轮胎的均匀性浅述
2015-12-24 06:29:12马义明
橡塑资源利用 2015年1期
马义明
(天津市橡胶工业研究所有限公司,天津,300384)
轮胎的均匀性浅述
马义明
(天津市橡胶工业研究所有限公司,天津,300384)
本文主要介绍了轮胎的均匀性
轮胎;均匀性
1.前言
轮胎的均匀性在英文中叫做uniformity,其中包含静平衡、动平衡、径向力波动(RFV)、横向力波动(LFV)、锥度效应力(CON)等一系列指标。用于评述轮胎在一定的充气压力、一定的负荷和一定的转速条件下,轮胎的几何尺寸、质量分布和应力的不均一性程度。轮胎均匀性的优劣,直接影响到乘坐的舒适性、车辆的操控性以及轮胎和车辆零部件寿命等一系列指标。均匀性差的轮胎在行驶过程中会出现径向跳动、侧向摆动及跑偏等现象,导致汽车的操纵性、安全性和乘坐舒适性降低,并且增加燃料消耗、降低轮胎的使用寿命。均匀性不良在中、高档轮胎不良品中占有相当大的比例,因此,改善轮胎均匀性是轮胎设计和制造过程中的一个重要课题。
2.影响均匀性的要因分析
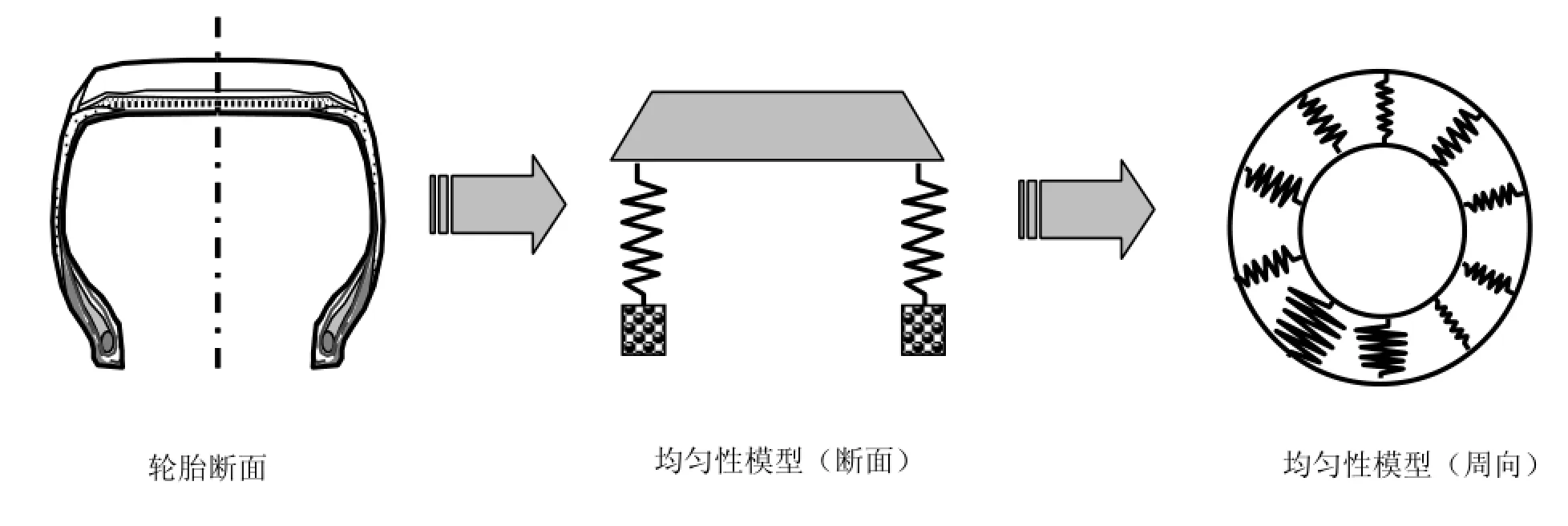
2.1 均匀性模型
为了更通俗地理解轮胎的均匀性,我们可以建立一个合适的模型。其中,轮胎的胎面部分内部有刚性带束层,抗冲击抗剪切,横向变形小,断面方向受力均匀,可视为刚性结构;胎侧部位,柔韧且强度大,耐屈挠,高回弹,可视为弹性部件;胎圈部位,高强度,耐剪切,是轮胎结构中承受剪切力最大的部分,亦可视为刚性结构。如下图所示:
2.2均匀性指标与影响
轮胎的均匀性主要体现在刚性均一性、几何均一性、质量分布均一性三个方面。其对均匀性指标的主要影响简述如下:
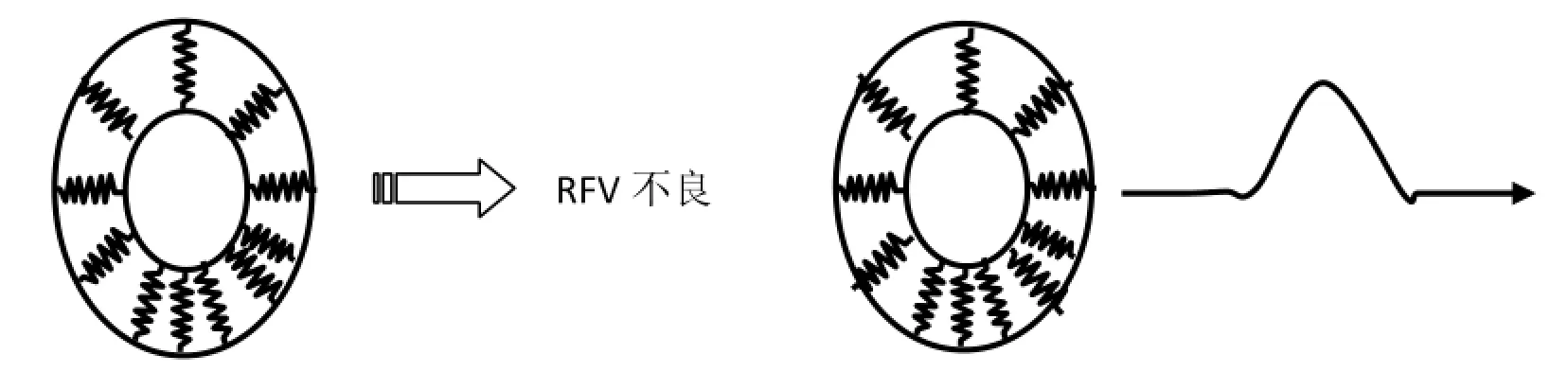
1)刚性均一性主要影响RFV和CON指标,如图所示:

2)几何均一性主要影响RFV指标,如图所示:

3)质量分布均一性主要影响RFV和动(静) 平衡指标,如图所示:
2.3 均匀性指标对汽车性能的影响
轮胎均匀性主要有:径向力波动(RFV)、横向力波动(LFV)、锥度效应力(CON)、静平衡(S-BLANCE)、动平衡(D-BLANCE)等指标。其对汽车性能的影响如下:
