
风力发电机组螺栓选用及预紧力控制浅析
2015-11-21 05:58:42何贺松
机械制造 2015年2期
□ 何贺松
许昌许继风电科技有限公司 河南许昌 461000
风力发电机组螺栓选用及预紧力控制浅析
□ 何贺松
许昌许继风电科技有限公司 河南许昌 461000
从风力发电机组螺栓连接的安全可靠性出发,对螺栓材料的选用、表面处理、预紧方法、安装要求以及后期维护等方面进行阐述。结合螺栓的实际装配情况,对螺栓预紧力矩值的确定方法进行了详细描述,根据螺栓扭矩值的测试结果,对影响螺栓扭矩因数的因素进行了分析,进而提出螺栓安装的工艺要求和力矩检查要求,从而保证螺栓预紧力的准确性。
风电机组 预紧力 扭矩系数 高强度螺栓
随着我国风电行业的迅猛发展,设备的质量问题也随之突显,尤其是兆瓦级风电机组出现倒塌、风机坠头、塔筒拦腰折断等现象[1],因此,风力发电机组运行的安全可靠性越来越受到各整机制造厂的重视。螺栓作为风电机组的重要连接件,其安装的可靠性和预紧力的准确计量直接决定着风力发电机组安全和稳定地运行。随着大功率兆瓦级风力发电机组的研发,螺栓直径越来越大,其质量和预紧力的控制愈发重要。螺栓预紧力主要是通过转角法、扭矩法和轴向液压拉伸法来获得,影响螺栓预紧力的因素很多,螺栓的扭矩因数是影响螺栓预紧力最主要的因素,要获得符合设计要求的螺栓预紧力,需要从各个方面和环节去控制。
1 螺栓材料选择
风电机组安装地点环境恶劣,装配在风电机组中的螺栓经受着空气中盐雾的腐蚀以及极端温差的考验,还要承受轴向拉伸载荷和风轮旋转带来的冲击载荷以及交变载荷[2],因此要求螺栓材料要有足够的强度和一定的韧性。风电机组选用的螺栓一般都是高强度螺栓,对于承受动态载荷的螺栓,只有性能级别达到8.8和10.9级的螺栓才能允许在风电机组的连接上使用[3]。
目前风电行业没有制定相关的紧固件标准,GB/T 1231-2006钢结构用高强度大六角头螺栓也只规定了公称直径M30及以下规格的螺栓材料。从各个整机制造厂实际使用来看,在无特殊要求的情况下,风电机组的螺栓材料选用原则见表1[4]。
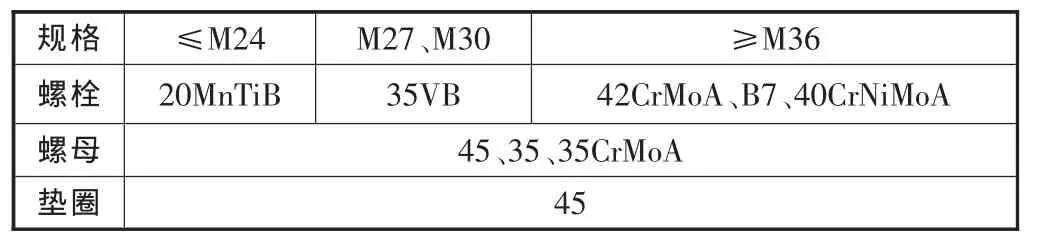
表1 螺栓制造材料选用牌号
为保证原材料的可控性和一致性,建议螺栓规格M20及以下的采用 20MnTiB钢,M20以上的采用42CrMoA。GB/T 3098.1-2010中,对低温冲击试验的规定是10.9级螺栓在-20℃条件下的冲击吸收功Akv2≥27 J[5],出于对风电机组所处环境和所受交变载荷的考虑,风电行业中要求-40℃条件下的冲击吸收功Akv2≥27 J。故选42CrMoA作为风电机组大规格螺栓的选用材料。
2 表面处理
常见的螺栓表面处理一般有发黑、电镀、热浸锌和达克罗,风电机组螺栓所选用的表面处理应从影响扭矩系数、防腐性能和导电性等方面来考虑。
发黑处理是金属常用的一种表面处理手段,它使金属表面产生一层致密的氧化膜,使金属基体免受空气的侵蚀,以达到防腐的目的。在对外观要求和防腐性能等级要求不高时,可以采用发黑处理。
