
蒙乃尔合金NCu30材料焊接工艺
2015-12-27 07:36:10赵瑞辉
金属加工(热加工) 2015年8期
赵瑞辉

1. 概述
我公司制作的一台EDC裂解单元用急冷塔底料汽提塔,主要介质为裂解气,主体材料为Q345R,进料管口处考虑到装配方便、介质的腐蚀性等因素,采用了对焊环松套法兰(LF/SE)(见图1),其结构主要由翻边短节、带颈法兰、接管组成,其中翻边短节和接管设计选用NCu30材料,规格为φ60.3×5.6mm,带颈法兰材料为16MnⅡ锻件。 翻边短节与接管对接连接,接管与产品壳体及补强圈角接连接。
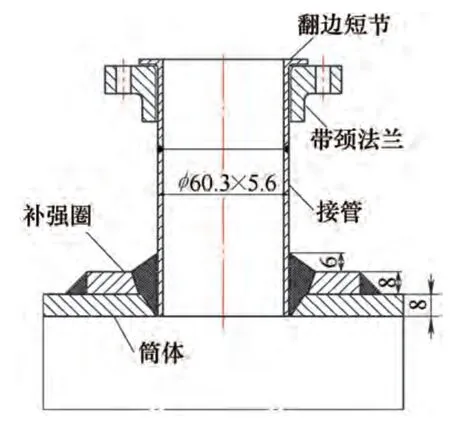
图1 对焊环松套法兰结构形式
该管口涉及到材料NCu30与NCu30,NCu30与16MnⅡ(Q345R)之间的焊接。本文重点介绍NCu30的焊接性,通过焊接工艺评定试验,确定了合适的焊接工艺,并应用于产品焊接生产。
2. 焊接性分析
NCu30材料为Ni-Cu合金,又称为蒙乃尔合金,该材料与ASME SB127规范中材料UNS编号N04400相同,两种材料化学成分和力学性能对比如表1和表2所示。蒙乃尔合金是一种以金属Ni为基体,添加Cu、Fe和Mn等其他元素而成的合金,组织结构为单相奥氏体组织。该合金具有良好的耐蚀性和冷热加工性能,广泛应用在石油化工及海洋开发等领域,用来制造各种换热设备、石油和化工管线等。

表1 NCu30和N04400材料化学成分(质量分数) (%)

表2 NCu30和N04400材料力学性能
蒙乃尔合金材料焊接时容易产生气孔和裂纹缺陷,其原因分析如下:
(1)气孔 蒙乃尔合金焊接产生的气孔有H2气孔、CO气孔和H2O气孔。H2气孔和CO气孔的产生是由于焊前清理不到位,焊接过程中保护气体被破坏造成的,H2O气孔形成于焊道的熔合线附近及起弧和接头处较多。这是因为在焊接过程中焊道周边区域在引弧和接头处冷却快,结晶速度快,加之这些区域往往保护较差,母材或空气中H进入熔池来不及逸出,而与NiO反应形成H2O气孔。
(2)裂纹 当蒙乃尔合金与Q345R焊接时,在应力的作用下容易产生热裂纹缺陷。另外,由于蒙乃尔合金的导热性差,焊接时热量不易扩散,易产生过热,造成晶粒粗大,减弱晶间结合力,所以也增大了热裂纹的倾向,降低接头的塑性和耐蚀性。
3. 焊接工艺试验
(1)焊接方法 蒙乃尔合金焊接可采用氩弧焊、焊条电弧焊、熔化极气体保护焊和埋弧焊等各种焊接方法。根据产品结构特点,由于对焊环松套法兰中接管与翻边短节直径较小,壁厚较薄,且产品主筒体为φ600mm,内部空间较小,所以两个接头均采用氩弧焊在外部进行单面焊。
(2)焊接设备 选用威特力WSME—315逆变交直流脉冲氩弧焊机,直流正接(见图2)。
(3)焊接材料 为保证焊接接头的力学性能和耐蚀性不低于母材要求,NCu30之间焊接选用成分与母材相同的锦州特种焊条有限公司生产的ERNiCu—7焊丝,φ2.0mm,NCu30与Q345R之间焊接选用京群的ERNi—1纯镍焊丝,φ1.6mm。其化学成分如表3所示。

