平行缝焊壳体温升影响研究
2015-12-05 02:02李茂松倪乾峰
电子与封装 2015年9期
徐 炀,李茂松,倪乾峰
(中国电子科技集团公司第24研究所,重庆 400060)
1 引言
平行缝焊是一种使器件整体温升较小、温升持续时间短、可靠性高的封帽方式,普遍用于陶瓷外壳封装和金属外壳封装[1]。但是,伴随着器件体积越来越小,平行缝焊所产生的能量足以使器件温度短时间上升到一定的程度,使器件内部的粘接材料分解或者二次熔化,造成器件内部气氛失效、剪切强度失效或者PIND失效。这些失效方式不能通过肉眼观察等手段提前发现,只能通过后期考核实验发现,对器件本身来说是致命的,同时也造成产品批量失效,造成重大的经济损失。
所以,外壳封装时,需要充分考虑参数对器件整体温升的影响,避免因器件温升过高导致的批量产品失效的情况发生。
2 平行缝焊简介
平行缝焊是一种电阻焊,主要利用多个单焊点相互串联、重叠而形成密封。焊接示意图如图1所示,焊点示意图如图2所示。
平行缝焊可调节的参数较多,但其总能量主要由以下几个工艺参数决定:焊接功率(P)、脉冲宽度(PW)、脉冲重复时间(PRT)、焊接速度(S)以及焊接长度(L)[2]。为了研究平行缝焊对壳体温升的影响,需要对能量公式进行一个简单的了解,总能量和单位长度的能量可以表示为式(1)和式(2):
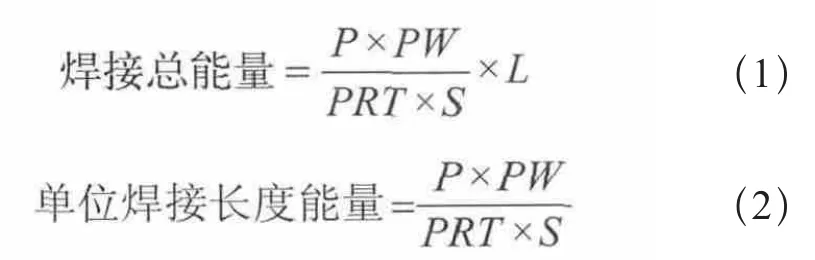
上述能量公式所计算出的能量代表设备所释放出的总能量。
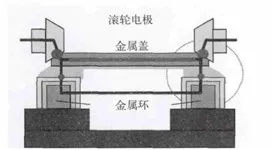
图1 焊接示意图
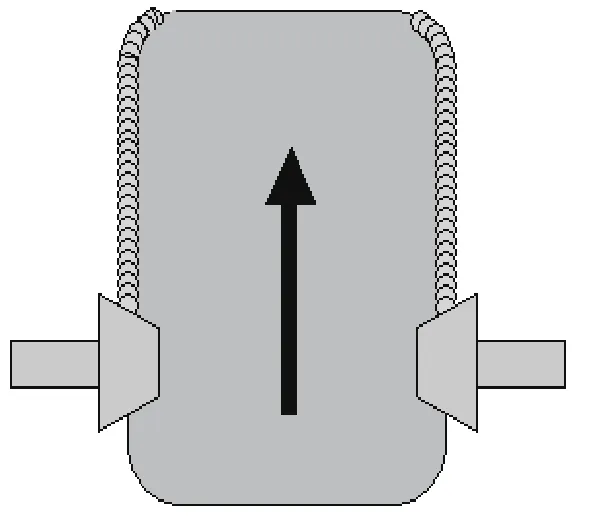
图2 焊点示意图
在缝焊过程中,盖板边缘与底座封接环之间产生一个接触电阻R,盖板与底座封接环接触处产生的热量可以由焦耳定律 得出[3]。由于盖板与底座封接环之间的接触电阻是一个变化值,受表面粗糙度(洁净度)、压力以及接触面积等的影响,进而对接触电阻R产生影响,从而影响施加在电路上的能量。
3 温升定量测量方法简介
