
镍基合金625+X65复合管的焊接性和焊接工艺研究
2015-12-18 10:48:04周叶平张凯峰
焊管 2015年9期
周叶平,张凯峰
(1.云浮市特种设备检验所,广东 云浮527300;2.深圳海油工程水下技术有限公司,广东 深圳518067)
镍基合金625+X65复合管的焊接性和焊接工艺研究
周叶平1,张凯峰2
(1.云浮市特种设备检验所,广东 云浮527300;2.深圳海油工程水下技术有限公司,广东 深圳518067)
针对镍基合金625+X65复合管的镍基合金625与X65低合金钢的化学成分及物理性能差异较大,导致该复合管焊接时易产生热裂纹的问题,通过焊接试验和焊缝防腐蚀试验对镍基合金625+X65复合管的焊接性及焊缝防腐蚀性能进行了试验研究。结果表明,采用适当的焊接工艺参数、选择正确的焊接方法和焊材能够获得性能良好的复合管焊缝,且焊缝表面成形良好,力学性能和抗腐蚀性能均能满足相关标准的要求。
焊管;镍基合金625+X65复合管;焊接性;焊接工艺
普通的输油输气管线的材质大多为API SPEC 5L X65或X70。一般从海底开采的石油或天然气大多含有腐蚀介质。普通海洋管外部涂有防腐油漆,可以阻止海水对管线的腐蚀;管线内部未涂覆防腐层,虽然可长期在低腐蚀介质环境下服役,但如果输送介质的腐蚀性较强,普通管线就容易被侵蚀,从而大大降低管线的服役寿命,而且后期更换和维护管线的成本较高。镍基合金625+X65复合管由两层管复合而成,X65外层与常规的海洋管相同,保证管线有足够的力学性能,镍基合金625内层有较强的耐腐蚀性能。本研究通过对镍基合金625+X65复合管的焊接性和焊缝耐腐蚀性进行研究,为镍基合金复合管的焊接提供理论基础。
1 复合管焊接性分析
试验用管材是由Wellham堆焊生产的复合管,内层(镍基合金625)为镍基耐蚀合金,在室温下的微观金相组织为单一奥氏体组织;外层(X65)为低合金钢,在室温下的微观金相组织为针状铁素体+珠光体的混合物。试验用复合管规格为 φ219 mm×(11.1+3)mm。 镍基合金 625与X65低合金钢的化学成分见表1,其力学性能和物理性能见表2。

表1 镍基合金625和X65低合金钢的化学成分 %
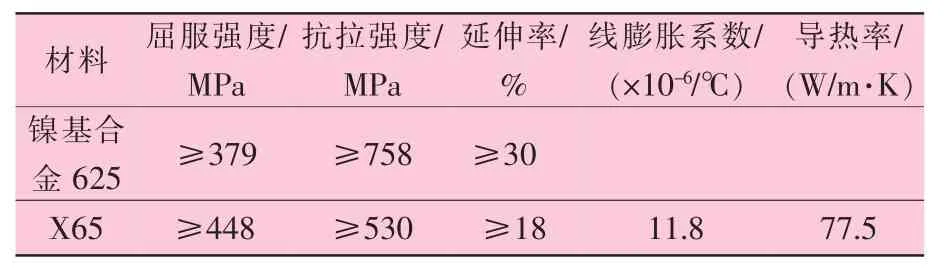
表2 镍基合金625和X65低合金钢的力学性能和物理性能
从表1和表2可以看出,镍基合金625与X65低合金钢的化学成分差别很大。焊接时,合理选择填充金属是获得良好焊接接头的基本要求。由于两者物理性能(线膨胀系数和导热系数)差异较大,焊接热量扩散不均匀,导致焊缝组织晶粒粗大,产生较大的内应力,增加热裂纹倾向,降低了复合管内层的耐腐蚀性能,故应选择较小线能量输入的焊接方法。
镍基合金625焊接时,由于S和Si等杂质在焊缝金属中偏析,形成低熔点共晶体;这种低熔点共晶体常常汇集在晶界处形成液态薄膜,焊缝金属凝固时在应力的作用下形成高温低塑性裂纹。同时由于镍基合金625的导热性较差,容易造成晶粒粗大,晶间增厚,使得晶间结合力减弱,促进了热裂纹的产生。
镍基合金625易于氧化,在焊接过程中需要做好隔离保护措施。若被氧化将降低焊接接头的使用性能,同时形成难熔的CrOx,使得液态焊缝金属的流动性变差,严重影响焊缝的成形。
2 复合管焊接工艺
2.1 焊接方法与材料
采用钨极氩弧焊(GTAW),焊接电流极性为DCEN,保护气体为氩气,其纯度为99.99%,选用的焊丝为ERNiCrMo-3,直径为2.4 mm。
2.2 焊接接头坡口设计及焊前处理
焊接接头坡口设计如图1所示,焊接顺序按图1中所示的1→2→…→进行。

