
钢带式果蔬干燥设备温度控制系统设计及优化*
2015-11-23 03:04:36宋开栋丁立利李晓康段宗科杨增万寇明杰张得俭
机械研究与应用 2015年1期
宋开栋,丁立利,李晓康,段宗科,杨增万,寇明杰,张得俭
(甘肃省机械科学研究院甘肃省农业装备工程技术研究中心,甘肃 兰州 730030)
0 引言
干燥是果蔬干制品生产的关键工序,是一个复杂的传热、传质过程,它的理论基础是时间-温度曲线。实际干燥过程的时间-温度控制是实现干燥工艺和干燥设备有效结合的主要环节。该设备的自动控制系统主要包括:温度控制系统、物料输送系统、风量自动调节系统。三个系统相互配合,相互影响,共同运行实现温度-时间控制。温度控制模块的主要功能是完成生产线15个闭环干燥箱的温度-时间控制,实现生产线分段、分区时间-温度控制,使生产过程实际干燥曲线自动拟合该物料的理论干燥特性曲线(见图1),有效保证产品质量的同时,实现节能。
1 技术背景
在多级输送带式干燥设备加工产品的过程中,直接影响产品质量和能源消耗状况的因素有以下三点,温度、湿度和物料输送速度。三者相互影响,很难单独调整。目前我国现有设备调整这三个参数时,基本上都是手工单独调整。调整某一个参数时,其余参数将随之变化,使其无法达到最佳组合,降低了产品质量,浪费了宝贵的能源。
果蔬干燥的过程由于受到环境因素的影响,实际上是一个动态的过程,需要不断地调整参数,为加工产品创造一个良好的环境。仅凭手工操作显然无法达到加工需求。
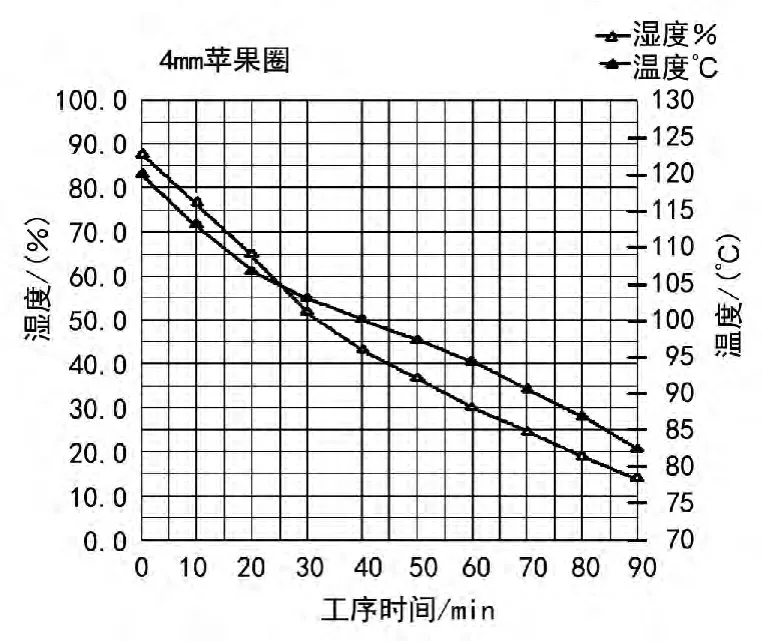
图1 干燥特性曲线
目前国外先进设备上都安装有数控节能装置,用以协调加工时的各个参数之间的平衡。该装置能够在线实时控制温度、湿度和带速,保证良好的工作环境。尤其是在节能方面效果显著,能够节能10% ~15%。目前我国的干燥设备上尚无此应用,解决这个问题,将极大地提高我国干燥设备的水平。
2 工作原理
温度控制阀安装于换热器的进汽端,换热器-风机系统为干燥箱内部加热,温度传感器装于干燥箱壁,温度控制器作为温控系统的核心采集温度数据,然后处理数据,然后给温度控制阀发送指令,使换热管路通蒸汽或者停蒸汽,以达到温度控制的目的。该温度控制系统为闭环系统,时时在线采集温度数据,自动控温。
