基于CO2工质制冷的食品级二氧化碳生产工艺模拟
2015-12-26 03:38刘飞舟刘志强
化工生产与技术 2015年6期
刘飞舟 刘志强 康 威
(中南大学能源科学与工程学院,长沙410083)
基于CO2工质制冷的食品级二氧化碳生产工艺模拟
刘飞舟 刘志强 康 威
(中南大学能源科学与工程学院,长沙410083)
针对原使用氨制冷的食品级二氧化碳生产工艺,提出了一套CO2工质制冷的改进工艺,通过CO2循环制冷实现了进料液化,以塔釜CO2节流和塔顶闪蒸气节流实现塔顶冷凝。2种工艺流程对比研究表明,改进工艺取消了氨制冷机组,节约了67%的氨制冷机组电机功率且提高了产品质量,但产品单位产量有所下降。采用Aspen Plus对新工艺流程进行研究发现,调整再沸器流股分流比和塔压可以在满足产品质量的前提下,提高产品产量,但同时会造成改进工艺节能效果下降。
二氧化碳;食品加工;模拟;氨制冷;节能
氨制冷系统制冷工质价格低廉且单位制冷量大,广泛应用于工业制冷,但同时氨有毒,易燃易爆,安全性能差,易发生安全事故[1-2]。近年发生的多起重大责任事故为我国氨制冷企业的发展带来了重大的不利影响及危害[3]。国内外学者呼吁,在应对氨制冷系统安全问题上,决不能简单的以氟利昂系统来代替,在加大对涉氨企业安全管理力度的同时,更要加强对企业氨制冷相关技术的研究[4-14]。对于部分涉氨企业,通过对生产工艺的改进,实现无氨生产,从根源上杜绝安全事故的发生,将是减少涉氨安全事故发生的一个重要途径。
因此,以某气体公司食品级二氧化碳生产工艺为基础,提出一套基于CO2循环制冷的食品级二氧化碳生产工艺,并对工艺进行分析研究,以期在不影响生产质量和生产产量的前提下,实现食品级二氧化碳无氨生产。
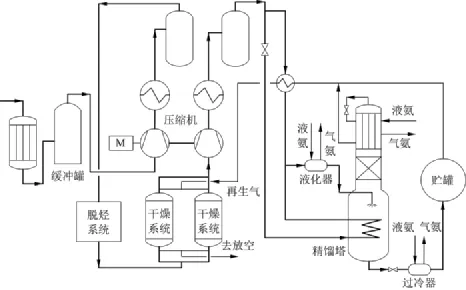
图1 现行工艺流程Fig1 Schematic of current production process
1 基于CO2循环制冷生产工艺的改进
1.1 现行工艺流程
现行食品级二氧化碳生产工艺流程如图1所示。
来自乙烯装置的富含二氧化碳尾气,首先冷却到常温,然后进入原料气缓冲罐,经过二氧化碳压缩机组压缩至1.0 MPa,再进入脱烃及干燥工序,然后返回压缩机的三级入口,继续加压到2.5 MPa左右。从压缩机三级出口出来的二氧化碳气体分成2路,1路经过精馏塔底部再沸器降温,另1路经过主换热器降温,2者汇合后送入液化器液化,然后进入精馏塔进行提纯。精馏塔塔顶闪蒸汽经节流降温,返回精馏塔上部的换热器壳程,与管程上升的闪蒸气换热,然后与储液罐闪蒸汽汇合,送到主换热器与原料气换热回收冷量,再送到净化工序用做再生气。塔底液体二氧化碳产品经过节流、过冷后送入储液罐中储存。
1.2 改进工艺流程
现行工艺中,进料液化器、塔顶冷凝器和产品过冷器都是用蒸发液氨作为冷源的,因此,改进工艺需要通过CO2循环制冷和流程改进来解决这3部分冷量的供给。如图2所示。
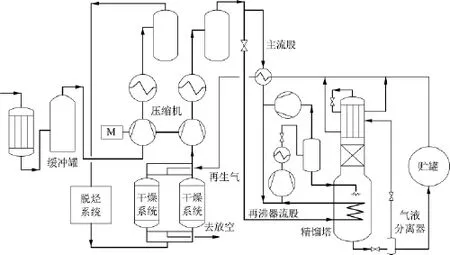
图2 改进工艺流程Fig2 Schematic of new production process