本研究主要采用AD公司的AD590温度传感器芯片进行测试。AD590线性电流输出为1 μA/K,温度测试范围为-55 ~150 ℃,驱动电压为4 ~30 V。
3.1 测试样品制备
利用金锡焊料将AD590芯片(1.6 mm×1.6 mm×0.3 mm)以烧结的方式贴装在外壳内,并采用30 μm金丝对样品进行键合。在样品实际制备过程中,考虑到需要尽可能真实地反映外壳封帽时的温升情况,故AD590芯片采用烧结方式贴片,并且贴放在靠近外壳边缘的位置(此位置离缝焊边缘最近,能反映出外壳温升的真实情况)。
贴装方式如图3所示。
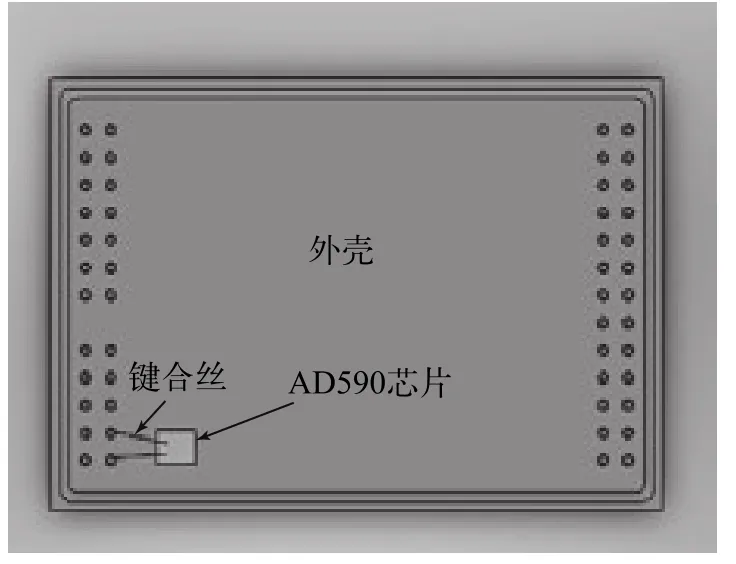
图3 贴装示意图
3.2 测试平台和原理
测试时,将电压源、六位半数字万用表和测试用样品通过导线进行串联,在样品封帽过程中时刻关注数值万用表的电流输出值。此数值即表示此刻芯片的温度值,同时也表征AD590芯片贴片处最大值,另外也能反映出壳体此刻的温度。
当显示数值达到最高点并稳定时,记录下该数值,即代表AD590芯片所达到的最高温度值,此数值即代表壳体的最高温度。例如静态测试时,仪表上显示值为298 μA,即芯片温度为298 K,此时的芯片温度即为环境温度,换算成摄氏温度为298-273=25 ℃。
4 温升影响研究
4.1 实际测量与结果
本次测量主要反映相同平封工艺参数对不同体积外壳的温升影响,以及相同能量输出的情况下,不同平封工艺参数组合对壳体温升的实际影响。
测试1:采用相同工艺参数对不同腔体体积外壳封帽,并连续进行两次封帽,测试外壳温升情况。
本实验采用3种体积不同的外壳,外壳型号分别为MQ1616、UP2520以及MQ3728,外壳体积及封帽所使用的参数如表1所示。
根据式(2)可以计算出,采用上述参数封帽参数的单位长度能量为(2 200×7)/(50×7)=44(J/mm)。
利用AD590温度传感器上述方案进行测试,外壳温升结果如表2所示。
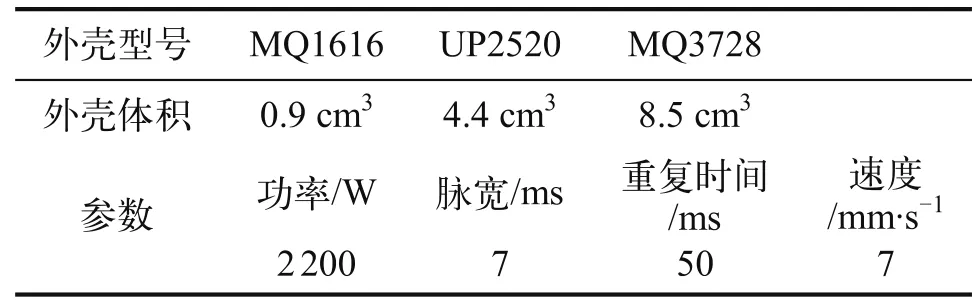
表1 外壳体积及封帽参数
