LED驱动类IC的多SITE高效测试
2015-12-05 02:02韩新峰
电子与封装 2015年9期
韩新峰
(中国电子科技集团公司第58研究所,江苏 无锡 214035)
1 引言[1]
LED驱动电源是把电源供应转换为特定的电压电流以驱动LED发光的电压转换器,通常情况下LED驱动电源的输入包括高压工频交流(即市电)、低压直流、高压直流、低压高频交流(如电子变压器的输出)等。
随着LED的不断发展应用,市场对于LED驱动电路的需求也不断增长。IC供应商在迅速增长的LED市场中想要占有更高的市场份额,对于IC生产周期的控制就显得尤为重要,所以IC供应商更加青睐于高效的测试方案。
目前对于LED驱动芯片的CP(晶圆)测试由于受测试资源等条件的限制大部分采用的是双工位或者4工位测试,生产效率较低,对于4工位以上的并行测试方法在测试行业中应用并不多。针对该问题,本文对CP测试阶段的8工位高效测试方法在硬件设计和软件编写方面做了详细介绍。
2 硬件设计
2.1 PRO硬件设计
按照客户提供的测试方案设计测试回路是测试环节的重要一步。首先,要根据测试条件来分配测试系统的资源,使测试资源得到最大化的利用。其次,再设计测试回路时要综合考虑尽量避免资源缺失导致重复更改外围。
图1为本文介绍的8工位测试中某个工位的硬件原理图。
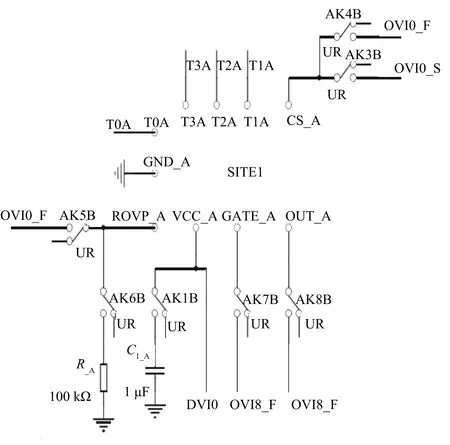
图1 单SITE硬件原理图
根据图1中所示,该IC在测试过程中需要5个源,8个工位就需要40个源。然而本文中所用的测试机只有32路源,所以对于IC的GATE、OUT脚位共用一个测试源(OVI8),在测试过程中是通过继电器的切换来满足测试要求。
同时,每个SITE使用7个继电器,这样理论上总共需要56个继电器(单刀单掷式)控制位。在设计过程中采用双刀双掷式继电器,并且采用控制位复用的方式。这样只需要28个继电器,7个控制位。通过这种方式,很大程度上节省了测试资源。
2.2 DUT(Triming)硬件设计
IC芯片为了防止工艺上电阻温度、阶温度因子的偏差,采用了熔丝结构以得到更精确的基准[2]。熔丝是集成电路生产中所使用的一项重要技术。在圆片测试时,可以根据电路实际基准点在一定范围内进行调整,使出厂电路的基准更加精确,一致性更好。熔丝可以用金属(铝、铜等)或硅制成。熔断熔丝需要较大的瞬间电流。
具体所需电流,根据实际条宽和厚度而不尽相同,一般通常是几百毫安。一般使用电容或者测试系统的电源提供一个电流,通过继电器控制,达到熔断某段熔丝的目的。
电容方式在修调串联熔丝时电路结构简单,修调时电容的正负两端接 Trimpad,对电路的地没有干扰,并且采用大电容时可以提供较大的瞬间电流,对某些难以熔断的熔丝有较好作用。缺点为可能存在的瞬间高电流烧坏芯片,这种方案适用于熔丝电阻较大的情况。而测试系统的电源则可以方便地调节钳位电流(在选取烧熔丝所用源时需要选用电流能力较大的,防止熔丝电阻较大烧不断),防止因电流过大烧坏电路。
需要注意的一点是,在采用测试机供能烧熔丝时,最好将芯片其他管脚与测试机的源断开以防止熔丝修调对芯片本身的影响。而采用电容供能烧熔丝则不需要断开,因为电容地与芯片地是相互隔离、互不影响的。LED驱动IC同样采用熔丝设计来提高出厂电路的基准精度。
本文中采用的是用源来烧熔丝,其中两个工位的硬件设计原理图如图2。
烧熔丝部分的设计仍然使用双刀双掷式继电器、采用控制位复用的方式。
