
焊接热输入对高强钢焊条焊缝组织和力学性能的影响
2015-12-18 07:35蔡养川
焊管 2015年5期
蔡养川,罗 震
(天津大学 材料科学与工程学院,天津 300072)
焊接热输入对高强钢焊条焊缝组织和力学性能的影响
蔡养川,罗 震
(天津大学 材料科学与工程学院,天津 300072)
针对PCrNi3MoVA中碳调质钢,研制一种Cr-Ni-Mo-V合金系高强钢焊条。通过观察焊缝金属金相组织、测量焊缝金属抗拉强度和冲击韧性,研究了焊接热输入对研制出的高强钢焊条性能的影响。研究结果表明:焊接电流超过220 A,随焊接电流的增大焊缝金属组织中针状铁素体逐渐减少,且组织晶粒逐渐粗大,力学性能逐渐恶化。综合考虑焊接热输入对焊缝金属性能的影响,选择焊接电流为220 A左右较为合适。
焊接;高强钢焊条;焊接热输入;PCrNi3MoVA;Cr-Ni-Mo-V合金系
0 前 言
随着我国高强钢消费量的快速增长,高强钢焊接材料的用量也随之增加。目前,我国电焊条的使用量占全部焊接材料的70%左右。其中高强钢焊条作为重要的高强钢焊接材料,在化学工业、石油化学工业、粉末冶金和新型食品杀菌等行业的焊接生产中得到了广泛应用[1-4]。国内对高强钢焊条的研究也有了长足的进展,但与国外知名品牌的高强钢焊条相比其综合性能仍有许多不足。合理的焊接热输入和预热温度能改善焊缝金属的力学性能,提高焊接质量。一般认为,焊接热输入与焊接电流、电压、焊接速度有关,同时合理的热处理工艺也可以改善焊缝金属的力学性能[5-9]。