从表2可以看出,采用相同的工艺参数对不同体积外壳进行封帽,其外壳温升不同,随着外壳体积的增加,外壳温升越小。从实际测量情况来看,当封帽完成的瞬间,外壳温升并没有达到最高值,通常在封帽完成后的5 s内温度达到最大值。
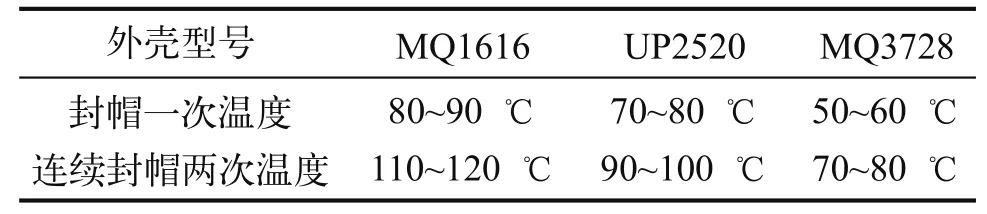
表2 外壳温升结果
测试2:采用不同工艺参数(设备释放总能量相同)对相同外壳进行封帽,并测试外壳温升情况。
本次试验采用MQ2520金属外壳进行试验,采用表3参数进行试验。
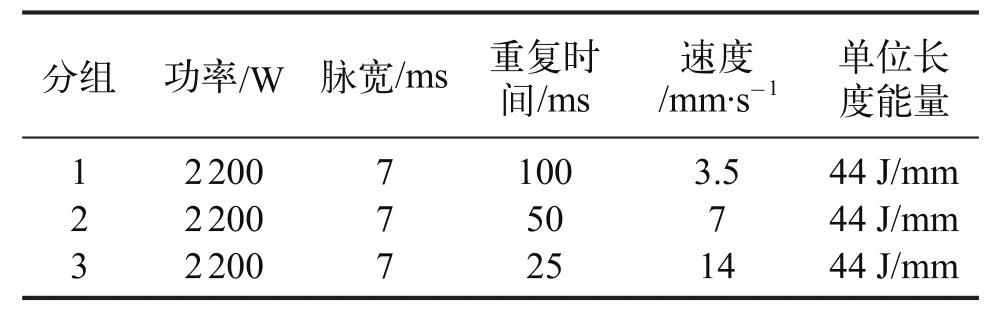
表3 封帽参数及单位长度能量
通过AD590温度传感器对其进行测量,第一组温度为50~60 ℃,第二组温度为 70~80 ℃,第三组温度为 80~90 ℃。
通过上述参数以及温度进行对比可以发现,即使设备释放出相同能量,但由于速度和重复时间组合不同,导致外壳的整体温升不同。通常情况下,速度越快,重复时间越短,外壳温升越高。
4.2 水汽结果测试法
本试验采用体积较小的DH08外壳进行试验,并采用绝缘漆对电路进行粘接。两组样品按照绝缘漆要求的常规工艺同时贴片、固化以及封前烘培,以保证两种样品封帽前状态一致。样品封帽时采用两种不同参数对样品进行封帽:其中一组参数为常规封帽参数,另外一组为非常规工艺参数,但两组封帽参数按照能量公式所计算出的总能量相同。封帽后对样品进行密封检测,然后对两组样品同时进行水汽测试,观察样品内部气氛的情况。封帽参数如表4所示。
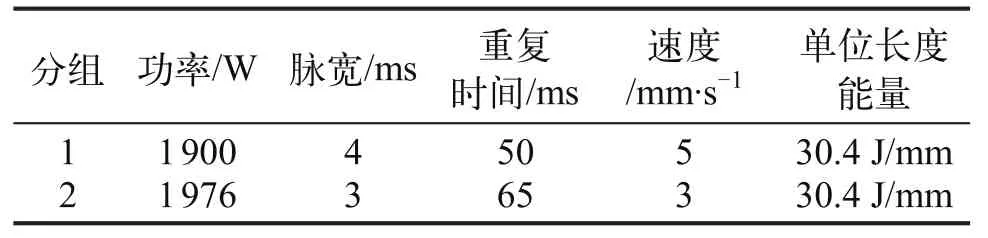
表4 封帽参数
按照上述两组参数各投入3只(第1组编号为1-1~1-3,第2组编号为2-1~2-3)样品进行封帽和气密性检测。样品全部满足气密性要求,通过显微镜进行观察,发现采用参数2的样品熔化效果明显好于采用参数1的样品熔化效果。水汽检测结果如表5所示。
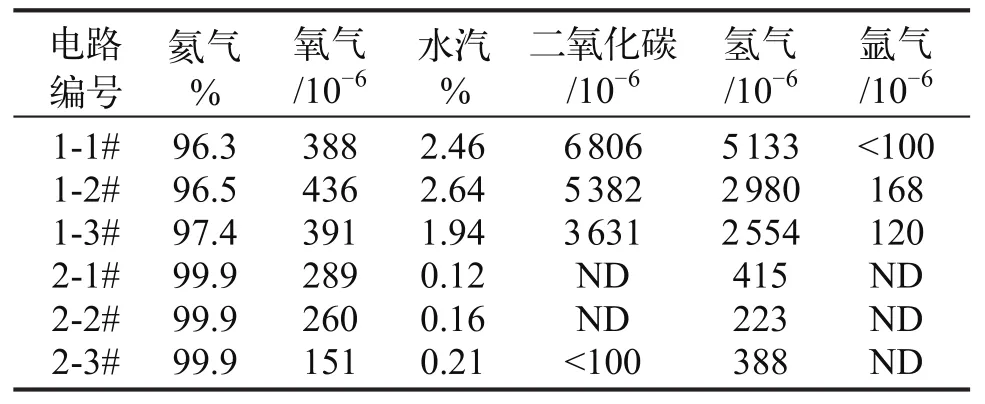
表5 水汽检测结果