(1) RFV
是指轮胎在一定充气压力、一定负荷、一定转速条件下,轮胎半径方向上产生的周期性力的波动,单位为牛顿(N)。它使轮胎发生径向跳动,车体震动大,噪音大,车辆机械部件容易受损。
(2) LFV
是指轮胎在一定充气压力、一定负荷、一定转速条件下,轮胎轴向上产生的周期性力的波动,单位为牛顿(N)。它使汽车发生左右摇晃、颤动,操纵稳定性和高速行驶安全性变差,轮胎寿命降低。
(3) CON
是指轮胎在一定充气压力、一定负荷、一定转速条件下,轮胎轴向上产生的偏向一侧的力,单位为牛顿(N)。它造成轮胎不跑直线,朝一个方向跑偏,致使轮胎发生偏磨,使用寿命降低,高速行驶安全性变差。
(4) 动(静)平衡是指轮胎在旋转或静止状态下,测定的质量分布的不均一性。它对汽车性能的影响与RFV、LFV类似。
在上述各项指标中,RFV不良发生率高,原因复杂,改善难度大,是轮胎均匀性改善的最主要对象。因此,本文主要针对影响RFV的原因和改善措施进行论述。
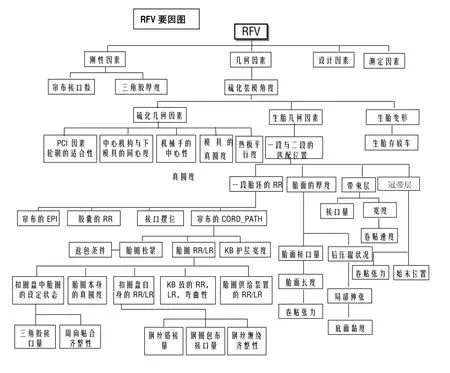
3.针对RFV不良采取的对策
3.1 刚性因素
所谓刚性,是指单位变形所需要的应力,也是模量的意思。可以理解为每毫米变形所需要的应力大小。刚性因素中对RFV影响最大的就是帘布和三角胶接口。接口属于工程因素,在设计轮胎时并没有设计接口,因为有工程作业才有帘布接口及三角胶接口等刚性波动因素,而且这种波动不可避免,只能减弱其对RFV的影响。同一条轮胎,由于有帘布及三角胶接口的存在,在周向分布上会出现刚性的变化,导致周向应力的不均匀。不同规格因为构造的差别,其本身的模量存在极大差异,同样的生胎中心跳动(RRO)所引起的RFV波动大相径庭。刚性强的轮胎在成型RRO控制上要更严格。刚性因素对轮胎的RFV性能有决定性的影响,它从根本上决定了此规格的RFV水平,以及此规格对工程波动的适应能力。因此,同一机台在生产不同的规格时,RFV的平均值和分布都会有不同的表现。同样,在工程管理上,对于不同的规格要有不同的管理标准,一视同仁对于轮胎的RFV管理是不适用的。
