
直缝埋弧焊管生产线钢板上料装置优选方案
2015-12-18 10:48:05张增全韩保材汤跃先汤圣先
焊管 2015年9期
李 钢,张增全,韩保材,汤跃先,汤圣先
(1.北钢管业(营口)有限公司,辽宁 营口 115007;2.中冶京诚工程技术有限公司,北京100176;3.北钢集团有限公司,辽宁 海城114021)
直缝埋弧焊管生产线钢板上料装置优选方案
李 钢1,张增全2,韩保材1,汤跃先3,汤圣先1
(1.北钢管业(营口)有限公司,辽宁 营口 115007;2.中冶京诚工程技术有限公司,北京100176;3.北钢集团有限公司,辽宁 海城114021)
对JCOE/UOE直缝埋弧焊管生产线上通常采用的三种上料装置,即平辊和链条组合输送装置、链条输送装置以及真空吸盘吊输送装置的主要结构和组成进行了描述,并从设备结构与操作、运行与维护工作量、设备投资、装机容量、生产运行成本、钢板划伤等主要方面进行了对比。结果表明,采用真空吸盘吊输送装置具有设备结构简单、操作方便、运行与维护的工作量相对较低、资金投入相对较少、装机容量小、生产运行成本低、生产节奏完全能满足设计要求等优点,是直缝埋弧焊管生产线钢板上料的最佳优选方案。
焊管;直缝埋弧焊管;钢板上料;平辊输送;链条输送;真空吸盘
钢板上料工序是直缝埋弧焊管生产的第一道工序。选用不同形式的钢板上料装置将会对生产效率、设备运行稳定性和工人安全方便操作性能产生直接影响,不同的上料形式也与设备检修维护量、运行成本和设备投资有着密切的关系。目前,在国内已经投产的JCOE/UOE直缝埋弧焊管生产线中,钢板上料大多采用平辊道输送或链式输送方式,也有少部分采用真空吸盘上料。从实际生产过程中来看,三种钢板上料方式各有特点,现结合北钢管业(营口)有限公司(以下简称北钢管业)新建的φ1 626 mm JCOE直缝埋弧焊管生产线,从设备主要技术参数、结构和设备投资方面对三种钢板上料装置进行比较。
1 生产线基本情况
北钢管业JCOE直缝埋弧焊管生产线设计年生产管线管(包括海洋管)和结构管25万t,生产钢管规格为:φ406~φ1 626 mm, 长度 9~18.4 m,壁厚6~65 mm。该钢管规格范围内对应的原料钢板宽度为1 200~5 200 mm,单张钢板最小质量850 kg,最大质量46 t。钢板上料区与钢板平辊道输送区域成L形布置,人工焊接引熄弧板工位设置在上料区中。该生产线钢板上料装置具有以下特点:①钢板规格及质量范围大;②钢板上料工位到钢板平辊道输送中心线间距离较远(约25 m)。该生产线对钢板上料装置的要求较高。
2 钢板上料装置类型及其比较
对于JCOE/UOE直缝埋弧焊管生产线,钢板从原料库到钢板纵向平辊道输送工位经历以下5个步骤:①车间电磁盘吊车将原料库钢板吊运到接料工位;②钢板横向输送;③到达引熄弧板焊接工位;③从焊接工位横向送到平辊道输送工位;⑤钢板对齐。
通常从原料库到钢板接料工位均采用磁盘吊车吊运的方式,从钢板接料工位到纵向平辊道输送工位的上料装置会结合采用平辊道输送、链条输送和真空吸盘输送三种方式,下面分别对这三种方案进行说明与比较。
2.1 链式与平辊道组合输送装置
平辊道输送装置将钢板运送到引熄弧板焊接工位后等待人工进行引熄弧板焊接,焊接完成后平辊输送装置再将钢板运送到纵向平辊道输送工位上,如图1所示。
