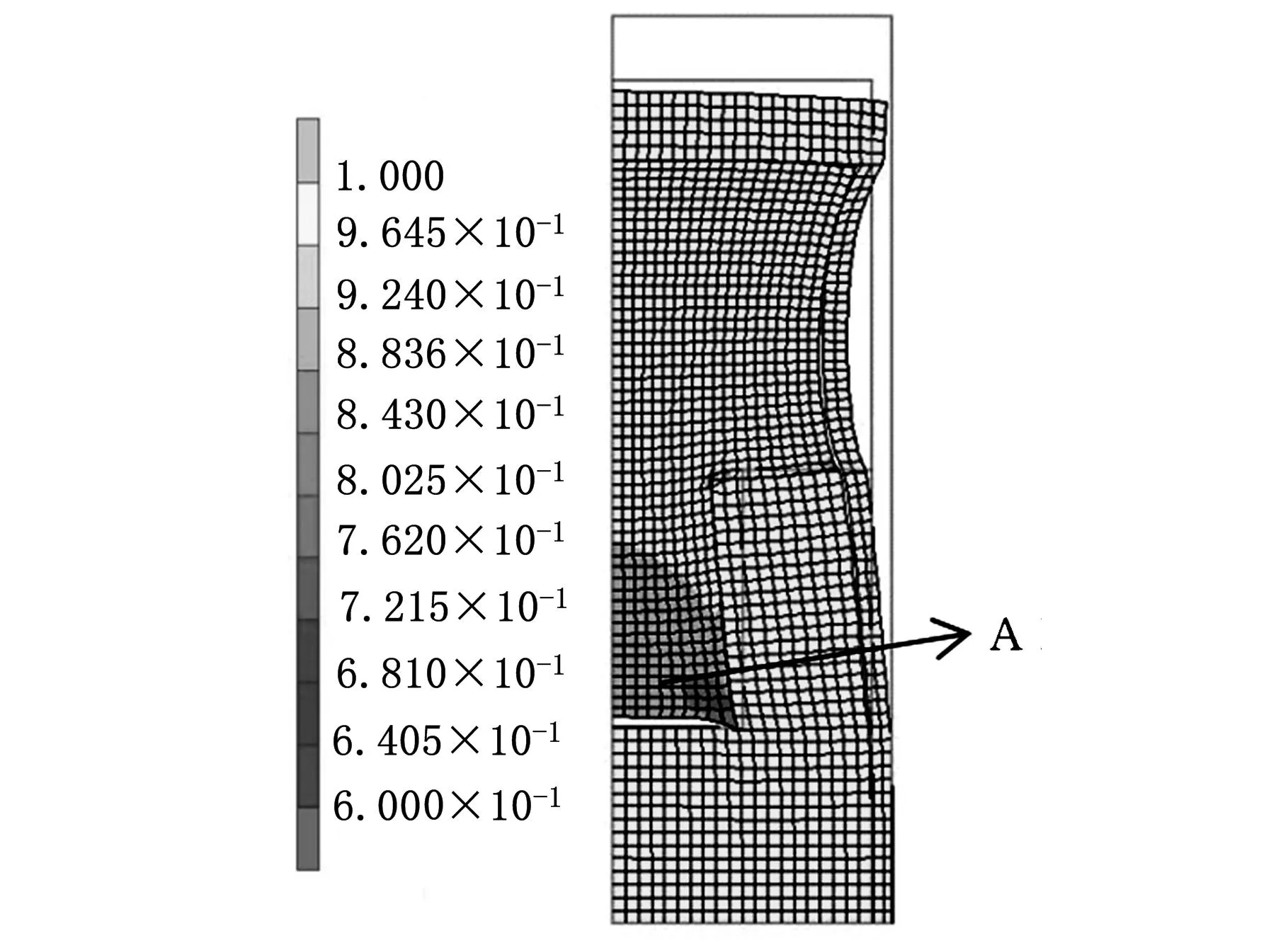
图6 相对致密度模拟分布结果

图7 A区组织SEM图片
初次热等静压的参数借助有限元模拟的方法确定,通过设置不同的温度和压力工艺参数加载,查看致密度模拟结果,为减小温度压力过高对性能的不利影响,选择致密度最低区域达到92%前提下的最小温度和压力数值作为初次热等静压的工艺参数。通过酸洗和机加工的方法去除掉包套和控形型芯,对零件进行二次热等静压,由于此时的零件形状不规则,有限元模拟难度较大并且容易产生较大误差,故选择从试验的角度探索并确定二次热等静压的工艺参数。
2结果与讨论
2.1拉伸特性
为探索二次热等静压的成形工艺参数以及两步法成形零件的力学性能,设计了3组试验,分别是传统热等静压工艺P0(910℃,120MPa,3h)、两种两步成形工艺P1(850℃,100MPa,3h/850℃,120MPa,3h)和P2(850℃,100MPa,3h/910℃,120MPa,3h),成形图5所示零件,并将获得的压坯A区制成截面为6mm×2mm的条状拉伸试样进行拉伸试验(图8),对比其拉伸特性,观察和分析组织断口形貌。

图8 拉伸试验前后对比
试验在德国Zwick/Roell公司Z010型拉伸试验机上进行,拉伸参数为预载100N,试验速度2mm/min,得到拉伸性能参数如表2所示。

表2 不同工艺的拉伸强度