如图2所示,第一个工位使用DVI0源(该源电流可以达到1 A),第二个工位使用DVI1源。通过切换K15_TRIMAB、K16_TRIMAB来切换到不同的工位烧熔丝,例如同时闭合K15_TRIMAB和K9就可以利用DVI0供电来熔断T2A和T3A间的熔丝。通过这种设计可以节省测试源和继电器控制位,对于具有多段熔丝的IC有很大优势。
3 编程设计
3.1 IC启动电压测试(VCC_ON)
启动电压是指为保证IC处于正常工作状态下向IC的VCC脚施加的电压值,LED驱动芯片的启动电压通常是通过扫描的方法来测试,在8个工位共同测试的情况下本文是通过设置标志位的方式实现的,部分代码如下:




图2 烧熔丝硬件原理图
通过以上代码可以看出:在测试启动电压时采用逐步向上扫描VCC的电压并以ROVP脚的电平变化(ROVP脚电压由0 V跳变到0.5 V左右)来判断IC是否达到启动电压,若达到启动电压则记录测试VCC的值并将标志位 flag置1。通过这种方法可以解决不同工位出现不同启动电压的情况,从而减少测试时间,提高测试效率。
3.2 IC启动电流测试
启动电流是指IC在启动瞬间VCC管脚流出的电流大小,一般LED驱动IC的启动电流的测试是对IC施加略小于启动电压的电压值来测试其电流大小。部分测试程序如下:


从以上程序中可以看出,在测试启动电流前先以串测的方式给不同SITE施加不同的电压(VCC_ON[i]-1),然后再最后使能8个SITE(SetSiteState(k))对8个SITE进行并行测试,这样编写程序相比串行测试效率要高得多。
4 测试结果
通过以上设计对某LED驱动IC Wafer(8寸片,203.2 mm,管芯总数在40 000颗每片)进行测试,平均单次测试时间(每次8颗)在350 ms左右,每片的测试时间在1.5 h,测试成品率在99%左右。
测试完成后通过测试数据对每个工位的熔丝参数做分布图(如图3所示)来分析工位间的一致性,通过分布图可以看出烧完熔丝后每个工位的一致性很好:烧完熔丝后的值绝大多数处于中心值(400 mV)上下5 mV之内(上下线为391 mV~409 mV),测试值很集中。
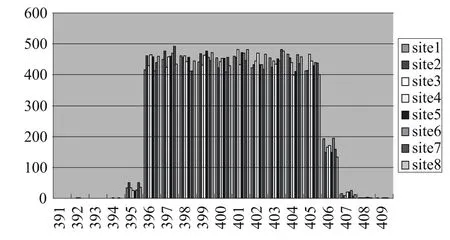
图3 Triming参数分布图
5 结论
综上所述,本文对于8工位并行测试的硬件设计上采用资源复用的方式解决了多工位并行测试资源限制的问题,实现了低配置测试机多工位并行测试的可能。
同时,在软件编程上采用单步加电共同测试的方法节约了测试时间,提高了测试效率。本文介绍的8工位共同测试的方法已经应用在生产当中,在要求高效的今天应用多工位测试方法将会成为IC测试行业中的主流。
[1] 张松鹤. 马达驱动IC的测试[J]. 中国集成电路,2006,15(10)∶ 56-59.
[2] 李文昌,王继安,等. 修调技术在高精度集成电路中的实现[J]. 微处理机,2006.
[3] Sergio Franco. Design with Operational Amplifiers and Analog Integrated Circuits [M]. McGraw-Hill Education,Inc. 2001.
猜你喜欢
图学学报(2022年2期)2022-05-09
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
铁道通信信号(2019年11期)2019-05-21
杭州(2015年9期)2015-12-21
电子与封装(2015年12期)2015-10-29
自动化博览(2014年10期)2014-02-28