图1 焊接坡口形式及焊接顺序
镍基合金625+X65复合管的焊接性较差,要想获得优质的焊接接头,镍基合金625+X65复合管的下料及坡口的加工需要采用坡口机、气动锯等冷加工机械进行,严禁使用火焰或等离子等切割工艺。然后是对复合管的坡口进行整形,以内径尺寸为准,采用内芯整圆的方法,使焊接坡口处复层的椭圆度偏差符合要求。
2.3 焊接中需要注意的事项
由于复合管的基层和复合层实际上只是通过内挤外压达到精密接触,接触面存在空气、水分和油污等杂质焊接时,杂质受热会分解为水蒸气和CO气体,在熔池内产生大量气体,严重时发生爆裂破坏熔池。使用钨极惰性气体保护进行施焊,焊接时要用较小的电流且摆幅不宜过大,电流一般应控制在110 A左右,以防止复合层被烧穿,焊接速度应稍快点。为了保证底层焊接质量,焊前必须对管子内部、焊缝背面充99.99%的氩气并保持5min。用气体氧含量测试仪从坡口间隙处深入抽取气体,测量管子内部氧的体积分数,当氧的体积分数低于0.05%时开始施焊,直至焊完第5焊道。
由于复合层和基层不易熔焊在一起,在组对前先进行封焊。封焊选用热输入量小的手工钨极氩弧焊。由于过渡层熔敷金属成分复杂,为了避免因热输入量过大产生收弧裂纹,填充层和盖面层均采用钨极氩弧焊进行焊接。
2.4 焊接工艺参数
打底层采用单面焊双面成形焊接工艺,焊接过程采用多层多道焊,按照图1所示进行施焊,具体焊接工艺参数见表3。

表3 焊接工艺参数
3 复合管焊接试验结果分析
3.1 力学性能
取宽度为20.2 mm,厚度为9.8 mm,面积197.96 mm2的试样,按照DNV-OS-F101:2010标准进行焊缝横向拉伸试验,结果见表4。由表4可见,焊缝横向拉伸试验的断裂部位均位于母材部位。

表4 焊缝横向拉伸试验结果
考虑到镍基合金625+X65复合管的服役环境,为检验焊缝的低温韧性,对焊缝和离熔合线不同距离的区域制作10 mm×10 mm×55 mm标准试样,在低温(-16℃)环境下进行夏比冲击试验。各区域夏比冲击试验结果见表5。

表5 V形缺口夏比冲击试验(-16℃)结果
3.2 抗腐蚀性试验
根据DNV-OS-F101:2010标准,对试样的复合层进行取样,分别放在60℃的20%HNO3+5%HF混合溶液中5 min,干燥称重后,再置于90gFeCl3·6H2O+900 mL去离子水中,溶液温度为50℃,浸泡1天,干燥称重后,结果要求失重率不大于4g/m2。点蚀试验结果见表6,由表6可见,所有试样的失重率均小于4g/m2,满足标准要求。