从表5可以看出,采用参数1和参数2同时加工的样品,其内部气氛有很大的区别。采用参数1的3只样品内部水汽、二氧化碳以及氢气含量明显偏高,是第二组样品的10倍。考虑到两组样品封前状态一致,并同时在同一台设备上进行封帽,因此造成这些差别的主要原因是外壳体积不同,封帽所产生的热量累积不同,使外壳温升不同。参数1所封帽的外壳温升较大,导致产品内部的绝缘胶粘接材料再次释放大量的水汽,造成水汽检测结果大于5 000×10-6。
另外,虽然两组参数通过式(2)所计算出单位长度能量相同,但外壳封接环熔化效果以及外壳整体温升不同,故式(1)和(2)所计算出的能量只能作为一个参考,还必须综合考虑加工速度以及外壳整体温升情况。
4.3 烧结材料封帽前后形貌测试法
本实验采用体积较小的F08-05外壳进行实验,其内腔体积约为0.01 cm3,两组样品按铅锡银焊料要求的常规工艺同时贴片和封前烘培,以保证两种样品封帽前状态一致,但样品封帽时采用两种不同参数进行封帽:其中一组参数为常规封帽参数,另外一组为非常规工艺参数,按照能量公式对两组参数总能量进行计算,常规参数总能量略大于非常规工艺参数总能量,封帽后对样品开盖检测其内部的烧结材料是否有二次熔化的情况。封帽参数如表6所示。
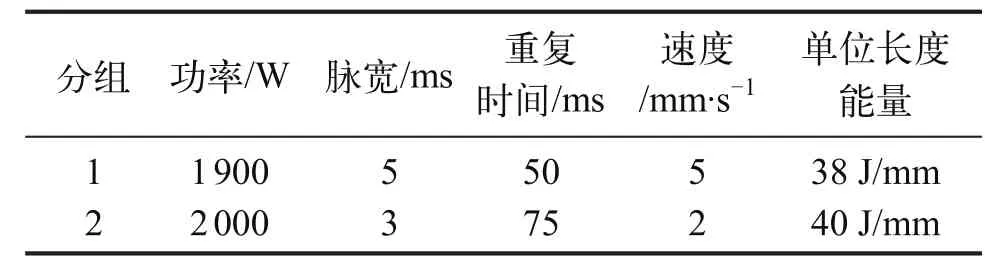
表6 封帽参数
按照上述两组参数各投入2只(第1组编号为1-1~1-2,第2组编号为2-1~2-2)样品进行封帽和气密性检测。样品全部满足气密性要求,通过显微镜进行观察,发现采用参数2的样品熔化效果也明显好于采用参数1的样品熔化效果。封帽前样品烧结情况铺展情况如图4所示,封帽后两组样品焊料二次熔化情况如图5所示。
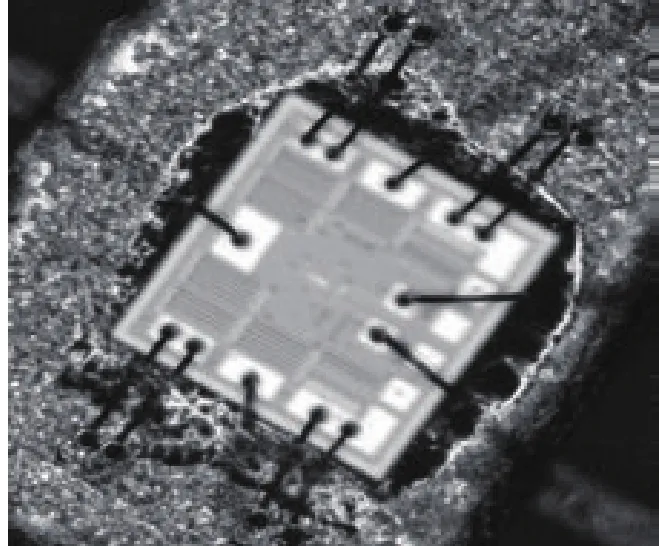
图4 封帽前焊料形貌
从图5可以看出,采用第1组参数封帽的样品,其内部烧结材料已经发生二次熔化,并且侵蚀了键合接地线,造成键合拉力失效;采用第2组参数封帽的样品,其内部烧结材料并无明显铺展现象,对键合接地线无影响,而铅锡银的熔化温度为290 ℃,说明参数1所产生的温度效应对器件的温升较大。
