
基于AutoLISP的带式输送机中间架生产图图库的开发技术研究
2015-12-11 02:25韩素兰郭术义赵俊龙袁丽娟
华北水利水电大学学报(自然科学版) 2015年5期
韩素兰,郭术义,赵俊龙,袁丽娟
(华北水利水电大学,河南 郑州 450045)
带式输送机是一种以输送带做牵引和承载构件,连续输送物料的机械设备,广泛用于冶金、矿山、轻工和粮食等各个行业.DTⅡ(K)型带式输送机是通用型系列产品,设计时按部件系列进行设计,根据地形和输送距离等情况的不同,机架部分中间架有直型、凸弧型和凹弧型3 种,种类有标准长度和非标准长度[1].目前,中间架生产图常用的设计方法是在AutoCAD 平台上,根据尺寸对不同情况中间架进行人工绘图,重复性工作量大,设计速度慢,设计周期长,成本高.
针对带式输送机中间架生产图,运用AutoLISP语言对AutoCAD 进行二次开发,根据中间架不同的形式、种类,通过相应的对话框,在确定带宽后,通过编制好的程序,输入相应参数,生成相应的中间架等部件的生产图,实现中间架生产图的参数化设计.该设计减轻了设计人员的劳动强度,加快了开发速度,缩短了周期,降低了成本,并且提高了绘图的精准度和效率.
1 样板图的设置
工程实际中,利用AutoCAD 绘制图形时,需要既符合国家标准规定,又要满足工程中的实际情况,因此需要创建样板图.样板图设置的流程为:系统变量→图形单位和精度→图纸幅面→图层→文字样式→尺寸标注样式→幅面线→标题栏和明细栏.
绘制中间架生产图时,根据绘制图形的内容,采用十进制单位,长度和角度单位均取整数;设置的图层有粗实线、点画线、双点画线、细虚线、尺寸标注和文字注释等;汉字的文字样式为长仿宋大字体文件gbcbig.shx,不同的对象高度不同;尺寸标注样式采用缺省的ISO-25,对角度等个别设置进行修改.根据编程需要以及绘图比例,对一些系统变量进行设置,赋值语句如下:
(setvar "cmdecho" 0);不显示普通命令的提示
(setvar "blipmode" 0);不显示光标痕迹
(setvar "ltscale" 5);设置线型比例为5
(setvar "dimscale" 20);设置尺寸标注比例因子为20
编程设计时,采用“后置图幅”方法,按照设计对象的真实尺寸进行绘图,在完成图形的所有绘制工作后,选择合适的比例,将所有图样缩小和放大到标准图纸幅面中[2].
2 标准直型中间架的程序设计
2.1 标准中间架参数的赋值
标准直型中间架长度为6 000 mm,主要参数有带宽B,俯视图中两槽钢孔中心线距离A、中间架宽度A1,主视图中槽钢侧面圆孔圆心到上轮廓线的距离h1、侧面圆孔圆心间距h2,上部托辊的两安装孔距离Q1,下部托辊的两安装孔的距离Q2,上托辊间距离a0等,用setq 为参数进行赋值.
设计选用的基本参数是带宽B.带宽B 确定后,上、下托辊两安装孔的距离Q1、Q2和孔的对数K1以及定位尺寸也就确定,其相应的槽钢、联接板、联接螺栓等各个零部件的尺寸随之确定.编程设计时,由于参数较多,采用分支结构赋值. 以带宽1 000 mm 为例,其赋值语句如下:
(cond (= B 1000))
(setq A A11350)(setq h1h235 50)(setq Q1Q2170 90)(setq cgz "[10"))
2.2 俯视图的绘制
中间架的生产图主要由主视图、俯视图组成,绘制图形时一般先画俯视图,再画主视图.绘制俯视图时,根据带宽B 和图幅的不同,计算确定基点p0,后通过polar 命令定位确定其他需要点的坐标并对各点进行赋值,后将所要绘制的对象所在的图层设置为当前层.其中,上托辊安装孔、剖面线、联接板分别通过调用相应的子程序FQ1Z、PMXZ、FLBZ 来插入实现.
程序流程为:选择带宽B→选取基点p0→定位其他点→画中心线、轮廓线、虚线等→画上托辊安装孔→画剖面线→画联接板→画引线→标注尺寸. 以绘制上托辊的安装孔为例,以距左端面距离600 mm为起点,插入第1 对孔,然后根据孔的对数每次增加一个a0,循环复制,直到结束[3-4]. 绘制下托辊安装孔时,方法同上.部分俯视图如图1 所示.