电镀是在金属基体表面镀上一层金属膜来提高零件的抗腐蚀性,由于电镀锌的防腐性能不佳且存在氢脆现象,所以在风电行业中,仅用于小规格螺栓(M16以下)上,从经济和环境角度考虑,可以采用电镀锌作为螺栓表面的镀层,其主要使用在电气安装处以加强导电作用。
热浸锌处理的螺栓具有很好的抗腐蚀性、耐气候性以及抗盐雾腐蚀,由于热浸锌表面涂层太厚,对于小规格的螺栓,受螺纹螺距和牙高因素的影响,不适宜采用热浸锌处理的螺栓。
达克罗是一种新型的表面处理技术,防腐能力较强,抗盐雾试验能达到1 200 h基体无红锈,而且其涂层厚度较薄。达克罗处理对螺栓无氢脆作用,避免了螺栓在受较大载荷下出现氢脆断裂现象[6]。所以,在无特殊要求情况下,风电机组螺栓选择达克罗作为螺栓表面处理无疑是最合适的。
根据风电机组安装环境并结合以上分析,风电机组所用螺栓表面处理所选用的要求如下。
(1)螺栓连接处需要有导电性要求,螺栓表面处理选择电镀锌。
(2)被连接件是不锈钢材料,螺栓表面处理选择电镀锌或者螺栓使用不锈钢材料。
(3)除(1)、(2)之外,其余螺栓均应采用达克罗表面处理。
3 预紧方法
风电机组中所用螺栓的预紧方式主要有扭矩法、转角法、轴向液压拉伸法3种。无论采用哪种方法对螺栓进行紧固,最终要获得的是预定的螺栓轴向拉伸力,以使被连接的零部件紧密地贴合在一起。
3.1 扭矩法
目前风电机组螺栓采用的预紧方式主要是扭矩法,通过螺栓轴向力与扭矩的关系,可以计算出螺栓设计轴向力所需要的扭矩,具体公式如下:

式中:M为预紧扭矩,N·m;F为螺栓轴向预紧力,N;D为螺栓螺纹的公称直径,mm;K为扭矩因数。
根据EN1090-2中规定,无特殊规定的情况下,螺栓最小轴向预紧力为螺栓材料屈服强度的70%,即[7]:

式中:AS为螺纹应力截面积,mm2;σs为螺栓材料屈服强度,MPa。
从式(1)中可以看出,螺栓规格型号一旦选定,决定扭矩的因素只有扭矩因数K值。影响扭矩因数K值的因素有很多,主要体现在以下几个方面。
(1)螺栓外螺纹和螺母内螺纹配合的精度。
(2)螺纹加工的精度及粗糙度。
(3)螺栓、螺母及垫圈的表面处理方式。
(4)螺栓拧入机体的材料。
(5)螺纹润滑剂以及润滑方式。
(6)螺栓的夹紧距离。
(7)环境温度。
由于影响扭矩因数K值的因素太多,而且很多因素具有不可控性,在同一施工扭矩下,如果在施工过程中扭矩因数K值过大,则所获得的预紧轴向力就过小,导致螺栓预紧力不足,就是所谓的欠拧,螺栓就达不到锁紧的功能,螺栓连接就会产生松动,随着时间的推移,螺母会慢慢松脱,最终会因为螺栓受疲劳载荷而断裂;如果K值过小,则螺栓得到的预紧力就会超过螺栓的屈服强度,导致螺栓超拧断裂[8]。
所以,建议根据试验的实际数据进行扭矩值的确定,以某2.0 MW风力发电机组结构性螺栓连接为例,说明扭矩值的确定方案。
3.1.1 试验方案
