密炼机工艺对废胎胶粉脱硫效果的影响
2015-11-29 05:39:17辛振祥青岛科技大学橡胶循环应用研究中心山东青岛266042
橡塑技术与装备 2015年5期
李 欢,孙 成,辛振祥(青岛科技大学橡胶循环应用研究中心,山东 青岛 266042)
密炼机工艺对废胎胶粉脱硫效果的影响
李欢,孙成,辛振祥*
(青岛科技大学橡胶循环应用研究中心,山东 青岛 266042)
研究了密炼机再生工艺对废旧轮胎胶粉再生效果的影响。对再生橡胶的交联密度、溶胶含量、门尼黏度、物理机械性能和动态力学性能进行了分析。结果表明,溶胶含量随着脱硫温度的升高而逐渐增大;交联密度随着脱硫温度的升高而逐渐降低;根据horikx理论分析表明高混脱硫再生工艺再生过程中化学键的断裂以交联键断裂为主。再生胶的焦烧时间(ts1)和再硫化时间(t90)随着脱硫温度的升高均呈现逐渐增大的趋势,拉伸强度随脱硫温度的增加逐渐降低。随脱硫时间的增加,再生胶硫化胶的拉伸强度略有降低,拉断伸长率变化不大。
再生橡胶;胶粉;密炼机;交联密度;溶胶
当今社会,大量的橡胶用来制作各类轮胎制品。轮胎制品经过长时间使用后被废弃,大量的橡胶就此被浪费。由于轮胎中橡胶的交联结构,稳定剂和其他添加剂的存在,轮胎难以自然降解。这些大量废弃轮胎[1]导致了橡胶资源的浪费和环境污染。
废旧橡胶综合利用的主要途径之一是对废旧橡胶进行再生和脱硫[2],使其转变为可以再次加工和硫化的橡胶共混物,最终转化为类似于生胶的高质量聚合物[3]。橡胶的再生方法[4]包括物理法和化学法。不同种类的脱硫方法都具有其局限性,寻找一种设备成本低、耗能少且使用简便的再生工艺变得日益迫切。本工作通过密炼机的高温和剪切力对废旧全胎胶粉进行脱硫处理,研究了脱硫温度对全胎胶粉脱硫效果,断裂键类型及其再生橡胶动静态力学和加工性能的影响。
1 实验
1.1主要原材料
30目全胎胶粉,山东省东平新东岳集团;450橡胶再生活化剂,安徽金马橡胶助剂有限公司;环保芳烃油V500,德国汉盛公司;硫磺,硬脂酸,氧化锌,NS,均为市售。
1.2试验配方
全胎胶粉 100(质量份,下同);450橡胶再生活化剂 0.7;环保芳烃油V500 10。
再生温度变量:170、180、190、200、210(℃)。
再生橡胶硫化配方参照GB/T13460—2008,再生胶粉100,ZnO 2.5,硬脂酸 0.3,促进剂NS 0.8,硫磺1.2。
1.3试样制备
再生橡胶:胶粉、芳烃油和再生活化剂加入高速搅拌机(温度50℃,转速1 600 r/min)混合均匀后在200 ml转矩流变仪(KSS-300,上海科创橡塑机械设备有限公司)中进行再生,转速50 r/min,再生时间15 min。
硫化再生橡胶:常温下开炼机(X(S)K-160,上海双翼橡塑机械有限公司)塑炼3 min,加入树脂,混炼均匀后分步加入硫化体系,混炼均匀,下片。混炼胶使用自动硫化机硫化,硫化条件145℃×10 MPa× t90。
1.4性能测试