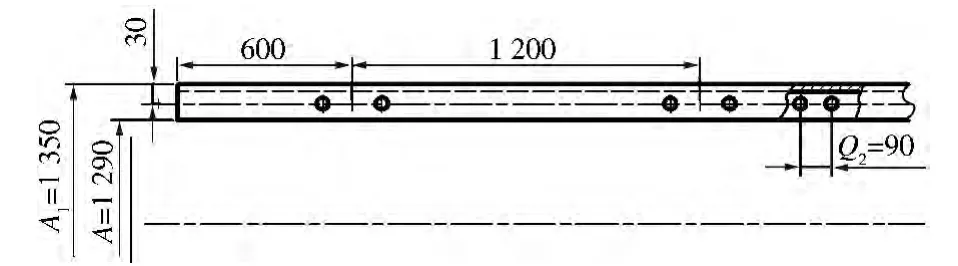
图1 中间架俯视图部分图形示意(单位:mm)
2.3 主视图的绘制
绘制主视图时,确定主视图的基点pz0,通过polar 函数确定其他各点. 绘图流程为:中心线→槽钢外轮廓线、厚度线→上下托辊安装孔的中心线→侧面圆孔→联接板. 其中,上下托辊安装孔的中心线、侧面圆孔、联接板分别通过调用相应的子程序ZQ1Z、ZQ2Z、ZK1Z、ZLBZ 插入来实现.中间架部分示意图如图2 所示.
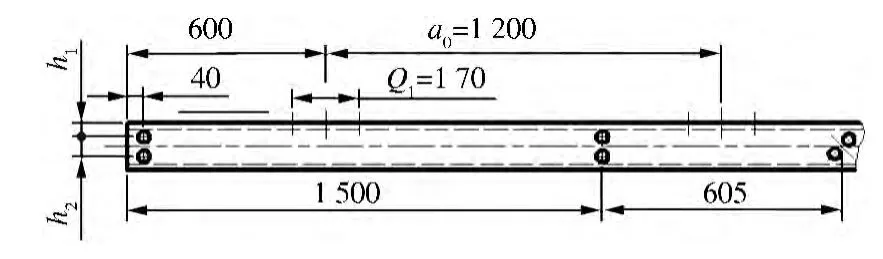
图2 中间架主视图部分图形示意(单位:mm)
实际应用中,不同带宽系列的中间架,对应的参数不同,具体见表1. 编程时,根据每种带宽所对应的参数,以及所选的槽钢、联接板、联接螺栓的型号,编程设计时使用cond 条件函数对中间架的主要参数以及所选槽钢参数进行赋值[1].
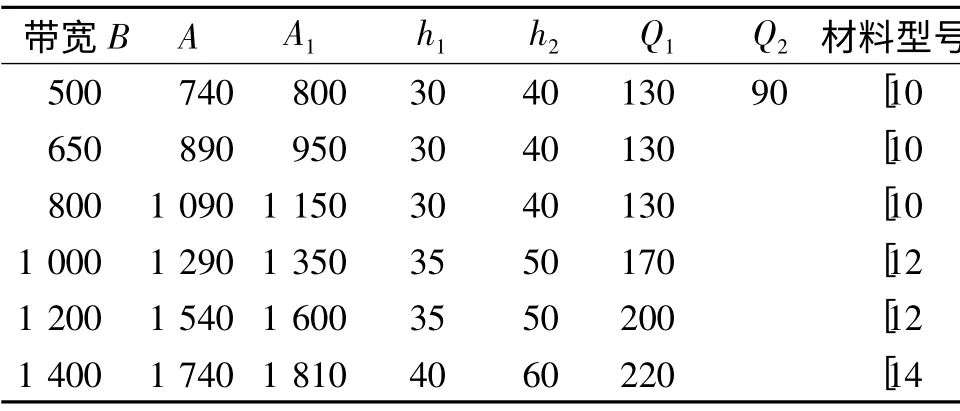
表1 不同带宽中间架的参数表
3 非标准直型中间架的程序设计
3.1 非标准中间架参数的赋值
与相同带宽的标准中间架相比,非标准中间架与标准中间架的主要尺寸相同,所选用联接板以及联接螺栓相同.不同的是:非标准中间架的长度L 由实际情况确定,一般为3 000 ~6 000 mm.支腿孔的个数和孔的定位尺寸不同,进行程序设计时,中间架的长度L,上、下托辊安装孔和侧面圆孔的个数和孔的定位尺寸是用setq 函数为参数进行赋值.