(1)高度模拟螺栓在风电机组实际装配中的状态,利用30 000 N·m电动扭矩轴力试验机进行扭矩因数的测试。试验螺母的材料为螺栓旋入零部件机体的材料,螺母高度为机体螺纹孔的深度。螺栓旋入试验螺母的深度相当于在实际装配中旋入零件螺纹孔的深度,夹紧距离为螺栓头底部到零件出现螺纹孔之间的距离。
(2)润滑方式分为全润滑和半润滑两种,全润滑为螺栓螺纹部分和垫圈表面分别均匀涂抹润滑剂;半润滑为螺栓螺纹部分涂抹润滑剂,垫圈表面不涂抹润滑剂。显然,全润滑方式润滑充足,减少了螺栓和垫圈之间的摩擦因数,可以用较小的扭矩获得较大的螺栓轴向力,而半润滑方式就需要较大的扭矩才能获得同等的螺栓轴向力。考虑到液压扭矩扳手的量程以及在施工过程中由于疏忽将润滑剂涂抹到垫圈表面,故风电机组高强度螺栓采用全润滑的方式进行润滑。
(3)所需测试螺栓螺纹部分涂抹相应的螺纹润滑剂,把试验螺母固定,螺栓拧进试验螺母,调整好夹紧距离,开始试验,当螺栓伸长量达到规定的螺栓轴向力时,试验停止。用设备记录试验的数据信息。
3.1.2 试验结果
表2~表4为施加不同润滑剂的试验结果,表格中的扭矩因数是8组螺栓测试数据的平均值。

表2 润滑剂chesterton785的试验结果

表3 润滑剂Myloke的试验结果
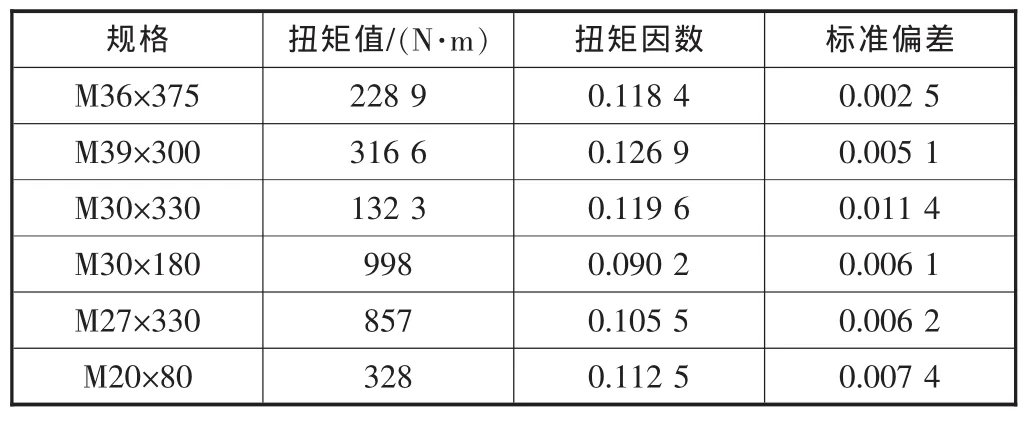
表4 润滑剂可赛新1769的试验结果
由试验结果可以看出,使用不同的润滑剂对扭矩因数的影响很大,且不同的润滑剂扭矩因数的稳定性不一样。同种规格螺栓、同种润滑剂,不同公称长度对扭矩因数影响也很大,这就要求在制定螺栓施工扭矩的时候要通过试验来确定,从表1中M30×330和M30×180可以看出,对同规格但公称长度差别大的螺栓要制定不同的扭矩,如果按照一种扭矩进行施工,造成的结果肯定是要么一个超拧,要么一个欠拧。
所以,选用合适的螺纹润滑剂是很关键的,钢结构螺栓连接同批连接副的扭矩因数平均值是0.11~0.15,标准偏差小于0.01[9];而风电行业内塔筒螺栓连接副的扭矩因数为0.08~0.12,标准偏差小于0.01。并不是扭矩因数越小越好,扭矩因数越小,它的敏感性就愈大,稍有不慎就会造成螺栓轴力浮动过大。对于风电机组安装螺栓,M30以上的选择润滑因数较小的润滑剂,M30及以下的选用润滑因数偏大一点的润滑剂。
3.2 转角法
通过测定螺母的旋转角度来控制螺栓的轴向拉力,从而将螺栓预紧力控制在允许范围内。
3.3 液压拉伸法
通过拉伸螺栓可达到预紧螺栓的目的,液压拉伸器的压力与要求的预拉伸力要对应,直接将螺栓拉伸到规定的预紧力。此种方法对预紧力的控制较为准确,但是受到安装位置和空间的限制,风力发电机组只能在部分连接处使用液压拉伸法进行预紧。
4 安装及检验要求
在确定完螺栓预紧扭矩之后,如何保证在施工过程中达到设计的预紧力是至关重要的。
4.1 基本要求
螺栓装配前,仔细检查所有螺栓及相关紧固件是否有机械损伤,确保物料完好无损,必须清除表面的污染物以及临时性防腐保护涂层。
确保被连接零部件的质量合格,与螺栓接触的表面清洁、平整,被连接的零部件之间表面应尽可能平行。
