
风力发电机塔筒基础环的制作
2015-12-27 07:33:34嵇国利
金属加工(热加工) 2015年2期
嵇国利
1. 概述
上海电气DA—03F.09.02—A/2kW—80m风机塔筒基础环高度为22.1m,塔架基础环净质量为15 572kg,塔筒基础环4 200mm×4 621mm×2 210mm,如图1所示。而基础环下法兰(Q345E—Z35)采用六段拼焊钢板,基础环上法兰必须由锻造和辗环工艺生产并且经过热处理的无缝(Q345E—Z35)热轧环,锻造比至少为4∶1,锻件用钢应采用电炉、氧气转炉或平炉冶炼的镇静钢,不允许使用淬火钢或者回火钢。
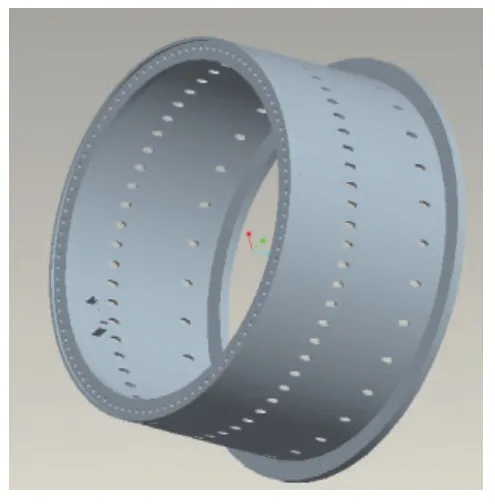
图 1
2. 基础环的下料
基础环筒体采用Q345E,符合EN10029—B级热轧低合金高强度结构钢的钢板,切割钢板的时候先空程模拟轨迹,再进行切割,钢板厚度42mm,采用数控火焰切割机切割,塔节板上应用数控切割机的喷粉功能喷出4分度线。钢板的转移应采用磁力吊,为避免“偏割”,待切割钢板的横向或纵向与切割机对应方向平行。钢板切割面不得有裂纹、分层、夹杂和缺棱,钢材的气割面以及气割加工的坡口面要避免发生切割边缘的塌肩或不合适。
3. 焊接要求
基础环需做焊缝力学性能检测,在施焊塔架的同时,按相同要求制作筒体纵缝焊接试板,产品焊接试板的厚度范围应是所代表的工艺评定覆盖的产品厚度范围,如纵向焊缝的焊接工艺评定覆盖范围不同时,应分别制作焊接试板。筒体和法兰焊接坡口的形状和尺寸必须得到业主的书面确认后才能施工。
(1)塔底底环的筒身下端面开V形坡口,坡口角度55.5°,钝边2mm。
(2)塔底座的筒身其他三端面开V形坡口,坡口角度35.3°,钝边3mm,筒身卷圆对口焊接时不留间隙,与上端法兰连接时端面焊接亦不留间隙。
(3)塔底座基础环下法兰与筒壁的角焊缝焊接,采用埋弧焊,如图2所示。
(4)法兰装焊胎架水平度,控制在≤1mm,将下料好的法兰板在胎架上拼接成圆,点焊定位并用加强板骑于拼缝处固定。
(5)基础环与塔座上法兰焊接组对时采用埋弧焊,如图3所示。
(6)整段塔筒焊接后,必须检查上、下法兰形位公差和尺寸公差。
4. 粘贴
橡胶板粘贴位置:基础环上法兰面向下500mm处开始,宽度595mm,内外侧及椭圆孔内粘5mm橡胶板。内侧橡胶垫块:12 930mm×595mm×5mm,外侧橡胶垫块:13 200mm×595mm×5mm,60个椭圆孔橡胶垫块:357mm×75mm×5mm。
5. 防腐涂装
基础环防腐涂漆按照ISO 12944—2007要求,对基础环上法兰的上下平面及法兰孔按GB/T9793喷锌,锌层厚度为(100±20)μm,表面不涂油漆;喷涂前,法兰表面必须进行喷砂除锈。
图 2

图 3
6. 包装及运输
(1)按图样及技术要求对每段塔筒的平行度、同轴度以及塔筒与法兰焊接变形量、塔筒椭圆度、塔筒表面凹凸度、对接翘边误差、塔筒对接错边量等尺寸公差和形位公差项目进行检测。
(2)基础环进行包装时,采取措施防止运输过程中塔筒产生凹陷和椭圆等变形,防止油漆损伤。
(3)基础环的搬运和吊装不允许损伤防腐层,吊装索具(钢丝绳)必须采取可靠的防护措施,避免与防腐层直接接触。
(4)基础环在运输过程中应捆绑牢固,塔筒两边放置楔形垫木防止滚动;捆绑索具及垫木与塔筒或基础环之间需放毛毡等物,以防运输过程中的碰撞损伤防腐层。
(5)填写《基础环生产过程控制与质量检验卡》的检验项目,质量检验记录文件须齐全,文件齐全后,按出厂编号装订成册随机携带。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
橡胶科技(2022年11期)2022-03-01 22:55:23
起重运输机械(2021年16期)2021-10-23 12:07:12
心肺血管病杂志(2019年4期)2019-06-27 07:36:10
压力容器(2019年1期)2019-03-05 11:12:06
数学理论与应用(2016年4期)2016-05-17 04:50:26
小学生导刊(低年级)(2016年2期)2016-02-24 22:39:09
橡胶工业(2015年7期)2015-08-29 06:33:28
焊接(2015年2期)2015-07-18 11:02:38