改进工艺通过CO2循环制冷实现进料液化:低压CO2经过增压机压缩到临界压力以上,由于不能直接冷却液化,所以经节流阀节流到进塔压力进入两相区,经分离后其中的饱和液体作为进料液体送入精馏塔,饱和气体进入压缩机继续循环压缩。通过塔釜CO2节流和塔顶闪蒸气节流实现塔顶冷凝:塔釜液体CO2经节流后,经分离后饱和液体作为产品送入贮罐储存,饱和气体经再次节流后与塔顶冷凝器上升闪蒸气换热,然后与储液罐闪蒸气、塔顶闪蒸气汇合。
改进工艺未进行产品过冷,管道跑冷损失以及流阻引起的液体气化损失增大,因此需对贮罐与气液分离器之间的管道加强保温措施。
2 工艺流程仿真与验证
2.1 Aspen Plus流程搭建
Aspen Plus仿真建模的各个单元模块选择如表1所示。
值得说明的是,根据现场采集的数据,采用Sep模块来实现脱烃系统和干燥系统。精馏塔采用RadFrac操作型计算且无冷凝的模块,塔顶蒸汽通过Heatx换热器模块与节流后的塔顶蒸汽换热后,气液分离液体送回塔顶作为回流液,气体节流后通过Heatx换热器模块和塔顶蒸汽换热。另外通过Heat Streams将再沸器流股原料气热量导入精馏模块塔底。
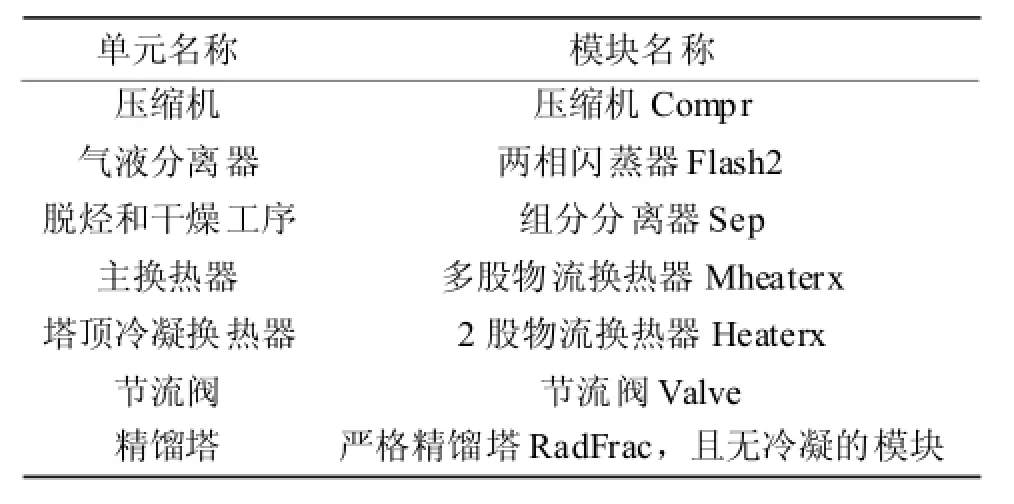
表1 Aspen Plus的模块选择Tab1 Choose of Aspen Plus model
2.2 参数设定
根据参考文献,模拟中采用RK-Soave物性方法[15-21]。模拟进料条件和压缩机出口压力根据某公司提供的《13万吨液体CO2设计说明书》设定。精馏塔只设置塔压、进料位置和塔板数,其他参数由流程自动耦合。所有换热器都按冷热出口换热温差为2℃进行设定。
2.3 仿真结果验证
表2给出了仿真计算结果与现场采集值对比情况,相对误差在5%的允许范围内,表明该流程模拟与实际结果吻合较好,用该流程模拟改进工艺流程可以保证较高的精度。
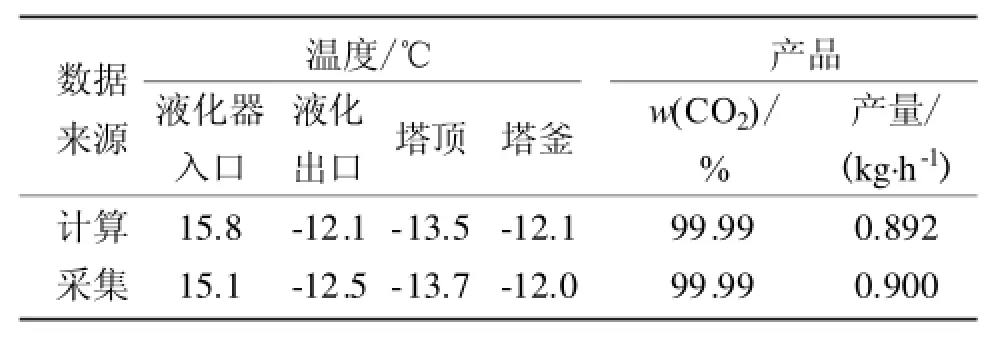
表2 计算值和现场采集值对比Tab2 Comparison between calculated value and actual value
2.4 2种工艺流程仿真结果比较
在不改变现行工艺设备运行参数前提下,对现行工艺和改进工艺进行模拟仿真,其主要结果比较如表3所示。
从表3可知,改进工艺产品质量有所提高但产品单位产量下降较大,这原因是塔底液体CO2节流后气液分离,一方面降低了产品产率,另一方面也增加了塔顶冷凝器冷量,增大了回流比,塔底产品质量提高。比较2种工艺的功率情况可以发现,改进工艺不仅取消了氨制冷机组而且节约了67%的氨制冷机组电机功率。但需要说明的是,该公司使用的氨制冷机组的能效比(COP)较低,仅为1.088。

表3 2种工艺流程仿真结果比较Tab3 Comparison of simulation results between two production process
3 改进工艺精馏操作主要因素分析
改进与现行工艺最大的不同,在于新工艺使用CO2循环制冷实现了原料二氧化碳的液化,取消了氨制冷机组,但同时采用塔釜CO2节流也降低了单位产量。所以,如何在保证产品质量的前提下提高单位产量,成为操作调优的目标。研究发现,由于新流程冷凝器冷量由CO2节流提供,故再沸器流股流量是回流比的主要决定因素。塔压的改变一方面影响塔内分离过程,另一方面影响进塔流股节流后压力,从而影响进料组成和进料状况。因此,该流程精馏操作的主要因素为再沸器流股(分流至塔底再沸器)分流质量比r(r=再沸器流股质量流量/主流股质量流量)和塔压。