硫化特性采用GT-M2000A无转子硫化仪(中国台湾高铁检测仪器有限公司)按GB/ T16584—1996测定。门尼黏度采用EKT-2000MGB/T门尼黏度计(晔中科技股份有限公司)按照1232.1—2000进行测定,测定温度100℃,预热1 min,测试4 min。力学性能采用I-7000S电子拉力机(中国台湾高铁检测仪器有限公司)按GB/T528—2009测定动态力学性能采用RPA2000橡胶加工分析仪(美国阿尔法科技公司)在温度60℃,频率0.5 Hz,应变范围0.25%~97.6%条件下进行测定。交联密度采用溶胀法测定,制备15×10×2 mm左右的试样,用滤纸包好,置于含丙酮的广口瓶中,12 h后在真空干燥箱中干燥至恒重,称取质量m1,随后将试样置于含甲苯的广口瓶中,室温下溶胀72 h,用滤纸吸取试样表面溶剂,称量质量m2,在真空干燥箱中干燥至恒重,称量质量m3。根据Flory-Rehner公式计算试样的交联密度。
2 结果与讨论
2.1再生温度对再生橡胶门尼黏度的影响

图1 不同脱硫温度对再生胶门尼黏度的影响
图1为再生温度对再生橡胶门尼黏度的影响,门尼黏度反映了橡胶的加工性能,同时也在宏观上表现了橡胶的分子质量及其分布。从图中可以看出,随在再生温度的升高,再生橡胶的门尼黏度出现明显的下降。再生温度的上升对再生橡胶的再生过程具有两个影响,一方面温度的升高,分子运动速率提高,再生活化剂的活化效率提高,更好的破坏橡胶中的交联键,促进橡胶交联结构向准线性化结构的转变。另一方面,温度的升高也会更多的导致大分子主链中C—C的破坏。这两方面都会导致橡胶整体分子质量的下降,分子运动性提高,引起门尼黏度的下降。在再生时间维持不变的前提下,随着再生温度的升高,再生活化剂消耗速度会逐渐增加,当温度超过200℃时,再生过程中活化剂较早的消耗完毕,反应后期无法再起到封端作用,在高温作用下,断裂的交联键会相互发生反应,重新发生交联,门尼黏度下降趋势减弱,这点在交联密度的试验中也得到证实。
2.2再生温度对再生橡胶硫化特性的影响从表1中可以看出,随再生温度的增加,再生橡胶的最低扭矩逐渐出现下降,而最高扭矩随再生温度的上升出现先上升后下降的趋势。橡胶的最低扭矩类似于门尼黏度,反映了橡胶的可加工性能。再生橡胶的硫化过程可大概分为前后两个阶段:在硫化前期,随着脱硫过程加工温度的升高,交联键破坏程度有所增加,分子链运动性增强,再生橡胶流动性增加,最低扭矩出现下降;硫化后期,脱硫反应形成的准线性大分子链发生交联反应,脱硫温度较高的样品,其交联键破坏效率提高,准线性大分子的数量较多,这些准线性大分子在硫化过程中会发生类似于生胶的交联反应,引起橡胶交联密度的上升,宏观表现为最高扭矩的上升。脱硫反应温度继续升高上升,主链的氧化降解程度加重,形成较多的破碎的分子链,不利于交联反应的进行,最高扭矩下降。

表1 不同脱硫温度对再生胶硫化特性的影响
从表1中可以看出,最大扭矩和最小扭矩的差值(MH-ML)随着脱硫温度的升高,有先上升后下降的趋势,说明再生程度随再生温度的增加也呈现了一个先上升后下降的趋势。焦烧时间(ts1)和再硫化时间(t90)随着脱硫再生温度的升高均呈现逐渐增大的趋势,这是由于低温下的脱硫效果较高温差,胶料中残余的交联键多,橡胶内部网构密度高,能够再次交联的大分子链减少,因而低温再生会缩短胶料的焦烧时间和再硫化时间。再硫化速率(VC)基本不变,说明再硫化速率与脱硫温度关系不大。
2.3再生温度对再生橡胶交联密度和溶胶含量的影响