拉伸数据显示,除了850℃/850℃工艺下拉伸性能与同规模Ti6Al4V铸件(拉伸强度为890MPa,屈服强度825MPa)相当外,其他工艺下HIP试件性能都优于同规模Ti6Al4V铸件,略微优于同规模Ti6Al4V锻件(拉伸强度为930MPa,屈服强度为860MPa),且两步HIP法成形试件拉伸性能稍优于传统HIP工艺制件的拉伸性能,使得零件性能在更加均一的前提下并未降低力学性能。
2.2组织形貌分析
在扫描电子显微镜下观察不同工艺下A区部分的微观组织形貌。3种工艺都是常规的均匀板条状α+β相组织,同样放大倍数下,850℃/850℃两步法成形组织最为细小,850℃/910℃两步法成形较为粗大,而常规HIP工艺晶粒尺寸规模居中。从图9a、图9b中可以观察到主要由细小等轴晶组成的原始颗粒边界(prior particle boundary,PPB),而图9c中原始颗粒边界基本消失。850℃/850℃工艺成形温度较低,粉末屈服强度较高,在压力挤压粉末互相剪切作用下粉末颗粒中板条状组织破碎球化,在保温保压驱动下,发生再结晶为细小等轴晶[15-16],形成明显颗粒边界。910℃常规工艺下随着温度的提升晶粒长大,但是颗粒边界依旧存在。850℃/910℃工艺由于保温时间较长,晶粒随时间的增长粗大化,细小等轴晶长大到与板条状晶粒同等规模尺寸,颗粒边界消失,因此拉伸性能较好。
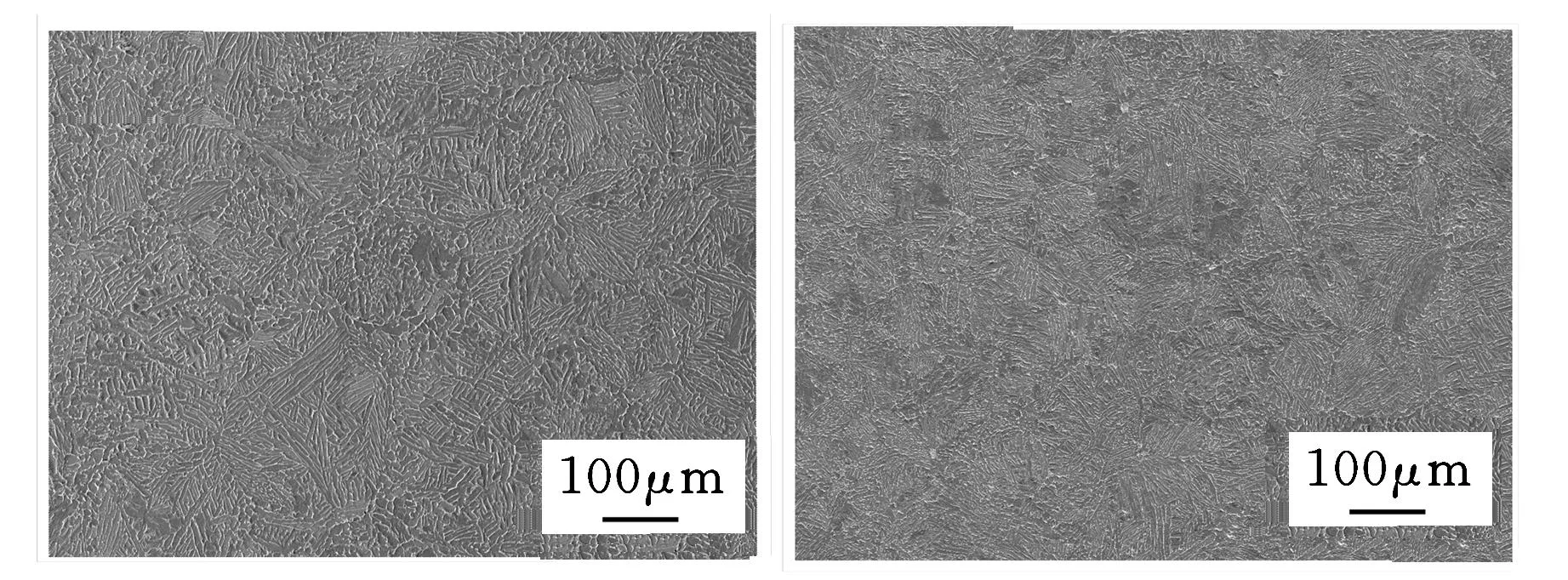
(a)910℃(b)850℃/850℃