装配前螺母应可以用手在相应的螺栓上转动,如需要用工具才能转动螺母,则使用工具转动后应可以用手转动。无论采用哪种预紧方式,预紧前都需要用手拧紧。
如无特殊要求,对于同一个连接,必须使用同样性能等级的螺栓和螺母(10.9级螺栓使用10级螺母,8.8级螺栓使用8级螺母),垫圈的硬度等级必须和螺栓的性能等级对应 (10.9级螺栓使用300 HV垫圈,8.8级螺栓使用200 HV垫圈)。
当使用规格大于等于M16的紧固件装配时,应使用同一家制造商制造的螺栓、螺母和垫圈,且螺栓、螺母和垫圈具有相同的防腐保护。
螺栓连接组件中的螺栓头在预紧后伸出螺母的长度最少应为一个完整的螺距[10]。
4.2 工具要求
只能使用经过检定和贴有检定标签并在有效期之内的工具进行螺栓的预紧,定期依照制造商的使用说明检查各个工具的精度。同时,必须遵守工具制造商的相关操作维护说明。
预紧过程中,工具支撑位置应符合相应规定,且工具必须中心定位,以防止螺栓等紧固件损坏。
工具必须满足精度公差:预置式扭力扳手的精度公差为±4%;液压转矩扳手的精度公差为±4%;液压拉伸器的精度公差为±4%。
4.3 拧紧顺序要求
如果螺栓连接中有多于3个螺栓排列成行,必须在中间连接处预紧,然后向外。在螺栓布置成环形排列时,必须按如图1(以16个螺栓为例说明)所示的顺序依次预紧。
在某种情况下,预紧力矩较大或被连接件之间的间隔较大时(为消除两个连接部件间的缝隙),需要预紧几次,以防止螺栓之间和被连接件的受力不均衡。
4.4 力矩检验
螺栓的力矩检验应在终拧后24 h内进行[11],检验过程需遵循“先预紧、先检验”的原则,按照螺栓预紧的先后顺序进行力矩检验。
用额定力矩至少随机抽检20%的螺栓。如果零部件连接螺栓少于20个,至少要检查4个螺栓;如果零部件连接处少于4个螺栓,则检查连接处全部螺栓。
螺栓的力矩检验采用扭矩转角法进行判定,根据测得的转动角度判断螺栓的预紧情况,具体如下。(1)如果转角<30°,预紧力充分,螺栓预紧合格。(2)如果转角为30°~60°,预紧力在允许的范围之内,检测连接中的两个其它邻近的螺栓。
(3)如果转角>60°,预紧力不充分,须更换检测。
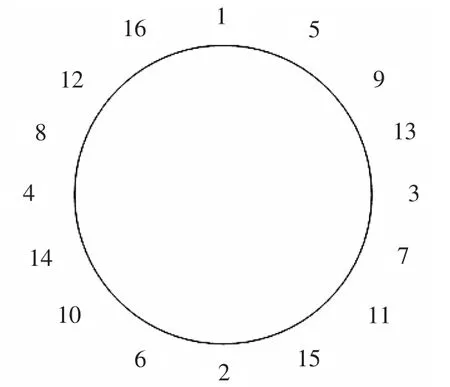
▲图1 一个圆周连接点上的螺栓预紧顺序
5 结束语
风电机组螺栓连接的质量和预紧力虽然在各个环节能进行控制,但其不可控因素依然存在,由于温度对扭矩因数也有一定的影响,而扭矩测定是在室温条件下进行,加之在实际涂抹润滑剂过程中每个操作人员涂抹的均匀度不一,导致螺栓预紧力只能控制在一定的范围内,而不能获得设计所要求的轴向拉伸力。所以风力发电机组在螺栓装配时,一定要按照要求的施工扭矩和方式执行,只有这样才能保证螺栓连接的可靠和风机的安全运行。
[1]风机倒塌原因探讨 [EB/OL].http://www.cnwpem.com/web. php?wid=22&cid=9220&page=0,2011-04-25.