3.2 几何因素
几何因素受到轮胎制造过程中生胎成型、生胎存放、生胎搬运、硫化设备精度、模具精度、后充气定型(PCI)机构的状态等多种工程因素影响。从某种意义上讲,对上述因素的控制能力,决定了轮胎的FRV水平。因此,要想制造均匀性好的轮胎,就必须对所用的部件材料、成型设备精度、接口摆位、接口量、生胎变形、硫化机精度、模具精度、装模精度、PCI精度等环节和参数进行严格控制。
(1)一段生胎的中心跳动(RRO)
a.帘布的EPI
帘布是轮胎的骨架材料,EPI(EACH PIECE OF INCH)是每英寸帘布上帘线的根数,即帘线密度。当胎体帘布EPI不均时,造成胎体各部位应力不均,严重影响轮胎的均匀性。造成EPI不良有以下三个方面的原因,首先是帘布材料本身不良,其次是压延损伤,第三是成型时拉伸。
b.成型鼓法兰胶囊的偏心性
法兰上的胶囊在某种程度上决定了一段胎坯与二段胎坯接触时的周向均匀度;当法兰到达最小幅时,法兰对于胎坯的径向约束力最小,胎坯的中心跳动受胶囊本身中心跳动的影响很大。当然生胎的径向精度要受到法兰各幅,胶囊充气压力及两者间动作的协调性以及胶囊自身精度的影响。
c.接口摆位
一段胎坯的接口摆位状态不同,周向质量分布及生胎的中心跳动亦随之变化,对轮胎的RFV有重要影响。
d.帘布的CORD_PATH
CORD_PATH,指从一个钢圈到另一个钢圈之间的帘线的长度,测量方法有两种:①扣圈以后将钢圈直接取下,切断帘线测量;②测量CORD_PATH的双倍距离,然后/2。帘线是轮胎的骨架,钢圈与钢圈间帘布的长短对轮胎的RFV,RRO有决定性的作用。CORD_PATH主要受反包条件、钢丝圈圆度、钢丝圈的松紧等因素的影响。
(2)一段生胎与二段生胎的位置匹配
采用层贴法制造轮胎是一段胎坯和二段胎坯分别制作,然后在二段成型鼓上定中贴和在一起。生胎的中心跳动(RRO)受到一段胎坯和二段胎坯两方面的影响。为了避免材料接口重合造成的径向力波动(RFV),两段胎坯中的各层材料接口应尽量在周向均匀分布,在一二段胎坯匹配时应遵循同样的原则。