表6 点蚀试验结果
4 结论
(1)由镍基合金625+X65复合管的焊接性分析可知:镍基合金625+X65复合管的焊接应重点注意S和Si等杂质对焊接性能的影响。
(2)焊接试验表明,采用适当的焊接工艺参数、选择正确的焊接方法和焊材能够获得性能良好的复合管焊缝,并且表面成形良好,能够满足施工要求。
(3)力学性能试验表明:镍基合金625+X65复合管焊缝的力学性能能够保证复合管使用过程中的强度要求。
(4)镍基合金625+X65复合管焊缝的点蚀试验表明:对复合管采用钨极氩弧焊获得的焊缝具有较好的抗腐蚀性能,满足服役腐蚀环境的应用需求。
[1]XU F, LYU Y, LIU Y, et al.Microstructural evolution and mechanical properties of Inconel625 alloy during pulsed plasma arc deposition[J].Journal of Materials Science and Technology, 2013, 29(5): 480-488.
[2]李立英,王成,韩彬,等.L415/316L复合管免充氩焊接接头组织与性能[J].材料热处理学报,2014,35(1): 125-130.
[3]吕世雄,王廷,冯吉才.20G/316L双金属复合管弧焊接头组织与性能[J].焊接学报,2009,30(4):93-96.
[4]齐敬春,王明鹏.碳钢内衬不锈钢复合管材的特性及应用[J].中国建材科技, 2005(3): 23-25.
[5]杜敏.镍基合金焊接施工工艺综述[J].石油化工建设, 2008, 30(4): 44-47.
[6]王能利,柏朝晖,张希艳,等.20/0Cr18Ni9复合管手工电弧焊工艺研究[J].热加工工艺,2005(9):36-38.
[7]中国机械工程学会焊接学会.焊接手册第2卷[M].第2版.北京:机械工业出版社,2001:806-808.
[8]于彬.不锈钢复合板焊接质量控制研究[J].金属铸锻焊技术, 2010(11): 173-174.
[9]许爱华,院振刚,杨光,等.双金属复合管的施工焊接技术[J].天然气与石油, 2010, 28(6): 22-28.
[10]王新.双金属复合管焊接工艺与应用[J].电焊机,2011,47(7): 71-73.
Research on Weldability and Welding Process of Nickel Base Alloy 625+X65 Clad Pipe
ZHOU Yeping1,ZHANG Kaifeng2
(1.Yunfu Special Equipment Inspection Institute,Yunfu 527300,Guangdong,China;2.CNOOC Engineering Underwater Technology(Shenzhen)Co.,Ltd.,Shenzhen 5180678,Guangdong,China)
The greater difference of chemical composition and physical properties existed in nickel base alloy 625+X65 clad pipe,between nickel base alloy 625 and X65 low alloy steel,it easily caused hot crack in welding.In this article,the weldability and weld corrosion resistance performance were researched through welding test and weld corrosion resistance test.The results indicated that the good weld of clad pipe can be obtained by adopting appropriate welding process parameters,the right welding method and welding materials,the weld surface formation is good,and the mechanical properties and corrosion resistance both can meet requirements of relevant standards.
welded pipe;nickel base alloy 625+X65 clad pipe;weldability;welding process
TG44
B
1001-3938(2015)09-0061-03
周叶平(1985—),男,助理工程师,主要研究方向为焊接质量控制。
2015-04-07
修改稿收稿日期:2015-06-01
罗 刚
猜你喜欢
云南化工(2020年11期)2021-01-14 00:50:40
石油化工建设(2018年2期)2018-07-11 01:25:06
上海金属(2016年3期)2016-11-23 05:19:43
焊接(2016年2期)2016-02-27 13:01:16
焊接(2016年2期)2016-02-27 13:01:07
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年9期)2015-07-18 11:03:53
装备环境工程(2015年4期)2015-02-28 01:20:10
机械工程师(2015年10期)2015-02-02 01:14:00
河南科技(2014年3期)2014-02-27 14:05:50