2.1 运用常开式电磁阀控制的工作原理
控制电压220 V,温度传感器PT100接温度控制器的5、6、7号点采集各干燥箱温度数据,温度控制器的11、12号点作为信号输出,接中间继电器及电磁阀。整个系统形成一个闭环,当温度高于温度控制器的设定上限值时,电磁阀关闭,阻断通入换热器的蒸汽,停止热量补充,温度会持续下降;当温度低于温度控制器的设定下限值时,电磁阀打开,蒸汽继续通入换热器,补充热量,温度会持续上升。控制原理如图2、图3所示。
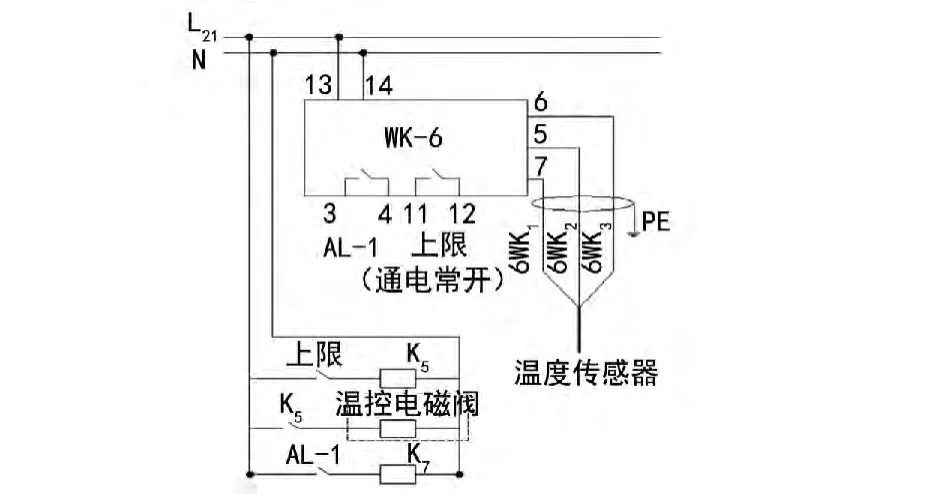
图2 电磁阀控制系统原理图
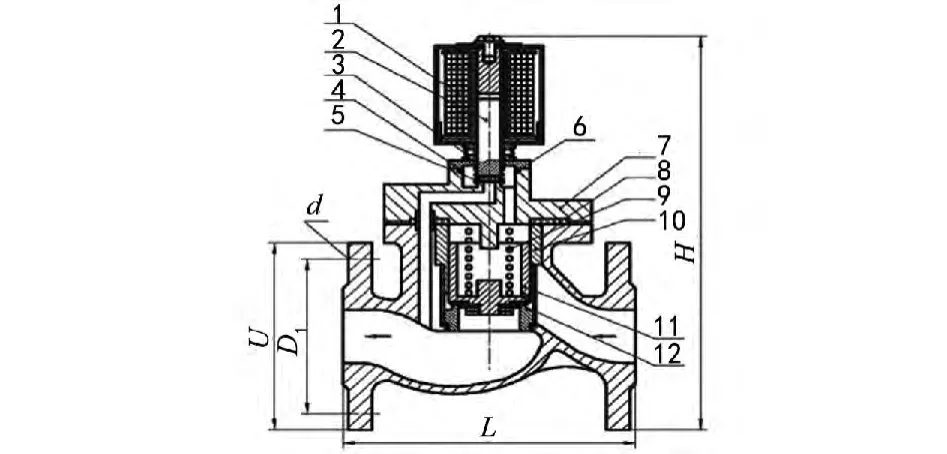
图3 电磁阀结构原理图
2.2 运用温度调节阀控制的工作原理
运用温度调节阀进行PID温度调节,PID控制器是一种线性控制器,它将给定值与实际输出值偏差e(t)的比例、积分和微分进行线性组合,形成控制量u(t)输出,如图4所示。
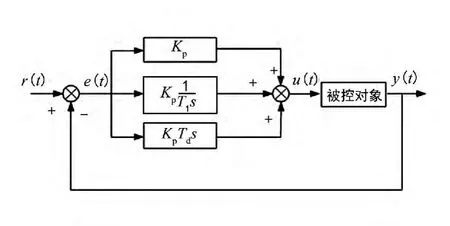
图4 PID控制方框图
先把过程参数进行采样,并通过模拟量输入通道将模拟量变成数字量,这些数字量通过计算机按一定控制算法进行运算处理,运算结果经D/A转换成模拟量后,由模拟量输出通道输出,并通过执行机构去控制生产,以此达到给定值,控制原理见图5。
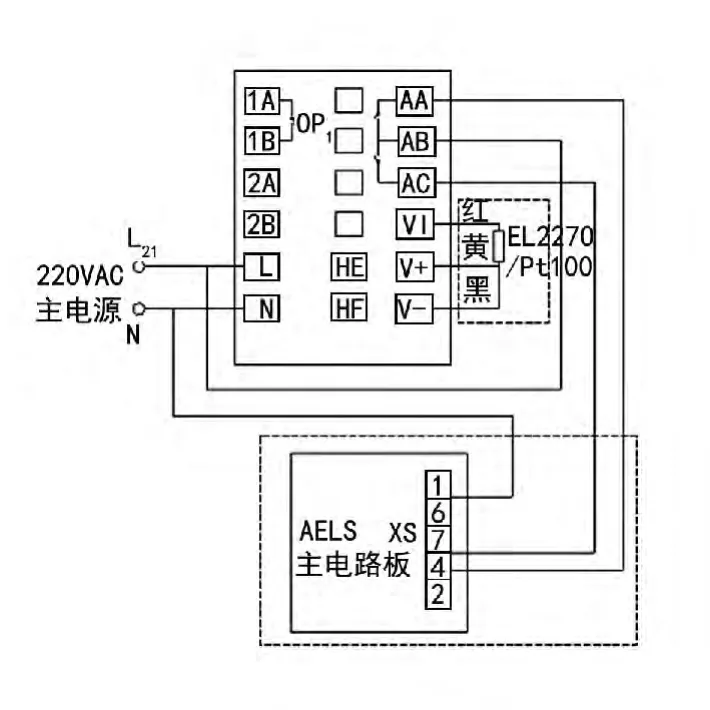
图5 温度调节阀控制系统原理图
为了防止PID调节器积分饱和,采用积分分离法:当被调量与设定值偏差较大时,取消积分作用,以免由于积分作用使系统稳定性降低,超调量增大;当被控量接近给定值时,引入积分控制,以便消除静差,提高控制精度。
温度控制系统是一个惯性较大的系统,也就是说,当给温区开始加热之后,并不能立即观察到温区温度的明显上升;同样的,当关闭加热之后,温区的温度仍然有一定程度的上升。另外,热电偶对温度的检测,与实际的温度检测值(PV)到达设定值时才关断输出,可能因温度的滞后效应而长时间超出设定值,需要较长时间才能回到设定值;如果在温度检测值(PV)未到设定值时即关断输出,则可能因关断较早而导致温度以达到设定值。为了合理地处理处理系统响应速度(即加热速度)与系统稳定性之间的矛盾,我们把温度控制分为两个阶段。
