
家用三角插座塑料端盖设计
2016-01-08 06:26:53卜繁冬
机械研究与应用 2015年1期
家用三角插座塑料端盖设计*
卜繁冬
(广东省技师学院 数控系, 广东 惠州516000)
摘要:介绍了家用插座塑料端盖的结构及设计思路,本注塑模具采用一模八腔。详细地叙述了三角插座塑料的各部分零件,如推出机构和浇注系统等的设计加工思路和模具的工作过程。
关键词:一模八腔;推出机构;浇注系统
中图分类号:TM564文献标志码:A
收稿日期:*2015-01-08
作者简介:卜繁冬(1981-),男,辽宁抚顺人,讲师,高级技师,主要从事机械制造、模具设计、数控加工教学和计算机辅助设计方面的教学工作。
Design for Plastic End Cover of Domestic Triangle Socket
BU Fan-dong
(DepartmentofNumericalControl,GuangdongTechnicianInstitute,HuizhouGuangdong516000,China)
Abstract:This paper is about the mold design for the plastic end cover of domestic triangle socket. The structure and design ideas of the plastic end cover of domestic socket are introduced, and this injection mold is one mold with eight cavities. Then the design thinking and the working process of the plastic parts of the triangle socket such as ejecting mechanism and gating system are accounted in detail.
Key words: a eight-cavity mold;ejecting mechanism; gating system
0引言
该设计为家用三角插座,材料采用PC。该设计为大批量生产产品,设计如下:
塑件的材料采用聚碳酸脂(PC),属热塑性塑料,热稳定性好,成型温度范围宽。流动性差,成型收缩率小,易发生熔融开裂,产生应力集中。
名称:插座塑料端盖
材料:PC
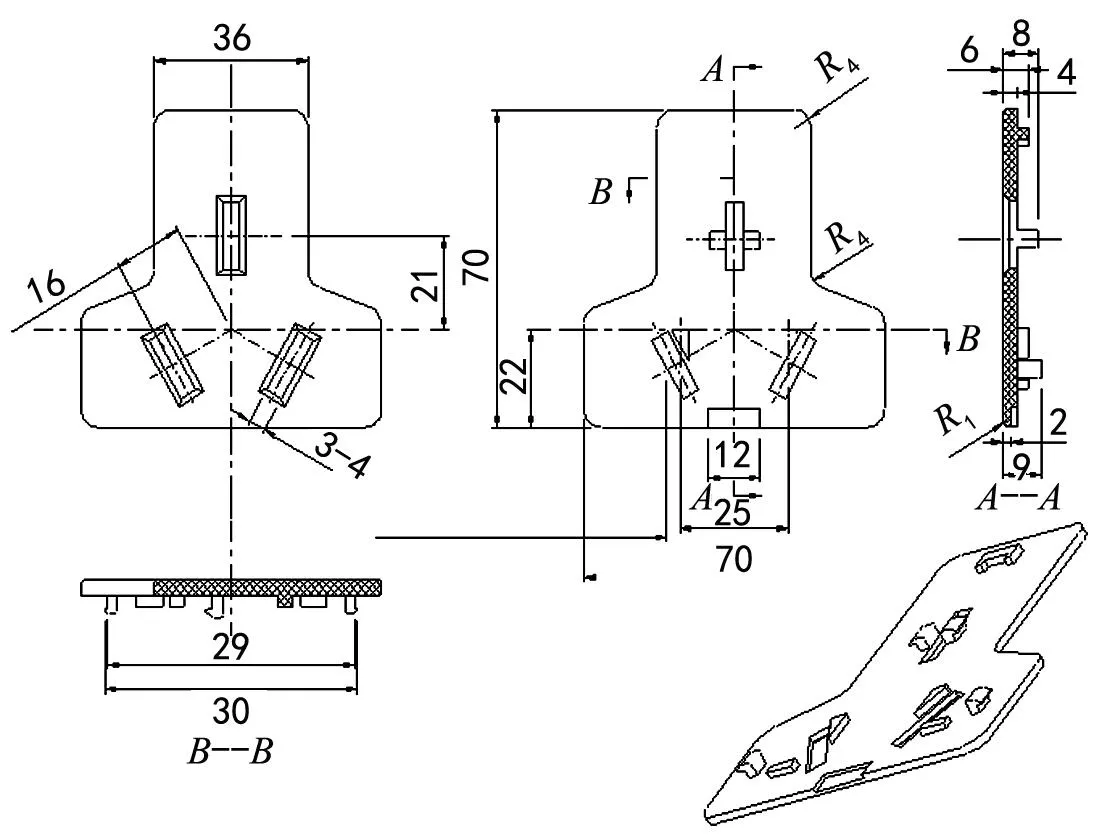
图1 插座塑料端盖
1塑料插座端盖的尺寸精度
塑件外形长宽尺寸:35×357
扣间离:14.5±00.10,其它尺寸:2±0.10、4.3±00.10 、7.9±0.05
2塑件的体积和重量及选择注射机
(1) 由注射量选定注射机
由Pro/E建模分析得:
总体积V=1.6 cm
流道凝料V′=0.6V,ρ=1.20 g/cm3
计算塑件的质量:
W=Vρ=1 666.7×1.20×10-3=2(g)
根据注射所需的压力和塑件的重量及其它情况,可初步选用的注射机为:XS-Z-60型注塑成型机,该注塑机的各参数如表1所列[1]。