全平辊道输送装置一般适用于钢板接料工位到纵向平辊道输送工位距离较短的情况(约为一个单跨距离),但遇到输送距离较长的情况时,该方案就无法满足需求。
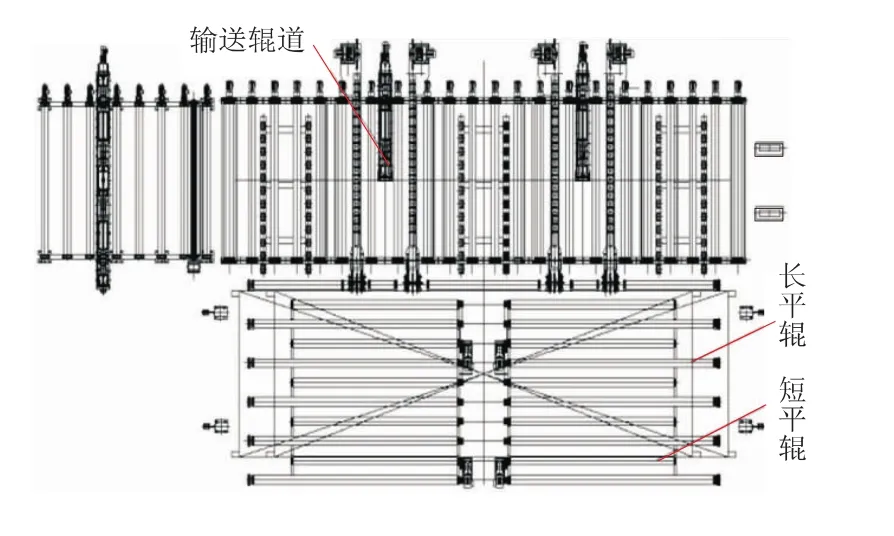
图1 平辊道输送装置分布示意图
当钢板接料工位到纵向平辊道输送工位距离大于一个单跨距离时,一般采用链式与平辊道组合的输送方式,该输送装置分布如图2所示。北钢管业JCOE直缝埋弧焊管生产线的钢板接料工位到纵向平辊道输送工位的距离约为25 m,故采用链式与平辊道组合的输送方式。
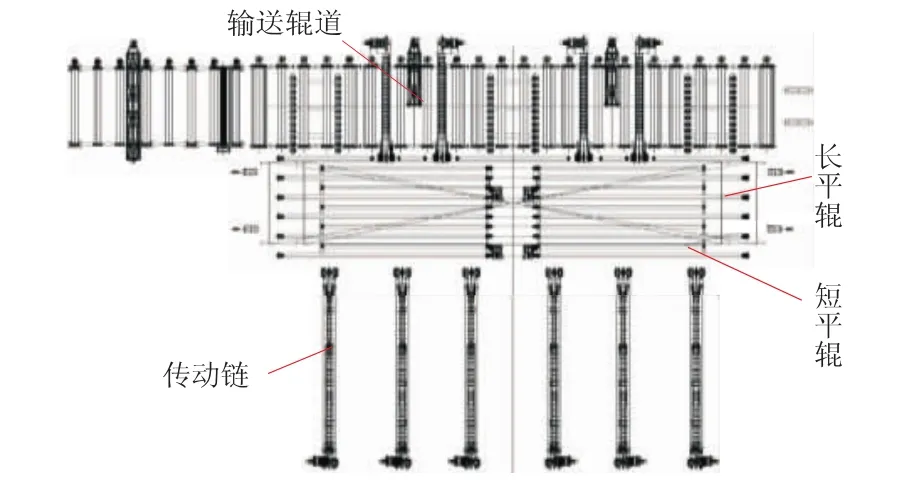
图2 链式与平辊道组合的输送装置分布示意图
链式与平辊道组合输送装置主要由接料升降装置、链条输送装置、钢板引熄弧板焊接平辊输送装置(长9~13 m)、钢板引熄弧板焊接平辊输送装置(长14~18.4m)、链条升降输送装置组成。
接料升降装置:由固定台架、链条升降机构、被动支撑辊升降台架组成。磁盘吊车将钢板放在固定台架上,此时处在低位的链条升降机构和被动支撑辊升降台架升起,托住钢板向前输送。被动支撑辊升降台架主要是起辅助支撑作用,以保证厚度较薄的钢板顺利输送。
链条输送装置:由链条输送装置、被动支撑辊台架组成。链条输送装置承接从上料升降装置输送来的钢板,并继续向引熄弧板焊接工位输送;被动支撑辊台架起辅助支撑作用,以保证厚度较薄钢板的顺利输送。
钢板引、熄弧板焊接平辊输送装置:该装置长9~13 m,由输送平辊、被动支撑辊台架组成。输送平辊道承接链条输送装置送来的钢板,并在此工位对9~13 m长钢板两端人工焊接引、熄弧板,之后将钢板输送至下一个工位。被动辊支撑台架是为生产长度在14~18.4 m钢板的顺利输送设置的,当生产9~13 m长度钢板时,不用此台架而由吊车吊离该工位即可。
引、熄弧板焊接平辊输送装置:该装置长14~18.4 m,由输送平辊道组成,承接上工位输送来的钢板,并在此对14~18.4 m长钢板的两端焊接引熄弧板,再将钢板输送至下一个工位。
链条升降输送装置:由链条升降输送装置、钢板单向对中装置、被动托辊升降台架和液压系统组成。链条升降输送装置与被动托辊升降台架同时从低位升起,承接上工位输送来的钢板,并将钢板送至纵向平辊道输送位置,由对中装置将钢板对中之后平稳下降,将钢板放置在纵向输送平辊道上,完成钢板的横向输送过程。链条和被动托辊的升降均由液压系统驱动。
2.2 链条输送装置
链条输送装置将钢板运送到引、熄弧板焊接工位,人工完成引、熄弧板焊接后,上料装置再将钢板运送到纵向平辊道输送工位上,该输送装置的分布如图3所示。

图3 链条输送装置分布示意图
链条输送装置由接料台架、升降链条横向送料装置、固定链条横向送料装置、升降输送辊道和对中装置组成。
接料台架:用于接收磁盘吊车吊运的钢板,并将钢板放在固定接料台架上,接收台架由7组单独的料架组成。
升降链条横向送料装置:包括接料台架工位和纵向平辊道输送工位的升降链条横向送料装置两部分。接料台架有钢板时,处于低位的链条送料装置升起至与其后固定链条横向送料装置的标高相同,然后托起钢板横向输送到固定链条横向送料装置上;在纵向平辊道输送工位,处于接料位置的升降链条横向送料装置承接上工位固定链条装置送来的钢板,继续横向输送至纵向平辊道输送位置并落下,将钢板平稳放置在纵向输送平辊道上。升降链条横向送料装置主要由底座、送料梁、链轮、链条、减速机、导向装置、油缸、连杆、液压系统等组成。
