5种后牙复合树脂耐磨耗性能的体外评价
2015-11-21 10:07:17王万山李诗洁李石保赵信义
牙体牙髓牙周病学杂志 2015年1期
王万山, 李 静, 李诗洁, 李石保, 赵信义
(第四军医大学口腔医院材料教研室 军事口腔医学国家重点实验室, 陕西 西安 710032)
5种后牙复合树脂耐磨耗性能的体外评价
王万山, 李 静, 李诗洁, 李石保, 赵信义
(第四军医大学口腔医院材料教研室 军事口腔医学国家重点实验室, 陕西 西安 710032)
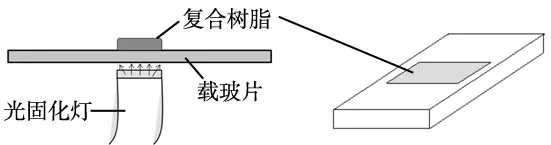
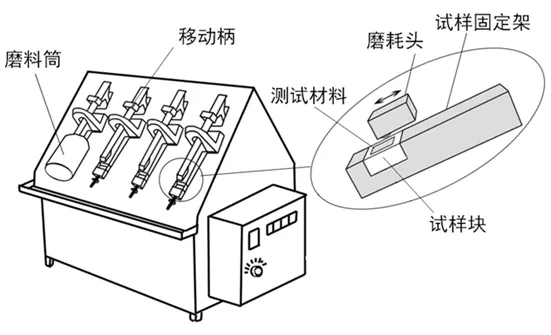
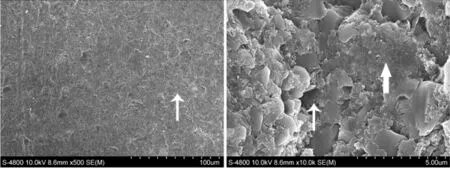
目的: 比较5种后牙复合树脂的耐磨耗性能,探讨影响耐磨耗性能的因素。方法:取Heliomolar HB(A)、Solitaire 2(B)、Filtek P60(C)、Ecusphere-Carat(D)、Tetric Ceram HB(E) 5种后牙复合树脂和银汞合金(F),制成磨耗试样,用显微硬度计测定其表面硬度后,分别置于V型牙科磨耗试验机上,以不锈钢球为对磨偶件、萤石粉为磨耗介质,在磨耗压力为3 N的条件下对试样摩擦6万次;然后,用三维形貌仪测定试样的体积磨损量和磨损面粗糙度,SEM观察其磨损表面形貌。结果:各材料体积磨损量由小到大依次为:F 耐磨性; 硬度; 粗糙度; 磨料磨损; 疲劳磨损 [DOI] 10.15956/j.cnki.chin.j.conserv.dent.2015.01.006 [Chinese Journal of Conservative Dentistry,2015,25(1): 28] 后牙复合树脂是指用于咬合面较大缺损修复的材料[1],通常要求具有较高的抗压强度,能够承受咀嚼力,不易断裂,耐磨耗[2-3];其中耐磨耗性能是后牙复合树脂的一项非常重要的性能指标,也是复合树脂综合性能的表现。近年来,随着复合树脂在填料、树脂基质等方面的不断进步,后牙复合树脂的性能也不断提高[4-5]。目前后牙复合树脂种类及品牌较多,其耐磨耗性能一直是临床口腔医生关心的问题;但是,关于当前临床常用后牙复合树脂的耐磨耗性能的报告还不多。为此,本实验采用V型往复式磨耗实验机对4种混合填料型和1种超微填料型后牙复合树脂进行磨耗实验,并分别检测其体积磨损量、表面硬度及磨耗后表面粗糙度,以探讨影响后牙复合树脂耐磨耗性能的相关因素。 1.1 主要材料和仪器 本实验所测试的5种后牙复合树脂均为光固化型(表1);另选择一种胶囊包装的银汞合金(上海齿科材料厂)作为参照材料。 LED光固化灯(LED.F,桂林市啄木鸟医疗器械有限公司,光强950 mW/cm2);显微硬度计(HXD-1000型,上海泰明光学仪器有限公司); V型牙科磨耗试验机(西安精密仪器厂);三维形貌扫描仪(PS 50型,NANOVEA Co.,美国);扫描电镜(日立S-4800,日本)。 表1 本实验所测试的5种复合树脂 材料组分来自各材料说明书。Bis- GMA:双酚A-二甲基丙烯酸缩水甘油酯;UDMA:二甲基丙烯酸氨基甲酸酯;TEGDMA:二甲基丙烯酸三甘醇酯;DCDMA:脂环族的二羧酸二甲基丙烯酸酯 1.2 磨耗试样的制备 分别取上述5种复合树脂各适量放于干净的载玻片上,用树脂充填器轻压使之展开并形成长约10 mm、宽约6 mm、厚约1.5 mm的片状(注意排除与载玻片接触面的气泡);然后在载玻片的另一侧用LED光固化灯(照射40 s)(图1a)。取下固化后的各树脂片,分别用自凝树脂包埋(暴露树脂片的光滑面)制成磨耗试样(图1b)。 a. 复合树脂的固化 b. 