3.2 俯视图的绘制
绘制俯视图时,根据中间架的长度L,确定基点p0.通过polar 函数来确定绘图所需其他各个点的坐标.绘图流程为:中心线→槽钢矩形框→孔中心线→槽钢厚度虚线→插入槽钢顶部、底部孔中心线和侧面圆各个子程序等.插入槽钢顶部、底部孔中心线和侧面圆时,根据非标准中间架所赋的值,按照标准中间架的程序进行循环复制.插入某种孔时,如果该类孔的个数较多时,求出第1 对孔的对称中心并绘制对称线及孔中心线,然后确定第2 对孔的对称中心,孔个数作减1 处理后判断孔个数是否大于或者等于1,满足条件的话继续求下一对孔对称中心并且绘制对称线及中心线,直到while 函数的条件为否时,运行结束.
3.3 主视图的绘制
绘制主视图时,根据长度L 确定主视图基点的坐标pz1,通过polar 函数来确定绘图所需的其他各个点的坐标.绘图流程为:中心线→矩形框→槽钢厚度虚线→左右两端联接孔等. 主视图上部各成对孔的对称线以及各个孔的中心线,参考俯视图循环插入.
4 标准凸、凹弧中间架程序的编制
由于地形不同,中间架除直型外还有弧型,弧型的还有凹弧和凸弧2 种.在实际应用中,凹弧和凸弧中间架是先按照直型加工,后按要求的半径和弦高等条件进行弯曲加工.凹、凸弧中间架俯视图的绘制与直型中间架的基本一样.不同的是,由于中间架由直型变成弧型,主视图中主轮廓也由直线变成弧线,由多个同心的圆弧组成. 安装托辊孔的垂直中心线与圆弧切线垂直,根据安装托辊孔的距离、圆弧半径的不同,每绘制一个孔需要旋转一定的角度,这是程序设计的技术难点.
4.1 凸型中间架的参数化赋值
设计程序时,选择带宽B,确定半径R,设定长度L =6 000 mm,并将第1 个圆孔距左端面距离b0赋值.以带宽B 为1 000 mm、半径为24 000 mm、b0=500 mm 标准凸弧中间架为例,赋值语句如下:
setq L 6000
setq B (getreal " n 请输入带宽B 为1000")
setq R (getreal " n 请输入半径:24000")
setq b0(getreal " n 请输入b0为500 或600")
4.2 凸弧中间架的程序设计
与直型中间架相比,凸弧中间架的俯视图与直型中间架的完全一样,所以主要绘制主视图.绘制时首先要确定5 条圆弧中中间圆弧的中间点为基点pz0,程序如下:
setq p0(polar pz0(* 1.5 pi)R);中间圆弧的圆心p0
setq pz1(polar p0(/ (* (+ 90 (/ (L R)180))pi180);中间圆弧左端点pz1
setq pz1(polar p0(/ (* (- 90 (/ (L R)180))pi180);中间圆弧右端点py1
求出上述3 点坐标后,利用AutoCAD 的起点、端点和圆心画圆弧命令绘制中心线圆弧. 通过偏移复制命令利用线段间的间距绘制其他弧线. 调用ZQ1Z、ZQ2Z、ZK1Z 子程序,进行旋转插入上、下端面孔中心线和侧面圆.
绘制槽钢顶面、底面圆孔的中心线和侧面圆时,调用相应的子程序插入图线后,根据所对应的角度旋转即可得到. 以绘制顶面圆孔中心线为例,调用ZQ1Z 子程序插入,根据半径和中心线距左端面的距离,计算对应的角度,插入第1 对孔中心线并旋转.计算第2 对孔所对应的角度,插入第2 对孔中心线并旋转图线.后面每次增加一个a0值后计算各孔的旋转角度,循环旋转复制各中心线[5].
4.3 非标准凸弧中间架的绘制
非标准凸弧中间架与标准凸弧中间架的区别,主要是中间架的长度L 不同. 编程设计时,需要输入中间架的长度,根据中间架的实际情况拾取各起点、端点以及托辊安装孔的间距,根据拾取的上述参数计算旋转角度.然后调用上、下托辊安装孔中心线的子程序ZQ1Z、ZQ2Z 插入孔中心线后旋转复制得到所需中心线.
4.4 凹弧中间架的绘制
凹弧中间架与凸弧中间架的绘制方法相同,同样以主视图中间线的端点pz1为基点,定位出凹弧段的圆心p0.以p0为定位点,通过polar 命令定位其他点.由于主视图中凸弧段圆心在轮廓线的下方,而凹弧段圆心在轮廓线的上方,所以凹弧中间架圆心相对于基点的角度为0.5π,其余参数和程序基本相同.赋值语句如下:
setq pz1'(0 0);基点
setq p0(polar pz1(/ pi2)R);凹弧段圆心.