固定链条横向送料装置:承接接料台架升降链送来的钢板,依次送到钢板中间送料工位、引熄弧板焊接工位、中间送料工位,并将钢板送到纵向平辊道升降链条送料工位。该装置主要由支座、送料梁、链轮、链条、减速机等组成。
升降输送辊道:位于固定链条横向输送装置中的引、熄弧板焊接工位,用于9~12m长钢板的纵向输送,方便两端引、熄弧板焊接。当9~12 m钢板送到引、熄弧板焊接位置时,升降输送辊道升起,将钢板托离固定链条横向送料装置,运送钢板到辊道一端部落下并放置在横向送料装置上,进行引、熄弧板焊接。该装置主要由底座、升降装置、辊道、减速机、导向装置、油缸、液压系统等组成。
对中装置:位于纵向输送平辊道中,将升降链横向送来的钢板定位、对中,使钢板中心与平辊道输送中心一致。对中时采用单边对中结构,该对中装置主要由支座、导轨梁、丝杠、挡料辊和减速机等组成。
2.3 真空吸盘吊输送装置
真空吸盘吊输送装置利用真空吸盘吊从钢板接料工位将钢板运送到引熄弧板焊接台架,在此完成人工引、熄弧板焊接,然后再次用真空吸盘吊将钢板运送到纵向平辊道输送工位上,通过对中装置将钢板中心与纵向输送平辊道中心对中。真空吸盘吊输送装置的分布如图4所示。
真空吸盘吊装置由半龙门吊车、真空吸盘系统、引、熄弧板焊接台架、对中装置和滑触线及轨道系统组成。
半龙门吊车:起重质量27.5 t+27.5 t(包括吊具及吸盘质量),吊钩间距6 000 mm,Lk=21 m,吊车轨道标高+6.5 m;工作制度A7,地面操作。
真空吸盘系统:包括吊梁、真空吸盘、真空吸取系统和控制系统4部分。
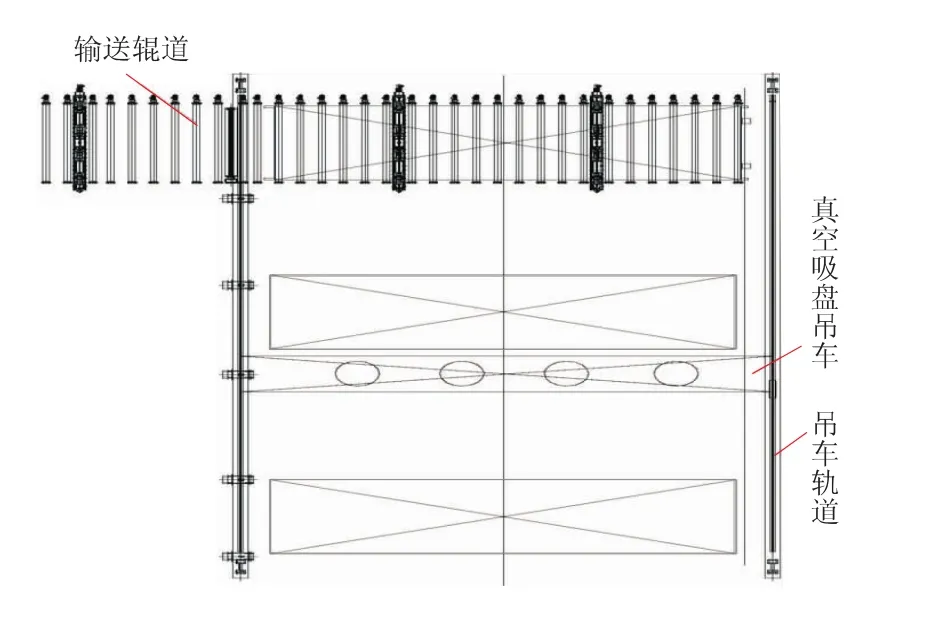
图4 真空吸盘吊输送装置分布图
钢管长度9~18.4 m,跨距较大,且在实际生产中,12.5 m规格钢管的生产频率最高,因此吊梁设计为主梁加拼接接头。生产13~18.4 m钢管时,采用主梁加拼接接头完成钢板吊运操作;生产9~12.5 m钢管时,拆除拼接接头,只用主梁吊运即可,简化了真空吸盘吊的操作。主梁为一个中空设计的整体结构,长度10 m,拼接接头2个,每个长度3 m,吊梁总长16 m;在主梁上设置有8个横梁,长度为2 m,用于悬挂真空吸盘;真空吸盘吊上料装置中设置了28个矩形真空吸盘,型号FSRL500×900,2倍安全系数,单个吸盘吸力为2 000 kg(在80%真空度下测定),最大起吊质量30 t;对于单张质量大于30 t的钢板,为简化真空吸盘系统,另设置5组挂钩,每组2个挂钩点,单个挂钩载荷5 000 kg。真空泵系统主要由真空泵、蓄能器、控制阀组等组成,完成吸盘的抽真空、断电保压和吸盘吸取数量选择、真空度检测等功能,真空泵流量100 m3/h;控制系统包括自动吸放,即通过传感器检测吸盘杆的伸缩来实现吊具对板材的自动吸放功能;采用遥控操作,即当不用拼接处吸盘时,可用遥控器关闭拼接处吸盘,每个吸盘配有手动滑阀,可以手动关闭每个吸盘;安装安全保护装置,具有断电保压、安全报警、运行保护等功能,当断电或切断真空泵动力时,视板材表面状况,保压时间5~20 min。