用自凝树脂包埋成磨耗试样 图1 复合树脂磨耗试样制作示意图 另取银汞合金混合后充填入聚四氟乙烯对半中空的模具中,制备长约10 mm、宽约6 mm、厚约2 mm 的银汞合金块;待其充分结固后,按照上述方法用自凝树脂包埋(暴露银汞合金的平滑面)制成磨耗试样(图1b),并将其置于金相磨抛机上依次用#800、#1200、#2000碳化硅水砂纸及金相砂纸进行 打磨、抛光。每种复合树脂及银汞合金各制备8个磨耗试样。 1.3 各试样表面硬度测定 分别取上述制备的各材料试样,用显微硬度计在载荷50 g,加载15 s的条件下测定各材料的维氏硬度(kg/mm2)。每个试样测量3个点,结果取均值。 1.4 各材料的耐磨耗性能观察 1.4.1 磨耗试验 将各材料磨耗试样分别固定在V型牙科磨耗试验机[6]的试样固定架上,然后以维氏硬度为378 kg/mm2的钢球(直径9 mm)作为对磨偶件、以通过120目筛的萤石粉(莫氏硬度4)配制的糊剂(水粉比1 ∶2.6,并添加适量悬浮剂[7])为磨耗介质,在磨耗头压力为3 N的条件下对试样进行摩擦,共摩擦6万次。磨耗试验机上部屋顶形两斜面共有8个磨耗头,可同时对8个试样进行磨耗(图2)。磨耗过程中钢球在试样表面作往复运动,钢球移动距离4 mm。每个试样磨耗时均采用新钢球和新配制的磨耗介质糊。 图2 V型牙科磨耗试验机及磨耗运动示意图 1.4.2 体积磨损量及磨损面粗糙度的测量 磨耗结束后,取下各试样进行超声清洗,吹干后用三维形貌扫描仪对磨耗区域进行扫描;然后再用三维形貌分析软件(3D Profession)分别测定各试样的体积磨损量(以试样表面平面为参照面),以及磨损面的粗糙度(Ra)。 1.4.3 磨损面形貌观察 从每种材料试样中各随机抽取2个试样,分别进行常规干燥、喷金后,用扫描电镜观察各试样磨损面的显微形貌。 1.5 统计学分析 2.1 各材料的表面硬度、体积磨损量、磨损面粗糙度测定结果 相关指标检测结果显示,银汞合金的体积磨损量最小,表面硬度、磨损面粗糙度最大,分别与5种复合树脂相比差异均有统计学意义(P<0.05);5种 复合树脂两两相比,在体积磨损量方面以Filtek P60最小,Ecusphere- Carat最大,两者分别与其他3种复合树脂相比均有统计学差异(P<0.05),Solitaire 2、Tetric Ceram HB、Heliomolar HB三者间两两相比均无显著差异(P>0.05);硬度方面,5种复合树脂的硬度由小到大依次为:Heliomolar HB 对5种复合树脂的体积磨损量与硬度值以及硬度值与磨损面粗糙度值进行相关性分析显示,体积磨损量与硬度值的相关系数为-0.693;硬度值与磨损面粗糙度值的相关系数为-0.845,均呈显著负相关性(P<0.05 )。 表2 各材料的体积磨损量、维氏硬度值 及磨损面粗糙度比较±s) 同一列内组间相比,不同字母P<0.05 2.2 5种复合树脂磨损面形貌SEM观察结果 低倍下可见,Heliomolar HB磨损面最为粗糙,其次是Solitaire 2和Tetric Ceram HB,而Filtek P60和Ecusphere- Carat磨损面则较为平整、致密(图3~7);这一结果与粗糙度测定结果基本一致。同时还发现,Heliomolar HB磨损面有许多表面材料剥脱后形成的“台阶”,大体呈水平走向,与纵向的摩擦方向垂直(图3a)。Solitaire 2、Tetric Ceram HB表面看起来虽较为平整,但仍可见一些表面材料剥脱后形成的“台阶”(大体呈水平走向,与纵向的摩擦方向垂直),并可见因较大填料颗粒脱落后形成的不规则凹坑(图4a、7a)。Filtek P60和Ecusphere- Carat磨损面较为平整、致密,仅隐约可见纵向的磨痕(图5a、6a)。 