
NM400低合金高强耐磨板在推土机铲刀上的应用
2015-12-27 07:34张民李德明孙世超王彩凤
金属加工(热加工) 2015年4期
张民 李德明 孙世超 王彩凤

1. 概述
推土机在工程施工中主要靠整机牵引力用铲刀来完成铲土、运土(100m以内)、填土、平土、松土以及其他作业。
铲刀是推土机最主要的工作装置(见图1),由弧形板、后壁板、刀架板、液压缸支座等零部件焊接组成。按使用材料可分为标准型、加强型、岩石型等;按使用工况可分为湿地型、环卫型、沙漠型及推煤型等。
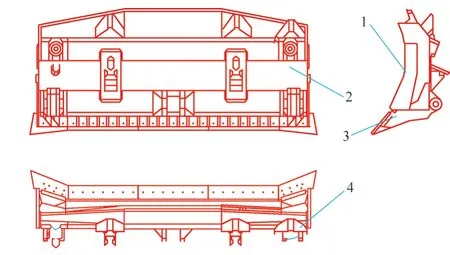
图1 铲刀
2. 工况结构
由于推土机铲刀工作环境恶劣,工况复杂,承受负荷大,所以铲刀使用材料和焊接质量直接影响到铲刀的结构强度及使用寿命。2004年公司进行重大工艺创新,把铲刀原有的重力焊接改为CO2气体保护焊,确保了产品的焊接质量,提高了生产效率,降低了成本。但铲刀在施工过程中磨损一直是一个持续研究的课题,尤其在岩石工况弧形板的磨损相当严重,使用的材料由最初的Q345,调整为HQ60、Q46OC、HQ100等高强钢,始终没有解决磨损的问题。随着矿山开采难度的增加,大功率推土机应用越来越广泛,公司积极进行市场调研,精心挑选低合金高强度耐磨钢板NM400作为弧形板材料进行工艺试验,确保铲刀的高可靠性,以适应恶劣的工作环境,主要适用于矿山、水利等大型工程的土石方的作业。

表1 NM400化学成分(质量分数) (%)
3. NM400焊接性分析
试验钢材为某知名钢厂生产的NM400钢板,板厚12mm,交货状态为淬火+回火 。根据GB/T24186—2009标准与钢厂提供的钢材成分及力学性能分别如表1和表2所示。
NM400为低合金耐磨高强钢,其碳当量CE= 0.465%,冷裂敏感指数Pcm=0.261%,具有一定程度的冷裂倾向及焊接消除应力裂纹,淬硬倾向明显,特别注意冷却速度,并进行后热处理,有利于提高焊接接头的综合性能。
NM400钢再热裂纹倾向不明显,采用多层多道焊接方法,控制层间温度,宜采用小热输入焊接。
4. 焊接工艺试验
根据铲刀结构材料特点,焊接材料采用φ1.2mm,ER50—G实芯焊丝和CO2气体保护焊,焊后放置48h后检查表面裂纹、断面裂纹和根部裂纹。焊接环境条件为25℃,相对湿度29%,焊接参数如表3所示。
根据产品结构和生产实际,本次试验没有采取预热措施,直接采用CO2气体保护焊进行,采用平板12mm厚的NM400与Q460C钢板进行对焊接头试验,试板尺寸为400mm×200mm×12mm,焊接方向为平行轧制方向,如图2所示。根据GB/T 985.1-2008,采用单边V形坡口,清除坡口表面及附近(两侧20mm范围)水、锈、油污和其他杂质。
考虑到NM400具有冷裂敏感性倾向,为了更好地验证其焊接性,试验均为两套,一套焊后采取150~200℃的后热处理,保温时间≥2h的缓冷措施,另一套不做任何焊后处理,进行对比。
5. 试验结果及分析
(1)接头检测 焊后进行外观检测,未发现表面焊接缺陷及裂纹,试件外观如图3所示。试板采用UT检测,经检测为Ⅰ级焊缝,满足取样加工要求。
(2)力学性能检测 考虑NM400的碳当量、板厚、焊接应力和热输入问题,因为钢材易淬硬,焊接冷裂纹倾向变大,所以试验制作采用线切割取样,提高了试验的准确度。取样方法、数量及位置完全按照NB/T47014-2011进行;试验方法依据GB/T 2651—2008,拉伸试样采用10mm标准试样,焊缝位于试样中心,拉伸试验按照GB/T 228—2002规定的试验方法进行,具体结果如表4所示。
冲击试验依据GB/T 2650-2008 焊接接头冲击试验方法,试样纵轴垂直于焊缝轴线,缺口轴线垂直于母材表面,焊缝区试样的缺口轴线位于焊缝中心线上,热影响区试样的缺口轴线至试样轴线与熔合线交点的距离大于零,具体结果如表5所示。