引、熄弧板焊接台架:为固定焊接结构,坚固耐用,台架两端为焊接引熄弧板工装,适应不同板长的需要,方便焊接操作。对中装置:位于纵向输送平辊道中,将真空吸盘吊送来的钢板定位、对中,使钢板中心与平辊道输送中心一致。对中时采用单边对中结构,该对中装置主要由支座、导轨梁、丝杠、挡料辊和减速机等组成。滑触线及轨道系统:滑触线及轨道系统为半龙门吊车的供电及行走系统,选用安全滑触线,轨道型号为QU100。
3 三种输送方式对比
通过对平辊和链条组合输送装置、链条输送装置、真空吸盘吊输送装置的对比分析可以发现,装置在设备结构复杂程度、上料节奏、运送钢板时表面划伤情况、不同规格钢管换产调整的需求、设备维护保养量、备件准备、装机容量、设备总质量、资金投入以及设备运行成本上都有很大的区别,具体见表1。

表1 三种输送上料方式运行情况对比
4 结 语
通过三种钢板输送装置的对比可以看出,采用真空吸盘吊输送装置的钢板上料方案,设备结构与操作简单,运行与维护的工作量相对较低,资金投入相对较少,装机容量小,生产运行成本低,生产节奏完全能满足设计要求。而且,在钢板上料过程中没有钢板与运输设备之间的相对滑动与摩擦,避免了钢板表面产生划伤。由此可见,真空吸盘吊输送装置作为钢板上料装置具有明显的综合优势,为新建或改造JCOE/UOE直缝埋弧焊管车间钢板上料装置提供了又一种选择。
[1]王义行.链轮设计制造应用手册[M].北京:机械工业出版社,1994.
[2]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[3]方宏明.机械设计、制造常用数据及标准规范实用手册[M].北京:当代中国音像出版社,2004:539-574.
[4]毛好喜.液压与气动技术[M].北京:人民邮电出版社,2009.
[5]张展.减速器设计选用手册[M].上海:上海科学技术出版社,2002.
[6]成大先.机械设计手册[M].北京:机械工业出版社,2009.
[7]濮良贵,陈国定,吴立言.机械设计[M].北京:高等教育出版社,2013.
[8]杨可桢,程光蕴,李仲生,等.机械设计基础[M].北京:高等教育出版社,2014.
[9]邹平.机械设计实用机构与装置图册[M].北京:机械工业出版社,2015.
[10]邱宣怀.机械设计[M].北京:高等教育出版社,2010.
The Optimization Program of Steel Plate Feeding Device for LASW Pipe Production Line
LI Gang1, ZHANG Zengquan2, HAN Baocai1, TANG Yuexian3, TANG Shengxian1
(1.Beisteel Pipe(Yingkou)Co.,Ltd.,Yingkou 115007,Liaoning,China;2.Capital Engineering&Research Incorporation Limited.,Beijing 100176, China;3.Beisteel Pipe Group,Haicheng 114201,Liaoning,China)