高倍下观察显示,Heliomolar HB磨损面有较均匀的超微颗粒填料,填料与基质界限较明显(图3b);Solitaire 2、Tetric Ceram HB除含有超微颗粒填料外,还含有较大且不规则的颗粒,填料与基质界限较明显,并可见较多因较大颗粒脱落而留下的1~3 μm凹坑(图4b、图7b);P60表面可见直径大小不同的填料(填料颗粒为球形)均匀分散,并可见因填料脱落而留下的大小不一的凹坑,填料与基质界限不明显(图5b);Ecusphere- Carat表面可见大量较大而突出的填料颗粒,颗粒边缘较锐,并可见许多因较大填料颗粒脱落而留下的凹坑,填料与基质界限明显(图6b)。 表面多见材料剥脱后形成的“台阶”(↑),其边缘大体呈水平走向,与纵向的摩擦方向垂直(×500)典型的剥脱性凹坑(虚线内)(×10000)表面较为平整,但仍有一些材料剥脱后形成的与纵向摩擦方向垂直的“台阶”(↑)(×500)较大的外形不规则玻璃粉填料失去周围超微填料及树脂基质的包绕(↑)(×10000) 图3 Heliomolar HB磨损面形貌 图4 Solitaire 2磨损面形貌 表面较为平整、致密,仅隐约可见纵向磨痕(×500)大填料外形圆钝(↑)且与树脂基质结合紧密,但仍有一些因填料脱落而形成的小凹坑()(×10000)表面较为平整、致密,仅隐约可见纵向磨痕(×500)填料与基质界限明显,有许多填料脱落形成的小凹坑(↑)(×10×000) 图5 Filtek P60磨损面形貌 图6 Ecusphere- Carat磨损面形貌 表面有材料剥脱后形成的“台阶”(↑)(×500);剥脱性凹坑中有连片的超微填料与树脂混合物()及大填料脱落后形成的凹坑(↑)(×10 000) 图7 Tetric Ceram HB磨损面形貌 本实验采用银汞合金作为参照材料,目的是评价所用的磨耗方法与口腔磨耗过程的相关性。结果显示,银汞合金的耐磨耗性能优于复合树脂,与临床长期观察的结果一致,说明本实验采用的磨耗测试方法能够很好地反映复合树脂与银汞合金在口腔内耐磨耗性能的差异。另外,本实验采用的对磨偶件为硬度与牙釉质一致的不锈钢球,其外形、尺寸、质地与试件一致性极高,从而消除了这些因素的变异可能对磨耗结果测定带来的影响。虽然本研究磨耗载荷低于咬合力,但由于钢球与材料的接触面积小,接触面压强可达到6~10 MPa。 口腔内的磨耗有多种形式,根据上下颌牙齿/材料间的接触形式,可分为牙合接触性磨耗(occlusal contact wear, OCA)和无牙合接触性磨耗(occlusal free wear, CFA),前者是指上下颌牙齿/材料间直接接触摩擦造成的磨耗,属于二体(two- body)磨耗过程,后者是指上下颌牙齿/材料间通过磨料(食物)间接作用造成的磨耗,属于三体(three- body)磨耗过程[8]。实际上,牙齿在每次咀嚼食物的过程中,早期是无牙合接触的磨耗阶段,后期是有牙合接触的磨耗阶段;牙合面上既有牙合接触的区域,也有无牙合接触的区域,因此涉及牙齿咬合面的修复材料的磨耗过程是上述两种形式的综合[9]。 磨耗机制方面,材料在牙合面的磨损主要有磨料磨损(abrasive wear)、摩擦磨损(attrition)及疲劳磨损(fatigue wear)[10];其中磨料磨损主要是指磨料颗粒对修复材料的磨损。复合树脂表面在磨料磨耗过程中,填料间的树脂基质因为较软而容易首先被磨料磨去,从而使坚硬的无机填料突出、填料与树脂基质的结合力下降;此时尽管填料很耐磨,但当其再次受力后则容易与树脂基质脱离,最终造成材料的磨损[11]。因此,复合树脂填料越大,填料脱落造成的材料损失越明显,所以普通的大填料复合树脂磨料磨损非常明显,其磨耗机制也主要在于此。根据磨料磨耗机制,填料越多、粒度越小,填料间的间隙就越小,磨料粒子也就越不容易磨除填料间树脂基质,树脂基质就能够维持对填料的固位作用,而使填料不易脱落[12]。而且,小粒度的填料脱落后造成的体积损失也较小,宏观上表现出较低的摩擦磨损。 