表2 NM400力学性能
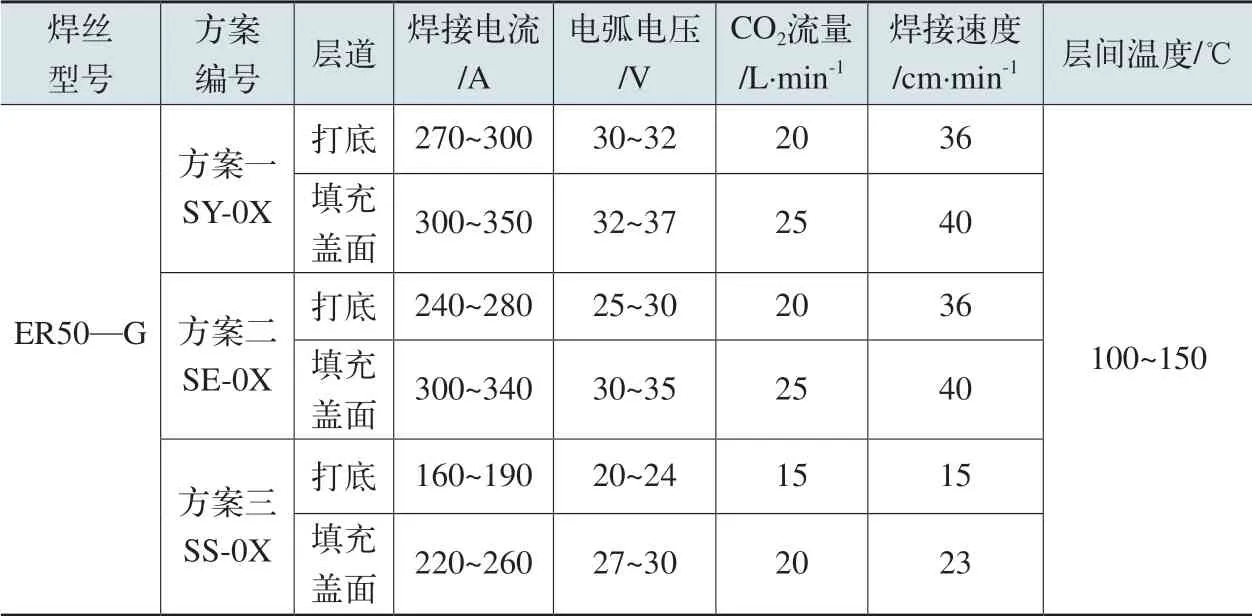
表3 焊接参数
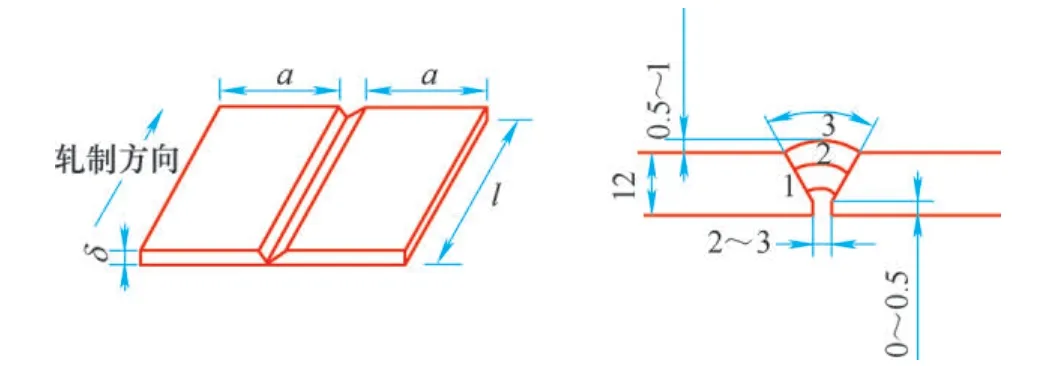
图2 工艺试验试板参数