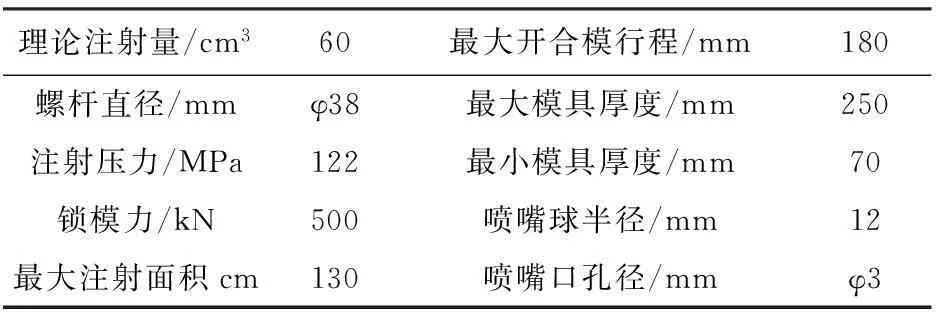
表1 注塑机基本参数
(2) 型腔数的确定
注射量取0.6G进行计算。每件制品所需浇注系统的体积为制品体积的(0.2~1)倍,取C=0.6V
n2=0.6G/1.6V=0.375G/V
=(0.375×60)/1.6667=13.5
由以上计算可知,可采用一模8腔的模具结构。
3浇注系统的设计
(1) 主流道的设计
根据设计手册查得XS-Z-60型注射机喷嘴有关尺寸如下:
喷嘴前端孔径:d0=φ3 mm;喷嘴前端球面半径:R0=12 mm
为了使凝料能顺利拔出,主流道的小端直径D应稍大于注射喷嘴直径d。
D=d+(0.5-1) mm=φ3+0.5=φ3.5 mm
主流道的半锥角α选用3°。为使熔料顺利进入分流道,可在主流道出料端设计半径r=5 mm的圆弧过渡。主流道的长度L一般控制在60 mm之内,可取L=70 mm。
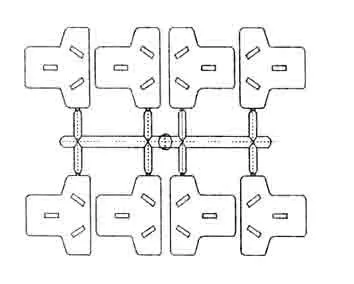
图2 型腔排布
(2) 型腔的排列方式
本塑件在注射时采用一模八件, 采用图2所示的型腔排列方式[2]。
(3) 其他主要结构设计
拉料杆采用的设计为十字架式结构。分流道采用圆形的截面流道,D=4 mm较为合适,流道长度取L=14 mm。根据制件的表面质量和浇口的成型要求,模具结构的复杂程度选用直浇口较为合适。
4中间板支称强度校核