(c)850℃/910℃ 图9 微观组织形貌
2.3断口形貌分析
在扫描电子显微镜下观察上述不同工艺参数成形的拉伸试样的断口形貌,如图10所示,均可以观察到大量韧窝,表现出韧性断裂的特征,说明粉末颗粒间发生了冶金结合。910℃常规热等静压和工艺P1(850℃,100MPa/850℃,120MPa)两步成形法成形的拉伸试样断口区域能观察到近球形的凹坑,其大小与原始的Ti6Al4V粉末相当,说明热等静压时粉末颗粒接触处因受温度和压力作用发生冶金结合区域的强度较差,在拉力作用下,裂纹在此处萌生,扩展并断裂失效。工艺P2(850℃,100MPa/910℃,120MPa)两步成形拉伸断口未见近球形的凹坑,更高的成形温度下颗粒之间元素扩散更快,蠕变更充分,冶金结合更加牢固,不再是潜在的裂纹萌生点,因此拉伸强度高于前面两种工艺拉伸强度。

(a)910℃ (b)850℃/850℃
(c)850℃/910℃ 图10 微观断口形貌
2.4两步法成形叶盘零件
根据以上模拟结果和试验测试确定的两步HIP法工艺参数(850℃,100MPa,3h/910℃,120MPa,3h),使用Ti6Al4V粉末作为材料成形了叶盘零件,叶盘的设计形状和模具示意如图11a所示。
叶盘的形状比较复杂,尤其是在叶片部分,存在尖角和扭曲部分,粉末在控形模具内流动困难会导致叶片部位达不到理想的致密度,如图11b模拟得出的初次HIP后的相对致密度所示,形成缺陷影响使用寿命,需要进行工艺优化。因此,使用两步HIP成形法在初次HIP之后酸洗去掉控形型芯和模具,二次HIP温度和压力直接作用于叶片部分使其达到致密,在保持形状的同时,性能达到均一。试验后切出叶片,在电子显微镜下观察叶片处组织,未见残余孔隙,达到致密,如图11c所示。经少量机加工后实体零件如图11d所示,阿基米德排水法测得叶盘致密度达到99.5%。剩余0.05%的致密度可能对应着少许的孔隙残留,在个别叶片部位或叶片和叶冠及轮毂的连接处(试验切割叶片并观察的SEM图没有发现明显孔隙)也可能对应着排水法的测量误差。
(a)设计图(b)初次HIP模拟相对致密度分布