填料与树脂基质的结合好坏也显著地影响填料脱落,例如本研究中的Filtek P60虽然含有较大(2~3.5 μm)的填料粒度,但是其填料是通过溶胶- 凝胶法制备的纳米原始粒子凝聚填料[13],具有凹凸不平的表面和大致圆钝的外形,其中凹凸不平的表面有利于与树脂基质形成较强的机械固位力;大致圆钝的外形则可以降低摩擦系数;原始粒子凝聚的填料在磨耗过程中可通过磨损面纳米原始粒子而形成较为光滑的磨损面,所以在本实验中Filtek P60表现出了较好的耐磨耗性能。相比之下,Ecusphere- Carat的填料与基质结合较差,磨损面可见许多填料脱落后而形成的凹坑及大量较大突出的填料颗粒;不仅其磨料磨损非常明显,体积磨损量也最大。虽然复合树脂填料表面都经过硅烷化处理,但是不同产品填料的处理技术不同,效果也不一样;而且常规硅烷化处理后填料表面形成的-Si-O-键容易水解而破坏,从而降低了填料与树脂基质的结合强度,造成填料在磨耗过程中容易脱离[14]。因此提高填料与树脂基质界面的机械结合也是提高复合树脂的耐磨耗性能的重要途径[15]。 疲劳磨损是指牙齿/材料接触区形成的循环应力超过材料的疲劳强度,从而在表面层引发裂纹并使其扩展;或者使已有的裂纹扩展并最终导致裂纹以上的材料断裂、剥脱下来的过程[9]。因此,疲劳磨损与材料的断裂韧性密切相关[10]。而复合树脂的断裂韧性与其无机填料含量密切相关,研究表明,填料含量越高,材料的断裂韧性越高,因为较高的填料更能有效地阻挡裂纹扩展[16]。混合填料复合树脂的无机填料通常含量较高,因此具有较高的断裂韧性,其疲劳磨损表现也较少;而填料含量较少的复合树脂(如超微填料复合树脂)的断裂韧性较低,故其疲劳磨损表现较多[17]。本结果基本上也符合这一规律,以超微填料为主要填料的Heliomolar HB虽通过添加预聚合填料颗粒来增加填料含量,但其填料含量仍然在5种复合树脂中最少,而且预聚合填料与树脂基质结合处易在磨耗过程中产生应力集中区,从而使之形成裂纹;因此该材料表现出的表面磨损以疲劳磨损为主,磨损面表现出典型的疲劳磨损特征,并有许多疲劳剥脱后形成的“台阶”(图3a)。Solitaire 2、Tetric Ceram HB都含有较多的超微填料,填料总含量不高,表面也都表现出不同程度的疲劳磨损特征(图4a、7a)。 由于疲劳磨损表面存在许多表面剥脱而形成的“台阶”,从而导致超微填料复合树脂表面的粗糙度明显比混合填料复合树脂的粗糙度大。尽管超微填料复合树脂打磨、抛光后的光滑度极佳,在前牙修复中也具有良好的光滑性保持能力,但是用于后牙牙合面修复时未必仍具有保持表面光滑的能力。从本结果看,超微填料复合树脂在后牙牙合面会因为疲劳磨损而形成表面剥脱,难于保持表面光滑。而混合填料复合树脂的疲劳磨损相对较轻,主要是填料脱落,如果填料粒度较小,则磨耗面就会致密而平整,粗糙度反而较小。后牙修复材料承受的咬合力较大,疲劳作用强,而且咀嚼过程中的食物磨损及对颌牙接触磨耗均明显,因此通常要求后牙复合树脂应具有较高的强度。从本结果也可看出,强度相对较低的超微填料复合树脂在磨耗过程中表现出的疲劳磨损非常明显,因此用这种材料修复后牙牙合面缺损应当慎重,特别是涉及后牙牙合面牙尖缺损的修复时更应该慎重。 本结果表明,对于后牙复合树脂来说,其硬度与耐磨耗性能有一定的相关性,总的趋势是硬度大的材料,耐磨耗性能较好。从磨耗机制解释,后牙复合树脂的疲劳磨损、磨料磨损及摩擦磨损都与硬度有一定的关系。强度高的复合树脂,其硬度通常也较高,硬度较大的复合树脂也能够更好地抵抗磨耗过程中咬合力对材料的压入,减小疲劳磨损。硬度高的复合树脂,填料含量也较高,填料间间隙较小,不仅有利于减少磨料磨损,更有利于减小摩擦磨损。当然,与复合树脂耐磨耗性能密切相关的性能较多,而且各性能也相互影响、相互关联,在本质上很难找到通过单一物理性能来预示耐磨耗性能的方法[18]。 本实验中对所采用的试验设备及方法等有关因素均进行了严密的控制,以期减少实验因素对结果的影响;并且采用细萤石粉作为磨料,因为细萤石粉作为磨料的磨损面的形态与临床观察极为相近[19],并被我国医药行业标准推荐为磨耗实验用磨料。