5 中间架交互式对话框的设计
为使界面形象、直观,编程时根据不同形式中间架分别编写相应的交互式对话框,使用时根据所用形式,打开相应的对话框. 以凹弧形式为例,软件界面由图片框、下拉列表、编辑框、按钮等组成.根据带宽B、托辊间距a0和凹弧半径R 这3 个基本参数可以确定其他相关参数. 因此,可以将带宽B、托辊间距a0和凹弧半径R 放到下拉列表中,然后放到加框列组件上.其中图片框放置格式为. sld 的幻灯片文件.定位点可以在AutoCAD 绘图环境中手动拾取.执行时,首先选择所需要的中间架的形式如凹弧,然后打开相应形式对话框,根据具体情况选择相应参数即可.当确定定位点后时,程序便根据获取到的带宽、型号、半径及定位点等参数实现自动绘图[6]. 编程实现的凹弧中间架的对话框窗口界面如图3所示.
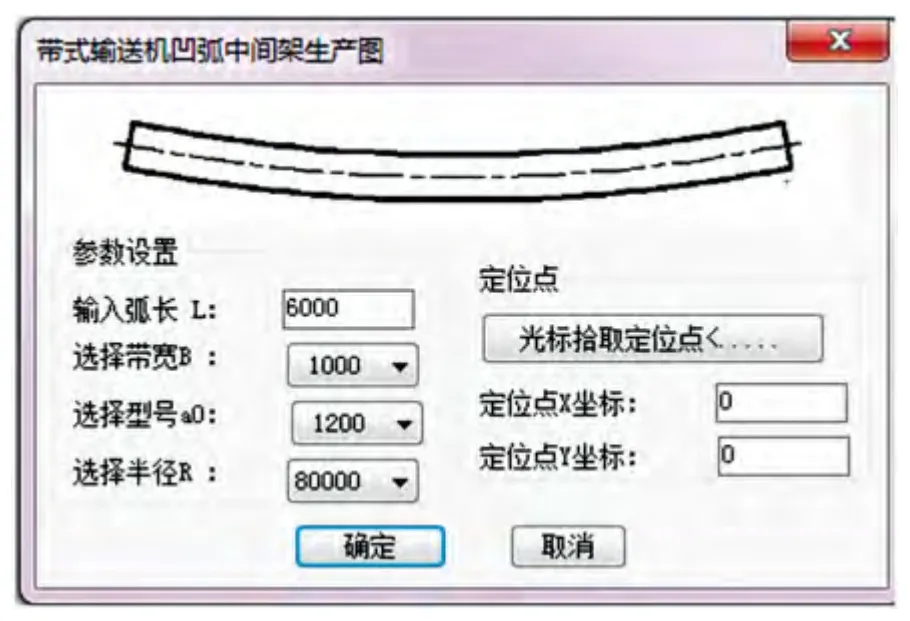
图3 带式输送机凹弧中间架生产图的对话框
6 结 语
通过AutoLISP 语言对带式输送机的中间架进行了参数化设计,提高了带式输送机的设计计算精度和设计效率,降低了设计强度,缩短了带式输送机的设计开发周期,保证了带式输送机产品的质量,这对带式输送机向大运量、高速度方向发展具有重要意义.
[1]张世化,韦铁. DTⅡ(K)型带式输送机设计选型手册(下册)[M]. 焦作:焦作市科瑞森机械制造有限公司,2013:48 -56.
[2]何培英,杜宝玉,韩素兰. AutoCAD 计算机绘图实用教程[M].北京:高等教育出版社,2012:190 -196.
[3]刘喜平.基于AutoLISP 的AutoCAD 二次开发技术[J].机械制造与自动化,2011,40(4):128 -130.
[4]郭秀娟,范晓鸥.基于AutoLISP 的AutoCAD 二次开发研究[J].吉林建筑工程学院学报,2008,25(4):82 -84.
[5]雷萍.基于AutoLISP 的参数化绘图程序的设计[J]. 机械制造,2005,43(10):37 -39.
[6]吴永进,林美樱.AutoLISP & DCL 基础篇[M].北京:中国铁道出版社,2008:283 -342.
猜你喜欢
四川水利(2022年5期)2022-10-29
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
机械管理开发(2020年11期)2020-04-15
初中生世界·七年级(2019年8期)2019-08-29
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
同煤科技(2015年2期)2015-02-28
佳木斯大学学报(自然科学版)(2013年1期)2013-09-27
中学数学杂志(2011年12期)2011-02-01