3.1 再沸器流股分流比对性能参数的影响
改变再沸器流股分流质量比r,产品中CO2质量分数和单位产量qm变化曲线如图3所示。

图3 产品CO2含量和单位产量随再沸器流股分流比变化曲线Fig3 Development of CO2content and unit production with different split fraction
从图3可知,随着再沸器流股分流比的增大,产品CO2含量升高而单位产量却下降。原因是再沸器流股分流比增大,再沸器提供热量增加,塔内上升蒸汽增多,提馏段液-气比减小,操作线斜率变小,塔釜重组分含量增加,即产品CO2含量升高。同时塔顶闪蒸气节流提供冷量虽稍有增加,但回流比降低,塔顶闪蒸气量增加,产品放空量增加,单位产量下降。因此,在一定范围内,减小再沸器流股分流比可以在保证产品质量的同时提高单位产量。
3.2 塔压对性能参数的影响
调整塔压的同时需对进塔流股压力(塔前节流压力)进行调整,才能保证精馏塔的正常运行,因此在对塔压进行调整的同时对塔前节流压力进行相应的调整。图4所示为产品CO2含量和单位产量随塔压变化曲线。
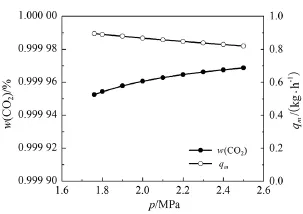
图4 产品CO2含量和单位产量随塔压变化曲线Fig4 Development of CO2conten and unit production with different tower pressure
从图4可知,随着塔压的增加,产品CO2含量升高而单位产量下降。经过分析研究发现,受塔压影响最大的是塔底产品节流后气化率,该因素对产品CO2含量和单位产量影响最大。随着塔压的增加,塔底产品节流后气化率上升,塔顶蒸气冷凝量增加,在再沸器流股分流比不变的情况下,回流比增加,产品CO2含量升高。而随着塔底产品节流后气化率上升导致液态产品单位产量下降。
增压机功率P和增压机单位能耗W随塔压变化曲线如图5所示。

图5 增压机功率和增压机单位能耗随塔压变化曲线Fig5 Development of duty and unit duty with different tower pressure
从图5可知,随着塔压的增加,增压机功率和增压机单位能耗都呈下降趋势。原因是随着塔压的增加,塔前节流压力增加,节流后气化率下降,CO2制冷循环流量减小,提压功率下降,因此增压机功率减少。尽管产品产量随塔压的增加而下降,但增压机单位能耗下降。
综上所述,降低塔压能通过降低一定的产品质量来提高产品单位产量,但同时也会造成增压机功率的增加,使改进工艺节能效果下降。
4 结论
提出了一套基于CO2循环制冷食品级二氧化碳生产改进工艺,实现了无氨生产。该工艺通过CO2循环制冷和工艺改进取代了氨制冷系统原有功能:CO2制冷循环实现原料CO2的液化,塔顶闪蒸汽和塔釜CO2节流实现塔顶冷凝。由于改进工艺未对产品过冷,故需对贮罐与气液分离器之间的管道加强保温措施。
相比现行工艺,改进工艺能节约了67%冰机功率,提高了产品质量(CO2含量)但降低了单位产量。
对改进工艺流程精馏操作主要影响因素进行了研究分析,结果发现,通过再沸器流股分流比和塔压的调整,能在保证产品质量前提下,提高产品单位产量,甚至超过现行工艺单位产量,但同时会造成改进工艺节能效果下降。
[1]杨一凡.氨制冷技术的应用现状及发展趋势[J].制冷学报, 2007,28(4):12-19.