本研究针对PCrNi3MoVA中碳调质钢,在Cr-Ni-Mo-V合金系的基础上,研制出一种高强钢焊条。通过系统改变该焊条焊接时的热输入量,研究了热输入对高强钢焊条力学性能的影响,确定最佳的热输入值。该研究对进一步推进高强钢焊条的开发和应用具有重要意义。
1 焊条设计
针对PCrNi3MoVA中碳调质钢,基于钢中Cr,Ni,Mo和V的基本成分,设计了高强钢焊条。试验用焊芯选用φ5.0 mm的H08E型。焊条熔敷金属和H08E型焊芯的化学成分见表1。
碱性渣系具有硫磷杂质含量少和焊缝抗裂性能好的优点,因此试验焊条选用碱性低氢型渣系。
焊条药皮组成为常用的矿物粉和合金剂,粘结剂为钠钾水玻璃。成型后焊条外径为8.0 mm,焊前经350℃×1 h烘干后使用。
试验用Newasia WS-630D数字化焊机,焊接电流180~240A,焊接电压25±5V,直流反接。

表1 H08E型焊芯和焊条熔敷金属的化学成分 %
2 试验材料与方法
通过改变焊接电流值,在相同的电压和焊接速度下进行焊接试验,考察不同的焊接热输入对焊缝组织及性能的影响。焊接电流为220~280 A,分为4组,每组变化为20 A。试验焊接参数见表2。
采用XJP-300型金相显微镜和Quanta200型扫描电子显微镜对焊缝金属微观组织进行观察;通过微机控制电子万能试验机和JB-W型微机控制冲击试验机对焊缝金属的力学性能进行测试。根据所得的不同电流时焊缝金相组织和力学性能选择最佳的焊接参数。

表2 焊接工艺参数
3 试验结果与分析
3.1 金相组织