输入对应数据:方铁间隔W模具长度L注射压力,在本模具中计算得制件投影面积为32 800 mm2,计算出理论最佳厚度为150.288 mm,取50%为75.144 mm,取70%为105.20 mm。实际采用尺寸等于理论最佳厚度的50%~70%,理论中间板支称的最佳厚度为计算撑头结构等因素,所以实际采用厚度为理论最佳厚度,综上所述中间板支撑的50%~70%。模具中支撑板厚度为35 mm。综上所述所选厚度符合强度要求。如图3所示。
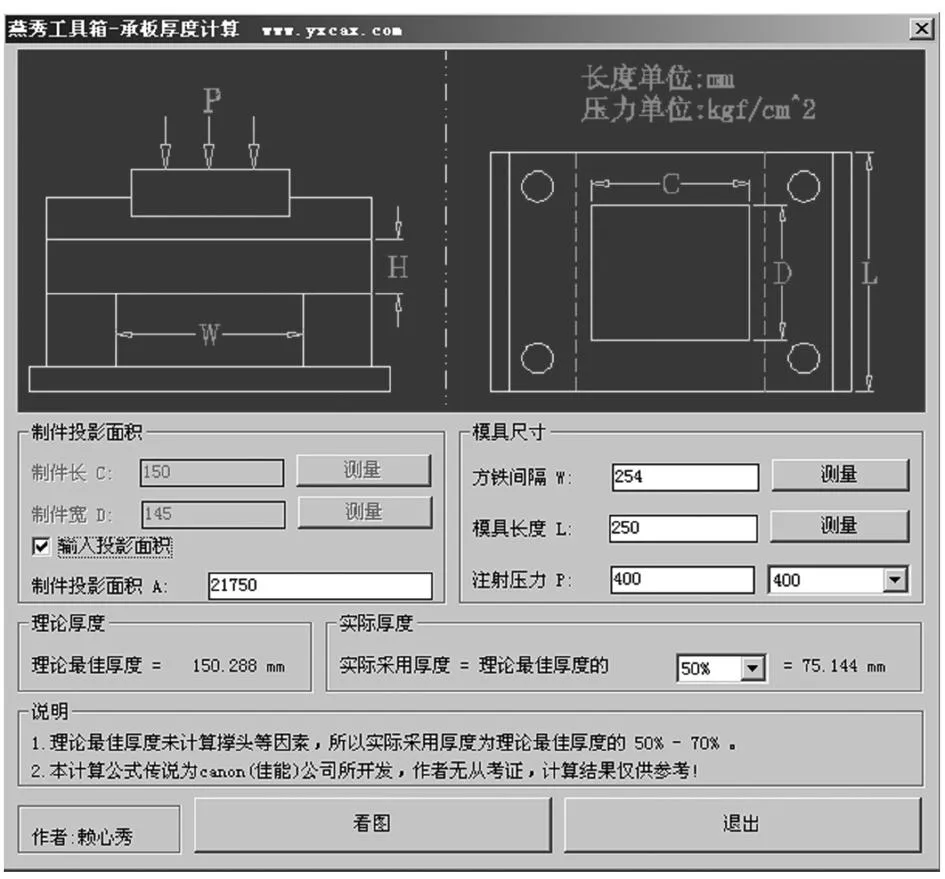
图3 燕模工具箱计算图
5模具的工作过程
注塑机推动推杆垫板通过推杆使动定模分开,在导柱导向的情况下,动定模顺利分型,同时拉料杆拉断浇口,使塑件在推杆的作用下顺利脱出。闭合时,同样在导柱和导套的导向作用下通过顶柱使顶杆先于型腔复位。以免顶杆碰到型腔,损坏模具。如图4所示[3]。
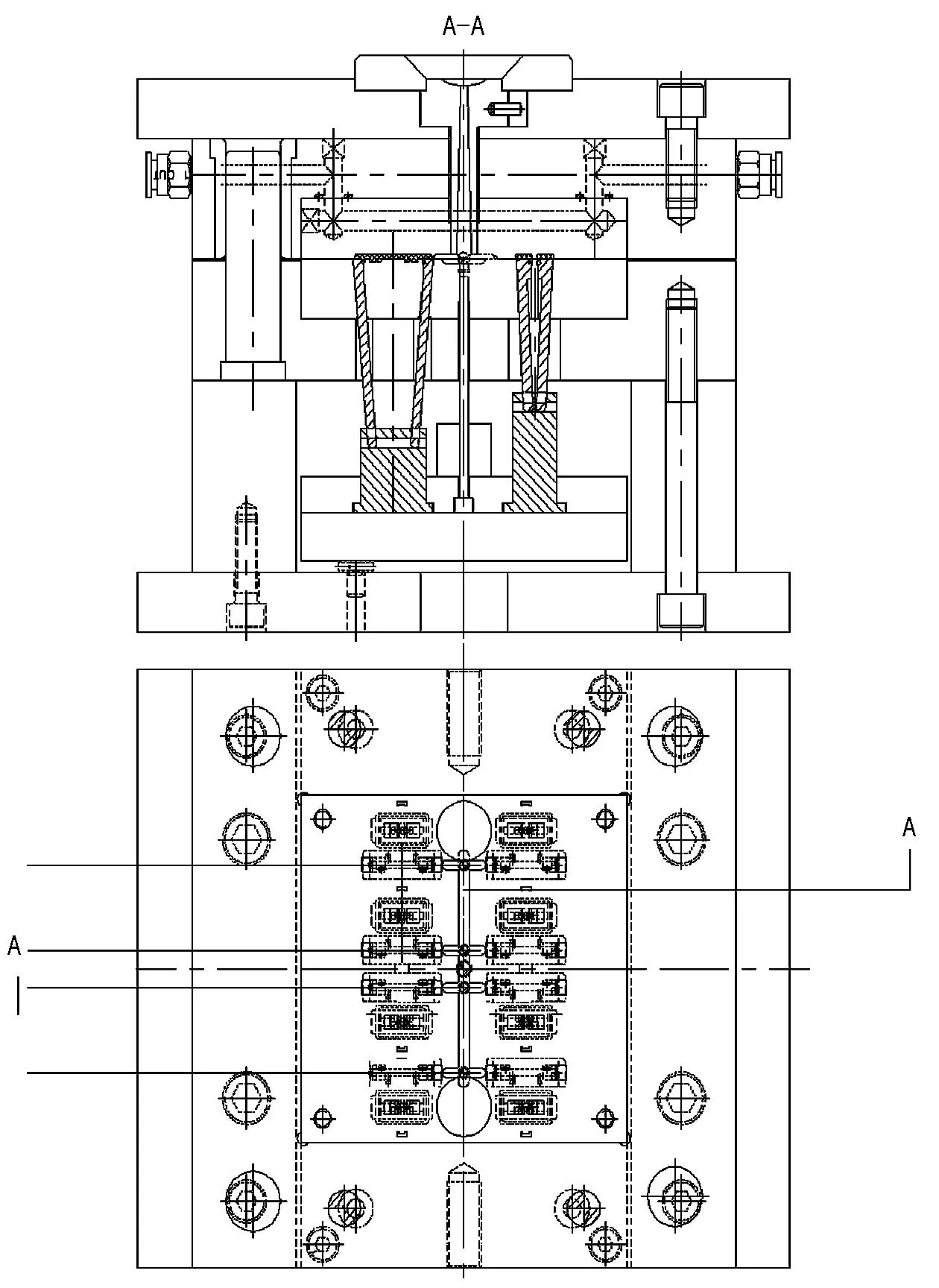
图4 装配图
6结语
在采用模具CAD/CAE/CAM和燕模工具箱软件设计注塑压力盖的过程中,分析了塑料的材料性能、形状大小、尺寸精度等,对该制品的注塑模具进行了设计,包括分型面的确定、抽芯机构、浇注系统、脱模机构等部件的设计,同时分析了该模具的注塑动作过程。
参考文献:
[1]唐志玉. 模具设计师指南[M].北京:国防工业出版社,1999.
[2]黄毅宏. 模具制造工艺[M].北京:机械工业出版社,1994.
[3]冯炳尧,韩泰荣,蒋文生. 模具设计与制造简明手册[M].上海:上海科学技术出版社,1996.