由于有接口的存在及设备的径向跳动和轴向跳动,一段胎坯及二段胎坯存在自己独有的波形形状(或者说,应力分布),如果两者的结合角度选择不好,会造成某些部位应力的增大。例如,两层帘布的接口重合或一段胎坯中的接口与二段胎坯中的接口重合,会造成RFV严重不良。因此,合理安排接口分布,并使一段胎坯与二段的接口位置合理匹配,成为降低及稳定生胎RRO的有效手段,这对改善轮胎的均匀性具有重大的意义。
(3)带束层、冠带层、胎面
a.带束层
作为子午线轮胎的标志性构造,带束层对轮胎强度的影响极大,它是轮胎在胎冠部的主要应力部件,因此,它的接口,宽度,厚度及相应的单位面积重量的变化都会引起轮胎性能的波动。因其单位面积重量较大,对轮胎的周向质量分布也有较大影响。
对于RFV而言,越靠近外层的材料对其影响越明显,外层材料波动引起的RFV不良,其波形有明显的尖峰状,而内层材料引起的 RFV不良,其波形呈现缓慢的一次波动。
b.冠带层
冠带层分为片状冠带和螺旋冠带两种。对于片状冠带来说,由于有50mm左右的接口存在,所以接口处的尺寸必然变厚,因此,这种冠带的接口大小,左右接口的分布,以及接口在圆周上的位置对 RFV都会产生很大的影响。这种结构多使用在小直径、高扁平率、模量比较小的规格中。
螺旋冠带,就是将大片的冠带分成小条来缠绕,其目的是消除片状冠带首末端的接口。但这种缠绕方法会造成线卷倾斜,对LFV产生一定影响。当螺旋冠带缠绕时,在拉力的作用下BT鼓会有一定程度的变形,如果,BT鼓支撑力不足,或者螺旋冠带的拉力足够大,则会引起BT鼓的缩小,当这种情况发生时,开始阶段缠绕的螺旋冠带的线卷就会变松弛,造成断面方向上的应力不均衡,同时引起带束层的变形。从而导致RFV、LFV、CON不良。

另外,不管怎样缠绕还是会有接口出现,以及因螺旋的开始和结束而产生的应力不均。因此,螺旋冠带的搭接量及开始与结束位置的设定和调整,对RFV及静平衡性能的改善起到至关重要的作用。
C.胎面
由于橡胶本身的特点,胎面在存放期间,两端收缩,造成两端在宽度、厚度,质量上明显高于中间部位。胎面接口作业完成后,接口处的厚度变化会一直留到制品中,会对RFV造成影响,因此在工程管理中,胎面的长度,BT鼓的周长,胎面导向架的压力等均需要进行控制。