[2]申江,张于峰,李林,等.氨制冷技术研究进展[J].化工学报, 2008,59(S2):29-36.
[3]马一太.关于加强氨制冷系统的安全防范的紧急建议书[J].制冷技术,2013,33(3):12.
[4]MandalPrasun Kumar.Processsafety in using NH3as refrigerant in Indian ice making plants:case studies followed by policy recommendations[J].Asia-Pacific journal of chemical engineering,2014,9(2):226-238.
[5]Gangopadhyay R K,Das S K.Ammonia leakage from refrigeration plant and the management practice[J].Process Safety Progress,2008,27(1):15-20.
[6]Jiang Shen.Analysis of ammonia incidents recently happened in China[C].11th IIR Gustav Lorentzen Conference on Natural Refrigerants:NaturalRefrigerantsand EnvironmentalProtection, 2014:29-34.
[7]Ji Jie,Chen Xiaoxia,Han Xuefeng.Rapid simulation and visualization analysis of liquid ammonia tank leakage risk[J]. Procedia Engineering,2014,84:682-688.
[8]Shah Md,Toufiqur Rahman,Md Tausif Salim,et al.Facility layout optimization of an ammonia plant based on risk and economic analysis[J].Procedia Engineering,2014,90:760-765.
[9]Tyler Hodges.Comparison of various methods of mitigating over pressure induced release events involving ammonia refrigeration using quantitative risk analysis(QRA)[D].BS: Kansas State University,2010.
[10]Qing Fu,Binghui Zheng,Xingru Zhao,et al.Ammonia pollution characteristics of centralized drinking water sources in China[J].Journal of Environmental Sciences,2012, 24(10):1739-1743.
[11]李垒.关于现代企业氨制冷相关技术要求的研究[J].低温与超导,2014,42(6):89-92.
[12]蒋红辉,贾强.氨制冷压力管道研究现状[J].制冷,2013,32 (03):69-75.
[13]贾强,梁旭,王磊.氨制冷压力管道典型事故及监管重点分析[J].制冷,2014,33(12):82-86.
[14]熊从贵.方法兰在制冷装置中的应用及安全性探讨[J].石油化工设备,2011,40(6):79-82.
[15]田龙虎.煤基能源系统二氧化碳低温分离与液化方法研究[D].北京:华北电力大学,2011.
[16]邱朋华,李丹丹,徐宝龙,等.基于Aspen Plus对Selexol分离CO2流程的分析[J].中国电机工程学报,2014,34(8): 1231-1237.
[17]张早校,曲天非,郁永章.二氧化碳液化方案的节能分析[J].压缩机技术,1997,8(4):24-26.
[18]曲天非,张早校,王如竹,等.改进的二氧化碳液化方案节能分析[J].压缩机技术,2001,5(1):15-20.
[19]祝恩福,钟建交.一种改进的食品级液体二氧化碳产品的生产方法:中国,103058187A[P].2013-04-24.
[20]孙兰义.化工流程模拟实训:Aspen Plus教程[M].北京:化学工业出版社,2012.
[21]刘兴高.精馏过程的建模、优化与控制[M].北京:科学出版社,2007.
《蒙特利尔议定书》第27次缔约方大会在迪拜召开
《关于消耗臭氧层物质的蒙特利尔议定书》(以下简称议定书)第27次缔约方大会于11月1—5日在阿联酋迪拜召开。由环境保护部副部长翟青任团长,环境保护部、农业部等部门派员组成的中国政府代表团出席了本次会议。来自140多个国家、7个国际组织和政府间组织、50多个非政府组织及观察员组织的500多名代表出席了大会。
本次会议除讨论各评估小组报告、消耗臭氧层物质必要用途和关键用途豁免等常规性议题外,还决定建立工作小组就HFCs在议定书下管理的可行性进行谈判。议定书缔约方大会为每年1次,迄今已召开27次。包括中国在内的各缔约方在议定书框架下,为保护臭氧层、减少消耗臭氧层物质做出了积极贡献并取得了丰硕成果。蒙特利尔议定书是国际社会认可最成功的多边环境条约。
(本刊编辑部)
TQ025.3
A10.3969/j.issn.1006-6829.2015.06.007
2015-10-18
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
文萃报·周五版(2021年37期)2021-10-09
化肥设计(2021年2期)2021-05-10
探索科学(学术版)(2020年4期)2021-01-18
中国煤层气(2019年4期)2019-11-23
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
中国化妆品(2018年5期)2018-06-28
食品安全导刊(2016年12期)2017-01-10
食品安全导刊(2016年12期)2017-01-10