图2对再生橡胶交联密度和溶胶含量的影响。交联密度为单位体积橡胶中所含交联键的摩尔数,是橡胶交联结构的重要参数。在再生橡胶的再生中可以直观的反应再生过程对交联键的破坏程度。从图中可以看出,随再生温度的升高,再生橡胶的交联密度出现下降,温度越高,下降的速率也越快,温度超过200℃后,增速减缓。胶粉再生的过程中,强烈的机械剪切力会导致橡胶的大分子链和交联键的断裂,导致橡胶的三维交联网络被破坏,溶胶含量增加。与此同时再生活化剂受热和剪切力作用分解产生自由基,自由基和分子链断裂产生的自由基相互作用,起到了封端的作用,防止了断裂链的再次交联。随着再生温度升高,分子运动速率提高,断链效率提高,宏观上溶胶含量不断上升,当再生温度为190℃时,剪切作用产生的热量使得再生活化剂的分解速率达到较高水平,出现了较快的溶胶增长速率。当脱硫反应温度达到200℃的时候,样品的溶胶含量增加速度变慢,部分样品甚至出现降低的趋势,这可能是由于再生温度较高,再生活化剂消耗速率较快,脱硫反应后期封端效应降低,橡胶的热氧老化和大分子自交联反应加剧,溶胶含量增速下降。

图2 不同工艺对再生胶溶胶含量和交联密度的影响
交联密度的变化规律和溶胶含量相反。随着再生温度的提高,交联密度随着再生温度的升高出现明显的增加。橡胶的整个再生过程中,存在交联和断键这两个互逆的过程,再生过程初期,以机械剪切为主要作用,胶粉中以机械剪切导致的断链为主,交联密度下降。随着再生温度的提高,更有利于自由基的产生和相互反应,因此交联密度下降的速度进一步加快。再生温度进一步增加,胶粉的反应转变为以自交联为主,导致交联密度降速减缓。
2.4再生温度对脱硫效果的影响
废旧橡胶的再生过程中,会同时发生交联键的断裂和橡胶大分子主链的断裂。为了表征橡胶再生过程中大分子主链和交联键的断裂情况,Horik提出了交联键断裂和主链断裂时溶胶含量与交联密度之间的理论关系,仅发生主链断裂和仅发生交联键断裂的公式见式(1)和式(2):
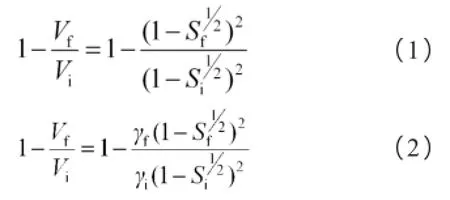
式中:
Vf——再生橡胶的交联密度;
Vi——脱硫前的交联密度;
Sf——再生橡胶的溶胶含量;
Si——脱硫前的溶胶含量;
γf——再生橡胶的凝胶中每条链中交联键的平均数目;
γi——脱硫前的凝胶中每条链中交联键的平均数目。
γ与溶胶含量(S)的关系见式(3):

橡胶的再生过程中主要的反应结构为硫交联键和大分子主链。橡胶中的硫交联键又可细分为单硫键(C—S—C)302 kJ/mol,二硫键(C—S2—C)273 kJ/mol,多硫键(C—Sx—C)256 kJ/mol。这三种交联键的键能均低于大分子主链中碳碳键(C—C)345 kJ/mol的键能。在橡胶的密炼脱硫过程中,在剪切力一致的前提下,再生温度升高,硫交联键的破坏程度会得到提高,但与此同时键能较高的C—C键被破坏的几率也会提高。在温度上升的过程中,硫交联键的破坏效率逐步提高,达到临界温度190℃时,硫交联键的破坏程度达到最高,在此之后主链的破坏程度开始增加。在图3中表现为,随温度升高,再生反应方向首先向交联键破坏的方向移动,190℃后,由于再生活化剂的消耗,大分子主链的氧化程度增加,反应方向更加接近主链破坏的曲线。
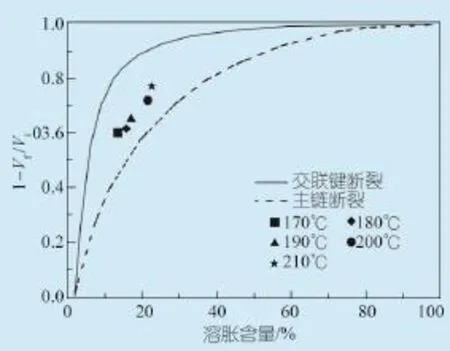
图3 不同再生温度对再生胶化学键断裂类型的影响