图 2
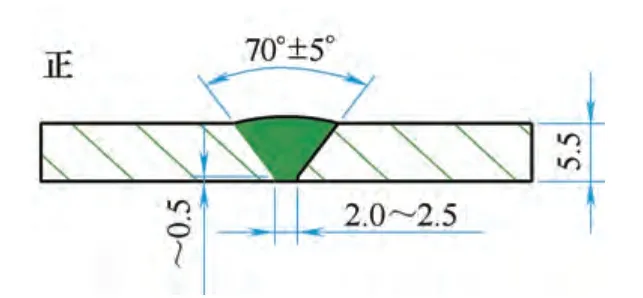
图3 坡口形式

表3 焊接材料化学成分(质量分数) (%)
焊接时,接头正反面均采用氩气保护,纯度为99.99%Ar,正面流量为8~10L/min,反面流量为6~8L/min。钨极选用铈钨极,规格为φ2.4mm,尖端磨平形成锥形,直径约为0.4mm,可保持电弧的稳定和足够的熔深。
(4)坡口设计 由于镍基合金液态焊缝金属具有流动性较差和熔深较浅的工艺特性,不容易润湿展开,所以接头需提供足够的空间便于金属填充,坡口应采用较大的根部间隙和坡口角度,较小的钝边高度,以防止焊接时出现未熔合和未焊透缺陷。工艺评定试验采用对接接头的坡口形式。坡口应采用机加工或等离子弧切割,不能采用氧乙炔切割。
(5)焊前清理 焊件表面的清洁性是成功焊接镍基耐蚀合金的关键。焊前清理应在任何形式的加热之前,清理方法根据被清理物质的种类,采用溶剂、盐酸溶液或磨削、喷丸、打磨及机加工等方法。清理内容包括接头表面的氧化物,凡能与Ni形成低熔点共晶的有害元素(如S、P、Pb、Sn、Zn、Bi、Sb和As等)以及生成物(油污、漆、涂料、标记笔痕迹、墨水、测温笔痕迹、切削液及车间灰尘等);清理范围包括焊丝、坡口、坡口两侧各50mm范围内的材料表面,以及与接头相接触的工具等。
(6)预热和道间温度 为防止蒙乃尔合金材料过热,应严格控制预热温度和焊缝道间温度,道间温度应控制在≤100℃。蒙乃尔合金焊接一般不进行预热,而当母材温度<15℃时,可将接头两侧250~300mm区域预热到15~20℃,以去除湿气。
(7)焊接参数 根据蒙乃尔合金的焊接性选择焊接参数,为防止其产生热裂纹,应采用较小的焊接热输入,多层多道焊,焊接时为获得良好焊缝成形,可以适当微摆动。制定的焊接参数如表4所示。
(8)焊接工艺评定 按照NB/T47014标准要求,由于NCu30与ASME材料N04400化学成分和力学性能相同,所以选用了5.5mm厚的N04400和Q345R板材进行了两组焊接工艺评定试验,一组为N04400与Q345R异种材料焊接,验证接管与筒体、补强圈的焊接工艺,评定编号为PQR1311;一组为N04400与N04400相同材料焊接,验证翻边短节与接管的焊接工艺,评定编号为PQR1312。两组评定试件采用对接接头形式。
试件焊后经100%RT和100%PT检测,无缺陷后进行拉伸、弯曲及冲击等试验项目,试验结果如表5所示。
由表5可看出,两组工艺评定试样的抗拉强度均大于退火状态蒙乃尔合金N04400母材规定的抗拉强度的最低值485MPa,且为塑性断裂,面弯、背弯试样弯曲到180°后,拉伸面上的焊缝及热影响区内也没有开口缺陷,满足了NB/T47018标准要求。对于N04400与Q345R的异种材料焊接工艺评定,在焊缝及Q345R侧热影响区部位取样进行了-20℃冲击试验,冲击吸收能量>31J,同样满足NB/T47014标准要求。
由此可见,试件经无损检测合格后取样进行力学性能检测,焊接接头的抗拉强度、弯曲性能和冲击性能结果均满足标准要求,证明制定的焊接工艺可以保证焊接接头的力学性能。

表4 焊接参数

表5 焊接工艺评定试验结果
4. 产品焊接应用
(1)接管与翻边短节焊接 接管与翻边短节焊接接头形式如图3所示,焊前将坡口及其两侧30mm范围内的杂质清除,并采用丙酮擦洗母材和焊丝表面。焊接时接管内充氩气保护,按照正确方法进行定位,焊接从定位端开始,焊枪尽量不摆动或微摆,控制焊缝成形,打底层应保证焊透,填充层焊接速度要快,控制焊缝道间温度<100℃,以免材料过热。焊接过程中若发现气孔等缺陷,应及时清除,并重新焊接。焊接后接头表面进行100%PT检测,Ⅰ级合格。
(2)接管与筒体、补强圈焊接 接头形式如图4所示,焊前除清除坡口及其两侧范围内的杂质外,坡口还应采用火焰适当进行预热至15℃,焊丝表面及接管待焊部位采用丙酮擦洗。焊接时背面通氩气保护,试件位置为垂直固定平焊,先焊接接管与筒体焊缝,焊后进行100%PT检测,Ⅰ级合格。再进行接管与补强圈焊接,焊枪可适当微摆,多层多道焊,保证液态焊缝金属充满坡口,防止产生未熔合缺陷。控制焊缝道间温度≤100℃,以免材料过热,焊接时电弧偏向接管一侧,以减少Q345R在焊缝中的熔合比。焊接后接头表面进行100%PT检测,Ⅰ级合格。
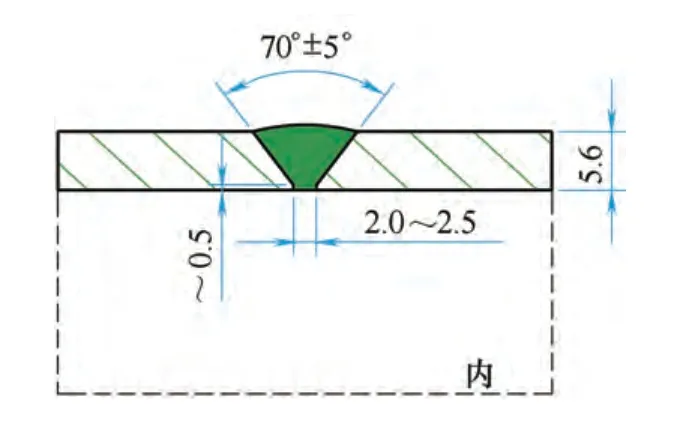
图3 接管与翻边短节焊接接头形式

图4 接管与筒体、补强圈焊接接头形式
5. 结语
通过采用上述焊接工艺,获得了满足标准要求的焊接接头,并且此工艺已成功应用于产品生产中,取得了良好的效果。
[1] 中国机械工程学会焊接学会.焊接手册:材料的焊接[M]. 第3版.北京:机械工业出版社, 2008.
[2] 王贵生. 蒙乃尔合金的焊接[J]. 焊管,2000(4):32-34.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
大型铸锻件(2015年4期)2016-01-12 06:35:27
山东冶金(2015年5期)2015-12-10 03:27:40
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