(1)PID调节前阶段 在这个阶段,因为温区的温度距离设定值还很远,为了加快加热速度,SSR与发热管处于满负荷输出状态,只有当温度上升速度超过控制参数“加速速率”,SSR才关闭输出。“加速速率”描述的是温度在单位时间的跨度,反映的是温度升降的快慢,如上图所示。用“加速速率”限制温升过快,是为了降低温度进入PID调节区的惯性,避免首次到达温度设定值(SV)时超调过大。
在这个阶段,要么占空比K=0,SSR关闭;要么占空比K=100%,SSR全速输出。PID调节器不起作用,仅由“加速速率”控制温升快慢。
(2)PID调节阶段 在这个阶段,PID调节器调节输出,根据偏差值计算占空比(0% ~100%),保证偏差(EV)趋近于零,即使系统受到外部干扰时,也能使系统回到平衡状态。图6、7为实际使用的硬件。

图6 温度PID控制器

图7 温度调节阀
3 实验数据
3.1 运用常开式电磁阀控制干燥生产线温度的实验
实验得到的温度结果如图8、9、10所示,图中给出了进行红椒干燥实验时,2#、6#、13#干燥箱在1h内的温度变化数据。数据波动较大,2#干燥箱的设定温度为135℃,实际温度高于设定值15℃,且整个过程不能降下来;6#干燥箱的设定温度为90℃,由图可知,温度上升较慢,温度升高后,下降也很缓慢,上下限温差为50℃;13#干燥箱的设定温度为65℃,温度的上下限差为30℃。
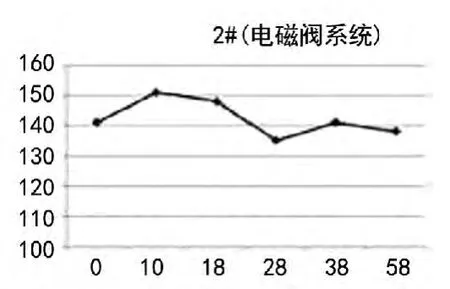
图8 电磁阀系统时间-温度曲线-2#
3.2 运用温度调节阀控制干燥生产线温度的实验
实验得到的温度结果如图11、12、13所示,图中给出了进行红椒干燥实验时,2#、6#、13#干燥箱在2h内的温度变化数据。数据基本稳定,2#干燥箱的设定温度为130℃,温度上下限差值为4℃;6#干燥箱的设定温度为90℃,由图可知,温度在2 h内基本稳定,温度波动上下线差值为2℃;13#干燥箱的设定温度为70℃,温度的上下限差为6℃。
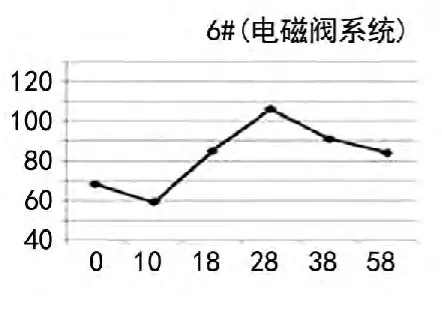
图9 电磁阀系统时间-温度曲线-6#