图3 试板焊缝外观
(3)金相检测 第一,母材及焊缝组织。从图4a、4b可以看出,母材组织为典型的板条状马氏体。本次焊接由于没有采取预热措施,熔池冷却速度快,焊缝形成晶粒细小的铁素体及贝氏体组织,如图4c、4d所示。其中,从图4c可以看出,由于该试件焊后采取了150~200℃的后热处理措施,焊缝中除了产生分布均匀的针状铁素体组织外,还形成了下贝氏体组织,该组织的形成使焊缝具有较高的强韧性。
第二,热影响区组织。热影响区虽然是母材部分,但受热循环的影响产生了粗晶区和细晶区,使它发生了与母材原始组织性能不同的变化,使其性能远不如母材甚至焊缝,是焊接接头最薄弱的环节。
从图5可以看出,热影响区主要是由细晶区和粗晶区组成。图5a、5b是焊态正火区,其组织接近于平衡组织,正火区组织是由晶粒细小均匀的铁素体组织及贝氏体构成,正火区也称为细晶区,原始组织在热循环的高温影响下全部奥氏体化,但还没有达到奥氏体晶粒急剧长大的温度,在中等速冷却的条件下形成晶粒细小均匀的铁素体和贝氏体组织,相当于热处理的正火组织,保持了该区良好的力学性能。图5c、5d为粗晶区,可以看出,粗晶区是由粗大的回火马氏体和回火索氏体组成,索贝氏体的形成有利于热影响区韧性的增强。从图5c可看出,在奥氏体与马氏体转变的过程中,在晶内产生了分布均匀的索氏体组织,有益于改善粗晶区的力学性能,特别有利于提高组织韧性。但从图5d可看出,由于没有焊后回火热处理,在其影响下,产生的马氏体组织含量比较多,回火索氏体组织的含量比较少,使粗晶区的硬度、强度上升,但韧性下降明显。
(4)试验分析 经过上述对焊工艺试验的结果进行分析,得知NM400具有较大的淬硬性,在焊接热影响区粗晶区有冷裂纹和韧性下降的倾向,所以要注意冷却速度对焊接接头的组织和韧性的影响。在选用焊接焊材时,采用低强匹配的原则。当母材的厚度<12mm时,焊前可以不预热,焊接过程中控制好层间温度,最好≥150℃,焊后可不热处理,如果对韧性有特别要求时,焊后进行150~200℃的后热处理,采取缓冷保温措施,从而提高热影响区的韧性,并结合焊缝的成形系数对比,焊接工艺推荐为第二种焊接参数能够获得较好的力学性能。

表4 拉伸试验结果
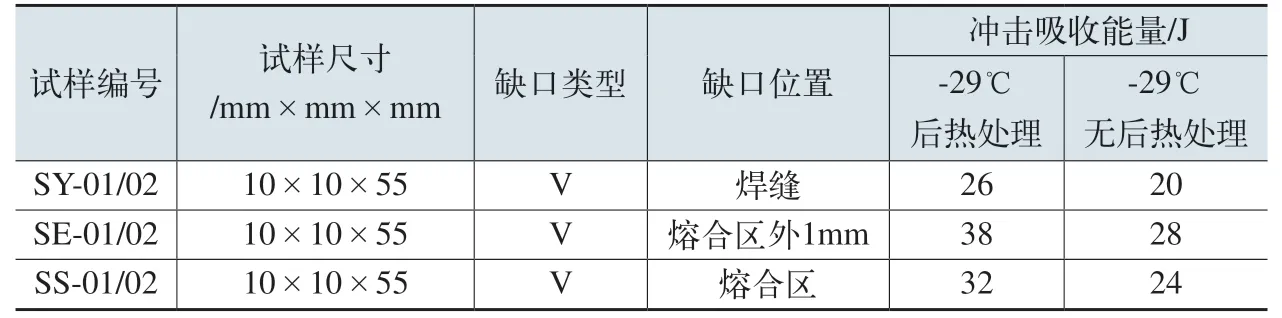
表5 冲击试验结果
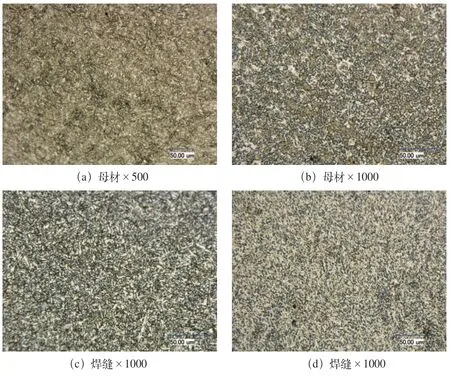
图4 母材、焊缝金相组织
6. 结语
通过对公司SD32铲刀前弧形板NM400高强耐磨板的材质切换,按照第二种焊接参数进行小批量生产和售后产品的实地跟踪,与原材质铲刀进行对比分析,其磨损情况明显低于原材质铲刀,成果显著,并在其他大马力推土机产品中进行了推广,提高了工作装置的质量,降低了综合成本。

图5 热影响区金相组织
[1] 李德明,王彩凤,孙世超.Q460C高强钢实芯焊丝工艺试验及优化推广[J].叉车技术,2014(3):21-23.
[2] 中国机械工程学会焊接学会编.焊接手册 第三版[M].北京:机械工业出版社,2007:10.
猜你喜欢
山东冶金(2022年2期)2022-08-08
重庆交通大学学报(自然科学版)(2022年3期)2022-04-21
机械工程师(2020年3期)2020-03-27
电焊机(2018年10期)2018-11-09
电焊机(2016年3期)2016-12-13
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年4期)2016-02-27
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
森林工程(2014年3期)2014-09-13