一般情况下,BT鼓的转速、导向侧辊的压力、中心压辊的压力、以及胎面本身的软硬度决定了胎面的拉伸状态和贴合后的残余张力。相同作业条件下,随着卷贴速度的增加,端部拉伸也随之变大。
胎面在受到压辊滚压时,胎体发生局部变形,接触点处的胎面会变薄,如果胎面下的胶浆少,胎面粘性差,会造成胎面打折,或者胎面与螺旋冠带的复合不实,有气泡,易产生周向凹凸,及左右偏移,造成RFV,LFV,CON不良。因此,压辊的操作原则是:“慢出、轻触、稳压”。
(4)生胎变形
成型的生胎坯存放、搬运车,对生胎的变形也有很大影响,不同寸别的生胎混放,会造成生胎变形,进而影响生胎的装模、定型。尤其是大规格轮胎,自身重量比较大,如果选择的胎坯车寸别不对,生胎将产生极大变形。
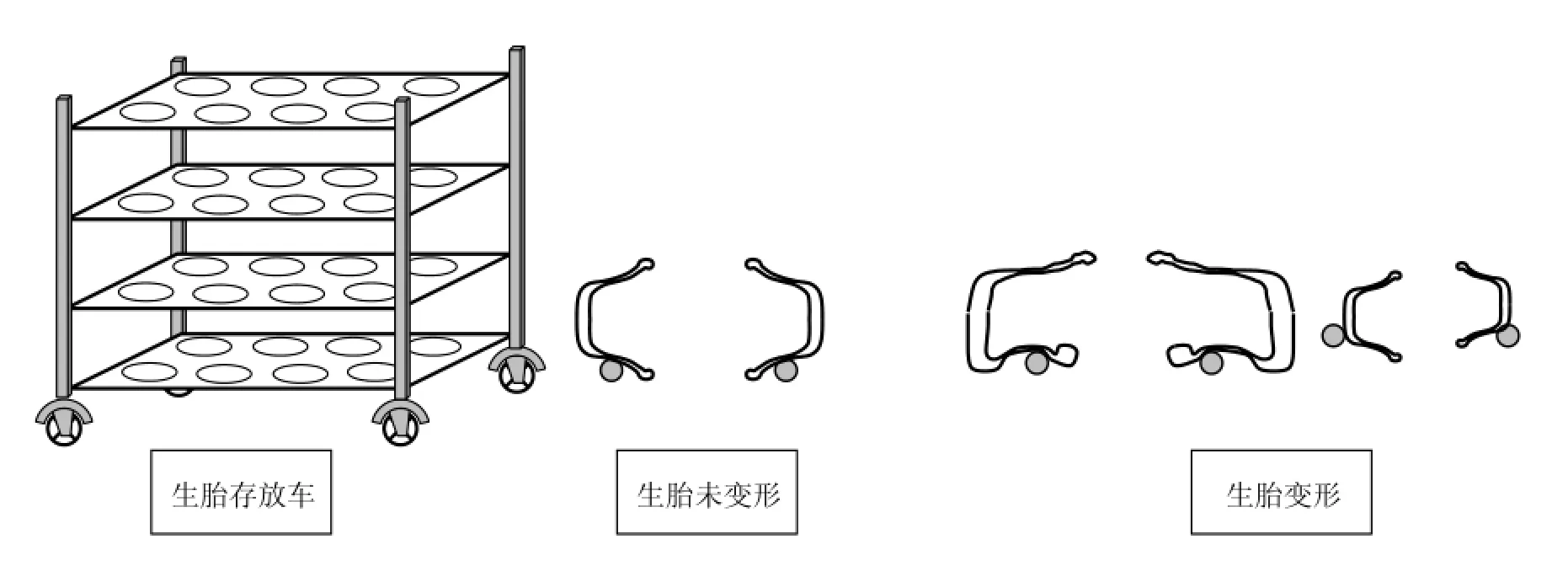
硫化机的生胎置台,对生胎变形也有很大的影响,置台造成的生胎变形会对机械手的抓取精度、装胎精度、定型精度、以至成品的RFV性能造成影响。

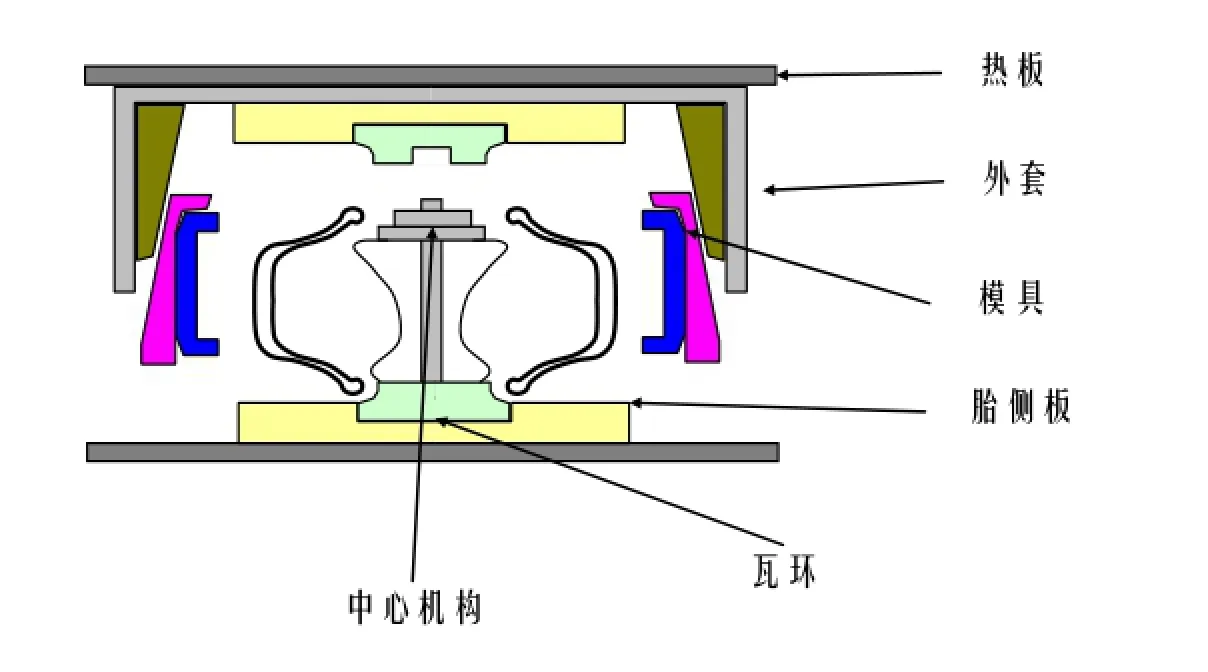
(5)硫化机和PCI精度
硫化工序,作为对轮胎RFV产生重要影响的工序在RFV不良对策中往往被忽略,因为对于硫化设备来说,其精度管理水平与成型机相比,相差甚远。但在对应高性能轮胎及低扁平率、大规格的轮胎时,对硫化精度的要求显得格外重要。
a.模具精度与定向硫化
高性能轮胎的硫化一般都采用活络模具,受模具加工和组装的影响,工程上很难制造出真圆的模具。对应相同的机台和模具,制造出的轮胎的不圆度具有一定的相似性。当生胎的偏心性与机台和模具的偏心性重合时,轮胎的偏心性最为明显,即RFV不良。当二者的偏心性互补时,轮胎的偏心性减弱,RFV值变小。因此,在更换模具后,一般都应该进行生胎定向入模试验,以确定最佳的入模方向,以抵消模具RR与生胎RR对RFV的影响,从而获得最佳的RFV性能。
b.机械手精度及与模具的同心度