(c)叶片微观组织(d)成形叶盘零件 图11 叶盘零件
3结论
(1)两步热等静压成形法成形高温合金零件可以在保证控形效果的基础上,使零件难以致密处达到致密,保证零件性能均一,提高使用寿命。
(2)两步热等静压成形法的首次工艺参数可以根据不同材料特性,使用有限元模拟的方法确定,选择零件组织无连通孔隙状态下的最低的温度和压力数值;二次HIP工艺参数根据成形试件力学性能测试结果确定,本文设计的叶盘零件在选定的工艺参数(850℃,100MPa/910℃,120MPa)下,形状和力学性能控制均较优。
(3)两步成形法制件组织颗粒边界消失,断口形貌未见近球状凹坑,粉末冶金结合牢固。拉伸性能达到同规模锻件水平,稍微优于传统HIP制件。
参考文献:
[1]张义文.热等静压技术新进展[J].粉末冶金工业,2009(4):32-40.
Zhang Yiwen.Research and Development in P/M Superalloy[J].Powder Metallurgy Industry,2009(4):32-40.
[2]Bocanegra-bernal M H. Hot Isostatic Pressing (HIP) Technology and Its Applications to Metals and Ceramics[J].Journal of Materials Science,2004,39(21):6399-6420.
[3]Leyens C,Peters M.Titanium and Titanium Alloys[M].Weinheim:Wiley-VCH,2005.
[4]赵永庆.高温钛合金研究[J].钛工业进展,2001,1(1):33-39.
Zhao Yongqing.Research on High Temperature Titanium Alloys[J].Titanium Industry Progress,2001,1(1):33-39.
[5]张晓伟.Ti6Al4V合金表面激光熔覆功能复合涂层研究进展[J].稀有金属材料与工程,2012,41(1):178-183.
Zhang Xiaowei.Research Progress of Functional Composite Coatings on Ti6Al4V Alloy Surface Prepared by Laser Cladding Technique[J].Rare Metal Materials and Engineering,2012,41(1):178-183.
[6]刘国承,史玉升,魏青松,等.316L粉末热等静压致密化过程数值模拟[J].华中科技大学学报(自然科学版),2011,39(10):23-27.
Liu Guocheng,Shi Yusheng,Wei Qingsong,et al.Numerical Simulation of the Densification of 316L Powder during Hot Isostatic Pressing[J].Journal of Huazhong University of Science and Technology(Natural Science Edition),2011,39(10):23-27.
[7]Zhang K,Mei J,Wain N,et al.Effect of Hot-isostatic- pressing Parameters on the Microstructure and Properties of Powder Ti-6Al-4V Hot-isostatically-pressed Samples[J].Metallurgical and Materials Transactions A,2010(4):1033-1045.
[8]崔忠圻,覃耀春.金属与热处理[M].2版.北京:机械工业出版社,2007.
[9]Das S,Wohlert M,Beaman J J,et al.Processing of Titanium Net Shapes by SLS/HIP[J].Materials and Design,1999,20:115-121.
[10]Yuan W X,Mei J,Samarov V,et al.Computer Modelling and Tooling Design for Near Net Shaped Components Using Hot Isostatic Pressing[J].Journal of Materials Processing Technology,2007,182(1/3):39-49.
[11]Shima S,Oyane M.Plasticity Theory for Porous Metals[J].International Journal of Mechanical Sciences,1976,18(6):285-291.
[12]Sanchez L,Ouedraogo E,Federzoni L,et al.New Viscoplastic Model to Simulate Hot Isostatic Pressing[J].Powder Metallurgy,2002,45(4):329-334.
[13]Hua L,Qin X,Mao H,et al.Plastic Deformation and Yield Criterion for Compressible Sintered Powder Materials[J].Journal of Materials Processing Technology,2006,180(1):174-178.
[14]陆恒,魏青松,薛鹏举,等.Inconel 625粉末盘热等静压近净成形过程模拟与验证[J].中国机械工程,2013,24(19):2675-2680.
Lu Heng,Wei Qingsong,Xue Pengjun,et al.Numerical Simulation and Verification of Near-net-

shaping Inconel625 Powder Disk under Hot Isostatic Pressing[J].China Mechanical Engineering,2013,24(19):2675-2680.
[15]王学滨.基于实测剪切应力及局部应变的Ti-6Al-4V绝热剪切带的峰值温度估算[J].材料与工程,2013,42(2):320-324.
Wang Xuebing.An Assessment of the Peak Temperature in the Adiabatic Shear Band of Ti-6Al-4V Based on the Measured Shear Stress and Local Strain[J].Rare Metal Materials and Engineering,2013,42(2):320-324.
[16]Stefansson N,Semiatin S L.Mechanisms of Globularization of Ti-6Al-4V during Static Heat Treatment.Mater. Trans. A,2002,34:691-698.
(编辑袁兴玲)
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
山东冶金(2022年2期)2022-08-08
粉末冶金技术(2021年3期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
模具制造(2019年7期)2019-09-25
北方工业大学学报(2019年5期)2019-03-30
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2017年2期)2017-05-17
中国塑料(2015年9期)2015-10-14