2.5再生温度对再生橡胶力学性能的影响图4和图5为再生温度对再生橡胶拉伸强度和断裂伸长率的影响。从图中可以看出,随再生温度的升高,再生橡胶的拉伸强度和断裂伸长率均呈现先上升后下降的趋势。结合3中断裂键类型的分析,可以看出橡胶在低温再生过程中,分子链破坏以交联键为主,对大分子主链的破坏程度较轻,但整体再生程度也相对较低。温度上升时,再生程度增加,形成的较多完整的准线性大分子链,再硫化时形成均匀且致密的交联网络,有利于应力的分散,提高力学性能。温度继续升高,交联点大量破坏,分子主链逐渐发生断裂,性能下降明显。
2.6再生温度对再生过程中扭矩的影响

图4 再生温度对再生橡胶拉伸强度的影响

图5 再生温度对再生橡胶拉断伸长率的影响
转矩流变仪的扭矩为转子在运行过程中受力和力矩的乘积,在转子大小和转速不变的情况下,扭矩的变化可以反映出转子受力的变化。再生反应的初期,大量的弹性体加入流变仪模腔,对转子形成压力,随着再生过程的进行,硫化胶粉受到高温和转子剪切力作用,硫化结构中的交联键发生和大分子链发生破坏,引起扭矩的下降。随反应进行到末期,交联键破坏程度达到一个极值,脱硫反应达到最大值,此时的扭矩也趋于稳定。
最低扭矩的变化情况一定程度反映了胶粉再生反应的进行程度,从图6中可以看出,随再生温度的增加,扭矩出现下降。这说明温度的升高促进了再生反应的进行,胶粉塑性增加。再生温度190℃时,扭矩明显下降,说明190℃时已经具有较好的再生效果。温度继续升高时,分子主链降解程度增加,扭矩下降,这与门尼黏度和断裂键变化是相符的。
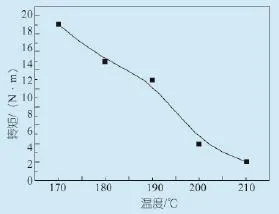
图6 再生温度对扭矩的影响
2.7再生橡胶动态力学RPA分析
图7和图8为不同脱硫温度下生产的再生橡胶混炼胶的动态力学性能。从图7中可以看出,随着再生温度的升高,混炼胶的储能模量逐渐出现降低的现象,这是由于再生温度较低的样品再生效果较差,所得再生橡胶的整体交联密度较高,储能模量较高而且对应变具有较强的依赖性。随着再生温度的提高,胶粉再生效果越来越好,交联密度逐渐降为较低,储能模量也较低。

图7 不同再生温度再生橡胶混炼胶储能模量(G')与应变的关系
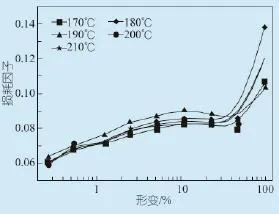
图8 不同再生温度再生橡胶混炼胶损耗因子(tanδ)与应变的关系
损耗因子的变化趋势与弹性模量恰好相反,随应变的增加一直缓慢下降, 直到很大应变振幅下才有所增加。脱硫温度较高的再生橡胶,其再生效果较好,交联键破坏充分,交联密度较低,线性大分子链间自由度较高,受力容易发生滑移,消耗较多的能量,损耗因子较高。温度最高的样品由于热氧老化形成的大分子断裂会阻碍线性大分子链运动,损耗因子反而相对较低。
3 结论
通过密炼机的高温和机械剪切作用可以有效的对全胎胶粉进行脱硫,随着脱硫温度的升高,脱硫效果逐渐增加,宏观表现为橡胶整体交联密度下降,再生橡胶的加工和力学性能的提高。再生温度为190℃时制备的再生橡胶具有最好的综合性能,脱硫温度继续提高,再生活化剂消耗速率增加,橡胶氧化程度加重,交联密度下降率减弱,力学性能出现下降。
[1]庾晋,白杉. 废旧轮胎回收利用现状和利用途径[J]. 橡塑技术与装备,2003,29[9]:12~18.