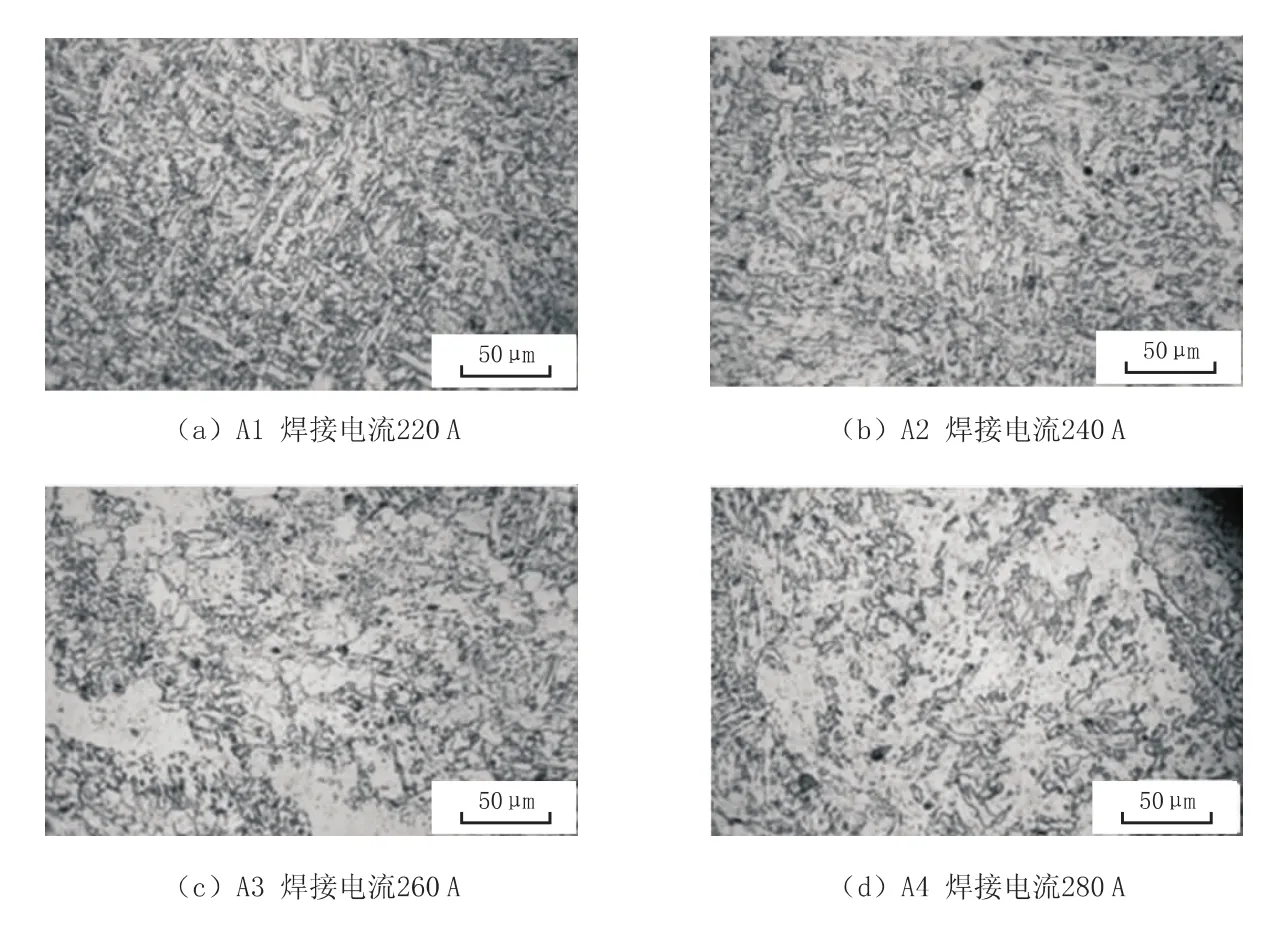
图1 XJP-300型金相显微镜观察到的焊缝金属组织
通过XJP-300型金相显微镜观察到的焊缝金属组织如图1所示。由图1可以看出,当焊接电流为220 A时,焊后得到的焊缝金属组织主要为针状铁素体和下贝氏体组织,且组织分布均匀、晶粒度较为细小;但当焊接电流值大于220 A时,随着电流值的升高,焊缝金属组织中针状铁素体含量逐渐减少,而高温转变产物(先共析铁素体逐渐增加),且焊缝金属组织晶粒度逐渐变得粗大,分布不均匀。因此,焊接电流为220 A时,获得的焊缝金属组织最佳。
3.2 力学性能
试验获得的4组试样力学性能测试结果见表3。拉伸试验和冲击试验获得的试样断口微观组织形貌如图2所示。
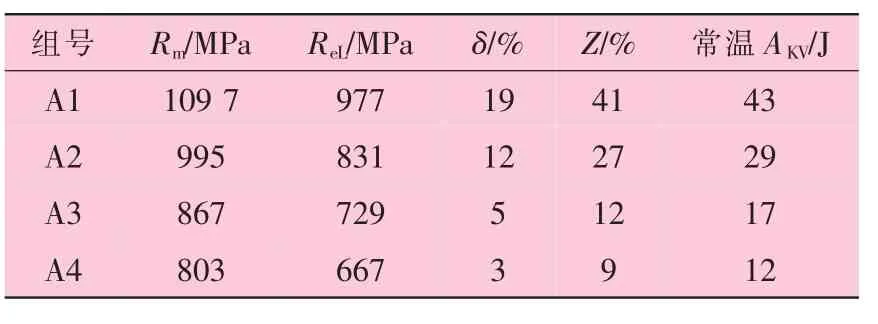
表3 焊缝金属力学性能
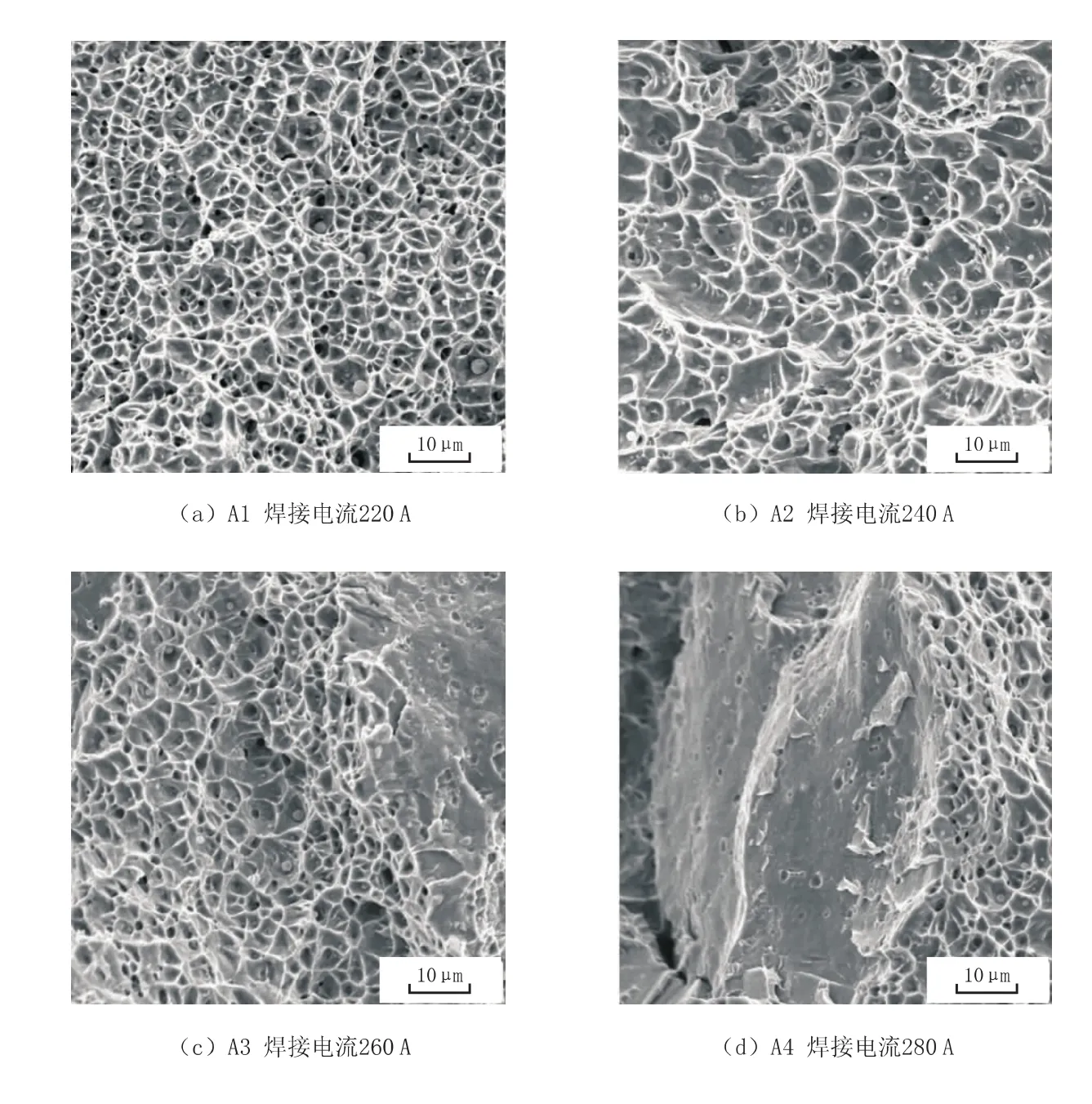
图2 焊缝金属试验断口微观形貌
由表3和图2可知,当焊接电流为220 A时,焊缝金属的强度和韧性值均较高,拉伸试验和冲击试验获得的试样断口呈典型的韧性断裂形貌,断口中韧窝数量较多、尺寸较小、深度较深、分布较均匀;但当焊接电流大于220 A时,随着焊接电流的增加,焊缝金属的强度和韧性值均降低,且拉伸试验和冲击试验获得的试样断口微观形貌中韧窝逐渐变少、变浅,并开始出现部分脆性断裂形貌——河流状解理花纹,且脆性断裂形貌所占的比例逐渐升高。