In this article,it described the main structure and constitute of 3 kinds of commonly used feeding device of JCOE/UOE LSAW pipe production line,including the combined converyor of roller and chain,chain conveyor and vacuum suction cups hanging conveyer,and compared the main structure and constitute with several aspects,such as equipment structure and operation,operation and maintenance workload,equipment investment,installed capacity,production running cost,plate scratch,etc.The results indicated that vacuum suction cups hanging conveyer device is with some advantages,such as simple structure,easy operation,low workload for operation and maintenance,small investment,small installed capacity,low production running cost,and production rhythm can completely meet the design requirements,which is the best optimization program for LASW pipe production line steel plate feeding device.
welded pipe;LSAW pipe;steel plate feeding;flat roller conveyor;chain conveyor;vacuum suction cups
TE905
B
1001-3938(2015)09-0064-05
李 钢(1969—),男,硕士研究生,工程师,北钢管业(营口)有限公司JCOE车间主任,主要从事直缝埋弧焊管生产管理与设备维护工作。
2015-05-25
修改稿收稿日期:2015-08-13
张 歌
猜你喜欢
汽车实用技术(2022年16期)2022-08-31 07:24:36
建筑与预算(2022年3期)2022-04-22 10:48:50
汽车实用技术(2022年7期)2022-04-20 11:45:04
装备制造技术(2021年4期)2021-08-05 07:39:22
装备制造技术(2020年11期)2021-01-26 00:39:04
建材发展导向(2019年11期)2019-08-24 06:35:28
现代冶金(2016年6期)2016-02-28 20:53:11
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:08
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