[2]张先鸣.风电紧固件工艺和技术期待 [J].装备材料,2011(2):56-59.
[3]Germanischer Lloyd Industrial Services GmbH.GL-Wind 2010,Guideline for the Certification of Wind Turbine[S]. Germany:Germanischer Lloyd Industrial Services GmbH,2010:13-14.
[4]钟盛钢,张先鸣.风电用与钢结构用高强度紧固件的差异[J].金属制品,2009,35(6):62-65.
[5]GB/T 3098.1-2010.紧固件机械性能螺栓、螺钉和螺柱[S].北京:中国标准出版社,2011.
[6]张伟明.达克罗-当今世界表面处理的高新技术[J].材料保护,1995(8).
[7]Execution of Steel Structures and Aluminium Structures-Part 2:Technical Requirements for Steel Structures[S];German Version EN 1090-2:2008+A1:2011.
[8]沈家骅,刘宪成.我国高强度螺栓连接的现状与发展方向[J].钢结构,1999,14(3):53-54.
[9]GB/T 1231-2006,钢结构用高强度大六角头螺栓、大六角头螺母、垫圈技术条件[S].北京:中国标准出版社,2006.
[10]DIN18800-7-2008.Steel Structures-Part 7:Execution and Constructor's Qualification [S].German:Standardization Institute.
[11]JGJ 82-2011,钢结构高强度螺栓连接技术规程[S].北京:中国建筑工业出版社,2011.
(编辑 丁 罡)
国资委将建央企创新投资基金
2014年12月22日,国务院国资委在京召开中央企业、地方国资委负责人会议。会上,国务院国资委主任张毅表示,将围绕新一批国家重大科技专项,进一步加大研发技改投入,打造“制造强国”战略,探索建立央企创新投资基金。
张毅表示,央企要把实施创新驱动发展战略放在更加突出的位置,在高端装备、信息网络、集成电路、新能源汽车、新材料、航空发动机及燃气能机“两机”等重点领域,突破和掌握一批关键技术。他还提出,要推动建立重大技术装备首台套保险补偿机制,增强自主知识产权的创造、应用、管理与保护能力。
张毅强调,央企要实施资本与技术双轮驱动战略,多方式筹集创新资本,探索建立央企创新投资基金,积极利用政府引导基金、风险投资基金和私募股权基金,加快科技成果的产业化和商业化。这是以央企为整体的创新投资基金概念首次提出,且资金来源趋于多元化。
会议披露的数据显示,2014年国资企业平稳发展,前11个月,全国国资委系统监管企业实现营业收入39.8万亿元,同比增长4.5%;实现利润1.95万亿元,同比增长5.2%;企业实现增加值8.1万亿元,同比增长6.9%;上交税金2.8万亿元,同比增长4.8%。《财富》杂志世界500强中,也有47家中央企业和21家地方国资委监管企业上榜。
针对社会关注的国企深化改革议题,张毅表示,在推进改革中,要注重把该企业行使的权力都放给企业,把不该企业负担的包袱都卸下来,切实增强企业作为独立市场主体的活力和竞争力。
他承诺,国务院国资委要“带头自我改革、自我革命”,以壮士断腕的决心,改革完善国有资产监管体制。“国资委监管工作的改革不应是动其皮毛的修修补补,而必须是动其筋骨的大刀阔斧,有些方面甚至要脱胎换骨”。各级国资委都要以聚焦监管内容、调整监管方式、提高监管效能为重点,建立权力清单、责任清单、负面清单,授权一批,下放一批,收缩一批,移交一批,把该放的坚决放到位,把该给的坚决给到位,同时对该管的也要管到位。
(孙郁瑶)
TH122;TK83
A
1000-4998(2015)02-0048-04
2014年8月
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
装备制造技术(2020年9期)2021-01-26 00:15:24
有色金属加工(2020年4期)2020-08-20 04:35:04
润滑油(2019年5期)2019-11-28 16:09:18
设备管理与维修(2019年12期)2019-02-18 00:51:40
福建质量管理(2018年20期)2018-11-14 04:42:46
化肥设计(2018年2期)2018-05-18 12:23:17
钻井液与完井液(2018年5期)2018-02-13 01:06:38
防爆电机(2016年5期)2016-11-19 05:10:22
河南科技(2014年23期)2014-02-27 14:18:56