产生上述结果最主要的原因是:①随着焊接电流的升高,焊缝金属组织中针状铁素体含量逐渐减少,先共析铁素体逐渐增多。由于针状铁素体比较细小,取向自由,呈大角度晶界,具有较强的抗裂纹扩展能力;又因针状铁素体板条之间为大角度晶界,且含有高密度位错,微裂纹解理跨越针状铁素体要消耗较高的能量[10-12]。因此这种组织不仅可以提高焊缝金属的强度,而且能够显著提高焊缝金属的冲击韧性。而先共析铁素体是奥氏体的高温转变产物,为低屈服点的脆性相,因而会使焊缝金属的韧性降低。②随着焊接电流的升高,焊缝金属组织晶粒度逐渐粗大,其逐渐呈块状分布。均匀细小的组织对位错的扩展产生比较大的阻碍作用,提高焊缝金属的强度和韧性。而粗大的块状分布的组织会产生应力集中,显著降低焊缝金属的冲击韧性[13-16]。
3.3 焊缝脱渣性能
组织和性能最优的A1组试验焊条焊后焊缝脱渣前后的宏观形貌如图3所示。
图3 A1组试验后焊缝脱渣性能对比
由图3可已看出,A1组焊条焊后脱渣性能优良,保证了本试验研制的高强钢焊条在进行大厚板焊接时能够获得较高焊接质量的焊接接头。
4 结 论
(1)当焊接电流为220 A时,所研制的高强钢焊条焊缝金属组织最佳,为大量针状铁素体和少量的下贝氏体组织。
(2)当焊接电流为220 A时,所研制的高强钢焊条焊缝金属力学性能最佳,不仅具有较高的强度,还具有比较高的冲击韧性。
(3)当焊接电流为220 A时,所研制的高强钢焊条焊后脱渣性能较佳,保证该试验焊条在进行大厚板焊接时获得较高焊接质量的焊接接头。
[1]葛小平.压力容器技术的新进展[J].齐鲁石油化工,1992,(04): 291-294.