根据两组参数理论结算值来看,第1组参数的单位长度理论能量略微小于第2组参数的理论值。从理论上来说,参数2施加在外壳上的总能量要大参数1,但由于重复时间较长,以及封帽速度较慢,使得外壳实际散热时间更长,累积在外壳上的热量有充分的时间散热,故外壳整体温升较小。所以设置封帽参数时,要充分考虑参数的组合,不能盲目机械地照搬理论值。
5 结论
综上所述,随着外壳体积的不断减小,对产品进行封帽时,需要考虑平封参数对外壳温升的影响,从而降低外壳温升对产品质量的影响。由于平封参数组合较多,在确定产品封帽参数时,不能机械地按照能量公式,需要考虑单个参数变化对壳体温升的影响,在保证产品气密性的同时又不会造成其他方面的失效。这就需要工艺人员对平封各参数深刻的理解,并进行大量的实验,得出一个合理的参数组合,一个合理的封帽工艺参数是保证产品质量的前提。
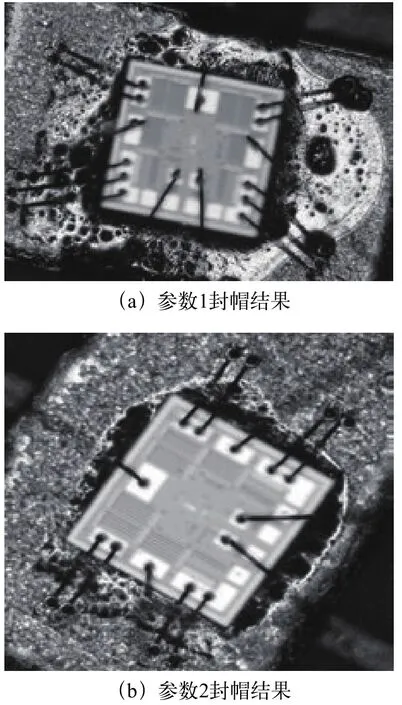
图5 封帽后两组样品焊料二次熔化形貌
[1] 郭建波,等. 影响平行缝焊效果的各工艺参数分析[J].电子与封装,2010, 6(6).
[2] 李茂松,等. 平行缝焊工艺抗盐雾腐蚀技术研究[J]. 微电子学,2011, 3(6).
[3] 肖清惠,等. 电极对平行缝焊的影响[J]. 电子与封装,2012, 9(9).
猜你喜欢
防爆电机(2022年4期)2022-08-17
电机与控制应用(2022年4期)2022-06-27
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中学生数理化·高一版(2020年11期)2020-12-14
原子与分子物理学报(2020年5期)2020-03-17
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
家庭影院技术(2018年4期)2018-05-09
电子制作(2018年2期)2018-04-18
幼儿智力世界(2016年11期)2017-02-21