[2]史金炜,张立群,江宽, 等. 废橡胶脱硫再生技术及新型再生剂的研究进展[J]. 中国材料进展,2012,31(4):47~52.
[3]张梁,李秋影,等. 用Haake流变仪再生和硫化的废旧丁基橡胶的性能[J]. 合成橡胶工业,2010,33(2):142~144.
[4]Adhikari B,De D,Maiti S. Reclamation and Recycling of Waste Rubber [J]. Progress in Polymer Science, 2000,25(7):909~948.
(XS-06)
巨轮股份公司的RV减速器获得“国产机器人零部件金球奖”
2014年,在产业政策的激励和市场需求的带动下,中国掀起了“智造”新浪潮,工业机器人的发展可谓风起云涌, 2014被称为“机器人元年”。2015年1月22日,由机器人行业权威研究机构“高工机器人产业研究所”举办的“2014高工机器人年会暨高工金球奖颁奖典礼”在深圳隆重举行。参会单位涵盖了机器人行业的全产业链,包括50余家工业机器人关键零部件企业,60余家本体企业,60余家系统集成商,40余家应用企业。

图1 颁奖现场
巨轮股份有限公司的RV减速器获得“国产机器人零部件金球奖”,公司领导吴映雄和杨煜俊参加了颁奖会议(如图1)。本次金球奖评选高工机器人产业研究所(GRII)还发布了关键零部件、机器人本体、细分市场系统集成商等多个奖项。在参加本届高工机器人年会期间,公司代表还与其他机器人行业的众多嘉宾论道产业发展未来,探讨国产机器人如何在新一轮全球机器人应用市场竞技中抢占先机。
摘编自“中国轮胎商务网”
Effect of mixer reclaiming process on devulcanization of waste tire rubber powder
Effect of mixer reclaiming process on devulcanization of waste tire rubber powder
Li Huan, Sun cheng, Xin zhenxiang*
(Waste Rubber Recycling and Utilization Research Center, Qingdao University of science and Technology, Qingdao 266042; China)
This paper describes the effect of mixer reclaiming process on the reclaiming effi ciency of wasted tire rubber powder. The crosslink density, sol fraction, Mooney viscosity, mechanical properties and dynamic mechanical properties of reclaimed rubber were investigated. The results showed that with the increase of reaction temperature, the sol fraction of the reclaimed rubber increased and the crosslink density decreased. It is calculated according to horikx theory that reclamation has mainly occurred through crosslink scission and the reaction temperature and time had almost no influence on bond breaking type. With the increase of reaction temperature, the scorch time(ts1) and recurring time(t90) of reclaimed rubber showed a trend of gradually increase, and the tensile strength decreased, the hardness value changed little.
reclaimed rubber; rubber powder; mixer; crosslink density; sol fraction
TQ330.56
1009-797X(2015)05-0021-06
B
10.13520/j.cnki.rpte.2015.05.004
李欢(1989-),女,青岛科技大学在读硕士研究生,从事PLA共混改性和废旧橡胶循环应用研究。
2014-04-11
*通讯联系人
猜你喜欢
中学化学(2024年1期)2024-05-26 13:20:27
石油学报(石油加工)(2022年6期)2022-11-16 13:14:22
轮胎工业(2021年10期)2021-07-20 05:05:48
橡塑技术与装备(2021年2期)2021-02-01 03:36:12
中国计算机报(2019年26期)2019-08-27 08:16:16
中国海上油气(2018年4期)2018-09-11 09:46:06
中学生数理化·高二版(2017年2期)2017-04-19 16:29:54
中学化学(2016年12期)2017-02-05 17:24:23
中国糖料(2016年1期)2016-12-01 06:49:01
橡胶工业(2015年5期)2015-08-29 06:47:34