[2]朱锴年,耿拥华,赵明,等.三峡引水压力钢管高强钢的焊接及质量控制[J].焊接技术,2006,35(03):56-58.
[3]杨景华,周继烈,叶尹,等.焊接热输入对低合金高强钢焊接热影响区组织性能的影响[J].热加工工艺,2011, 40(03): 140-142, 146.
[4]杨振平.浅析超高强度钢的焊接[J].安装,2006(11):47-48.
[5]夏立芳.金属热处理工艺学[M].哈尔滨:哈尔滨工业大学出版社,1986:73-84.
[6]贾祥才.热处理工艺对高强高韧低合金钢组织和性能的影响[D].郑州:郑州大学,2012.
[7]曹冬军.热处理对Ni(56)Cr(22)Mo(13)合金焊缝组织和性能的影响[D].镇江:江苏科技大学,2011.
[8]刘福广,李太江,王彩侠,等.焊后热处理对05Cr17Ni4Cu4Nb钢焊接接头组织与性能的影响[J].金属热处理,2010,35(11):65-69.
[9]马骁妍.20MnSi双相热处理工艺研究[D].北京:北方交通大学,2000.
[10]张骁勇,高惠临,毕宗岳,等.焊接热输入对X80焊管焊缝组织与性能的影响[J].材料工程,2010(09):66-70.
[11]刘会杰.焊接冶金学与焊接性[M].北京:机械工业出版社,2007:95-98.
[12]王坤茜,张天会,陈运春,等.焊接热输入对ADB610钢焊接接头组织性能的影响[J].热加工工艺, 2012, 41(19): 193-195.
[13]李艳,杨建勋,周平,等.焊接热输入对Q890D高强钢焊接接头力学性能及微观组织影响[C]//2012年全国轧钢生产技术会论文集(下).北京:中国金属学会,2012:97-102.
[14]张敏,杨亮,李继红.焊接热输入对X100管线钢接头性能的影响[J].材料研究学报,2012,26(06):567-571.
[15]魏金山,齐彦昌,彭云,等.热输入对800MPa级超厚板窄间隙焊缝金属组织和性能的影响[J].焊接学报, 2012, 33(06):31-34.
[16]李海涛,陈芙蓉,胡艳华,等.热输入对10CrMo910钢焊缝金属根焊层热循环的影响[J].焊接学报,2011,32(01):49-51.
Effect of Heat Input on Weld Microstructure and Mechanical Properties Prepared by High-strength Steel Electrode
CAI Yangchuan,LUO Zhen
(College of Materials Science and Technology,Tianjin University,Tianjin 300072,China)
Aiming at PCrNi3MoVA medium carbon quenched and tempered steel,a kind of Cr-Ni-Mo-V alloy system high-strength steel electrode was developed.By observing the microstructure of weld metal,measuring tensile strength and impact toughness of weld metal,the effect of welding heat input on the properties of high strength steel welding electrode was studied.The results showed that when the welding current is higher than 220 A,the amount of acicular ferrite gradually reduce,the organization grain gradually enlarge and mechanical properties gradually deteriorate with the increase of welding current.To comprehensively consider the effect of heat input on the weld metal performance,the welding current about 220 A is more appropriate.
welding;high strength steel welding electrode;heat input;PCrNi3MoVA;Cr-Ni-Mo-V alloy system
TG422.1
A
1001-3938(2015)05-0009-04
蔡养川(1987—),男,博士研究生,主要从事焊接材料方面的研究工作。
2014-10-28
谢淑霞
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
石油化工技术与经济(2021年6期)2022-01-18
化工管理(2021年25期)2021-01-08
环球市场(2020年24期)2020-11-26
金属加工(热加工)(2020年12期)2020-02-06
童话世界(2018年8期)2018-05-19
新疆钢铁(2016年3期)2016-02-28
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