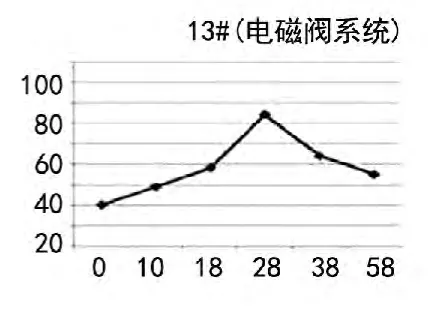
图10 电磁阀系统时间-温度曲线-13#
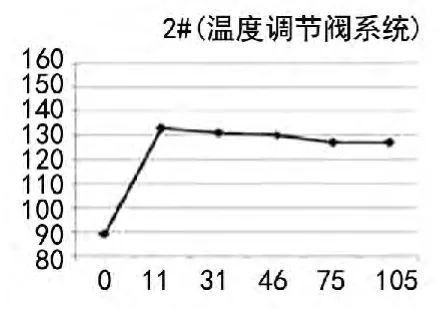
图11 温度调节阀系统时间-温度曲线-2#
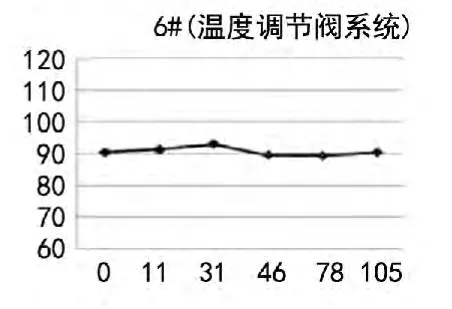
图12 温度调节阀系统时间-温度曲线-6#
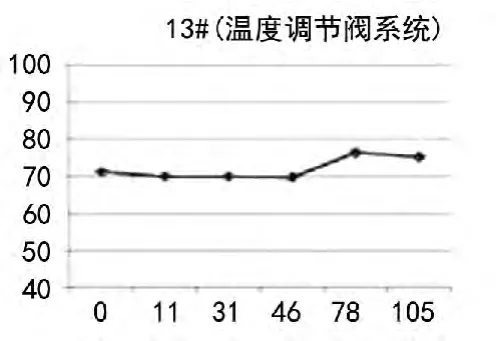
图13 温度调节阀系统时间-温度曲线-13#
4 结论
温度控制系统是一个惯性较大的系统,温度调节阀的PID调节使实际干燥过程更准确地拟合理论干燥曲线,该系统更适合做钢带式干燥机的温度控制;而电磁阀温控系统中,电磁阀只有“全开”或者“全关”两种状态,此系统不适合做钢带式干燥机的温度控制。理论分析和实验数据充分证明了以上两点。采用PID温度调节,系统得到了明显的优化。
[1] 杨 智.自整定PID调节器设计方法[J].甘肃工业大学学报,1998,24(1):77-82.
[2] 韩曾晋.自适应控制[M].北京:清华大学出版社,1995.
[3] 史勇春,柴本银.中国干燥技术现状及发展趋势[J].干燥技术与设备,2006(4):65-68.
[4] 张 静,袁惠新.几种食品干燥新技术的进展与应用[J].包装与 食品机械,2003,21(1):29.
猜你喜欢
中国农业科技导报(2022年10期)2022-12-03 03:10:58
橡塑技术与装备(2022年8期)2022-08-05 07:04:56
选煤技术(2022年2期)2022-06-06 09:12:26
湖北农机化(2021年7期)2021-12-07 17:18:46
商品与质量(2021年33期)2021-11-23 14:24:34
自动化仪表(2015年5期)2015-06-15 19:01:34
邵阳学院学报(自然科学版)(2015年1期)2015-06-05 09:13:14
汽车维修与保养(2015年6期)2015-04-17 03:31:40
质量技术监督研究(2015年1期)2015-04-09 06:42:12
装备制造技术(2015年7期)2015-02-20 13:47:18