机械手的装胎精度,直接决定了轮胎在硫化定型时的状态,这种影响会一直带到制品中,有时这种影响会超越其他因素,成为左右RFV水平的主要因素,尤其是当装胎精度严重恶化时,这种影响就更加明显。机械手的精度主要包括水平度、与模具的同心度和抓胎爪片张开时的圆度。为了保证这些参数正常,设备维修及模具更换后必须进行校验,并坚持日常点检确认。

c.中心机构与模具的同心度
中心机构在生胎装模定型时,对生胎起到固定作用,如果它与下模具不同心,则会造成成品轮胎的中心偏移,严重影响到轮胎的均匀性。因此,在每次更换胶囊或模具后必须对其中心性进行校验。
d. PCI夹盘的平行度及同心度
PCI(POST CURING INFLATION),它是对硫化后的轮胎进行整理的工序,对制品的“胎面印痕”有较大的影响。而稳定及适合的“胎面印痕”又是稳定的轮胎性能的保证。
采用螺旋冠带技术的轮胎,如果不经过PCI,直接在常压下,空气冷却,由于螺旋冠带为尼龙材质,其热收缩性极强,无内压条件下空冷会造成轮胎的扭曲变形、并口、“胎面印痕”变小等外观不良及性能不良。
因此PCI的偏心,不平行,及轮辋配合性都会对轮胎的 PCI效果产生影响,从而对制品的RFV产生影响。
4 结束语
轮胎均匀性的管理是一项复杂而繁琐的工作,但它对保证轮胎的使用性能乃至车辆的性能都有较大的影响。通过此文的抛砖引玉,使读者在对策均匀性不良的工作中有更加开放的思路。
2014-4-16
猜你喜欢
橡胶科技(2023年12期)2023-02-26 00:30:38
轮胎工业(2022年11期)2022-11-30 07:17:22
橡塑技术与装备(2021年21期)2021-11-17 07:37:40
童话世界(2019年14期)2019-06-25 10:11:52
幼儿教育·父母孩子版(2017年12期)2018-02-28 16:33:59
橡塑技术与装备(2018年21期)2018-02-19 03:10:26
专用汽车(2016年9期)2016-03-01 04:17:30
橡胶科技(2015年6期)2015-07-31 07:05:02
橡胶工业(2015年4期)2015-07-29 09:17:24
橡胶工业(2015年4期)2015-07-29 09:17:02