尽管如此,复合树脂在口腔中的磨耗过程非常复杂,影响因素也很多,真正全面系统的评估仍需要长期的临床观察和检验。 综上所述,不同的后牙复合树脂耐磨耗性能有明显差异,后牙复合树脂的耐磨耗性能及磨损面粗糙度均与其硬度呈负相关,即硬度越大越耐磨,磨损面粗糙度越低;超微填料含量多的后牙复合树脂主要表现为疲劳磨损,超微填料含量少的后牙复合树脂主要表现为磨料磨损。 [1]全国口腔材料和器械设备标准化技术委员会. YY 1042-2003牙科学聚合物基充填、修复材料[S]. 北京:中国标准出版社,2004. [2]Anusavice KJ. Phillips' Science of dental materials[M].ElsevierHealthScienles, 2003: 428. [3]赵信义.口腔材料学 [M]. 5版 . 北京:人民卫生出版社,2012,p89. [4]Manhart J,Garcia- Godoy F, Hickel R. Direct posterior restorations: clinical results and new developments [J].DentClinNorthAm, 2002,46(2):303-339. [5]Ferracane JL. Resin composite- state of the art[J].DentMater, 2011,27(1): 29-38 . [6]赵信义, 雷文泽. V型牙科磨耗试验机的研制及应用[J]. 医疗卫生装备, 2005,26 (5):6-7. [7]全国口腔材料和器械设备标准化技术委员会. YY/ 0113-1993 牙科复合树脂耐磨耗性能测试方法[S]. 北京:中国标准出版社,1994. [8]d'Incau E1, Couture C, Maureille B. Human tooth wear in the past and the present: tribological mechanisms, scoring systems, dental and skeletal compensations[J].ArchOralBiol, 2012,57(3):214-229. [9]Koottathape N, Takahashi H, Iwasaki N,etal. Two- and three- body wear of composite resins[J].DentMater, 2012,28(12):1261-1270. [10]Mair LH, Stolarski TA, Vowles RW,etal. Wear: mechanisms, manifestations and measurement. Report of a workshop[J].JDent, 1996,24(2):141-148. [11]Jφrgensen KD, Asmussen E. Occlusal abrasion of a composite restorative resin with ultra- fine filler- an initial study[J].QuintessenceIntDentDig, 1978,9(6):73-78. [12]Bayne SC, Taylor DF, Heymann HO. Protection hypothesis for composite wear[J].DentMater, 1992,8(5):305-309. [13]3M/ESPE Co. Technical product profile of FiltekTMP60 posterior restorative system [N]. [14]Antonucci JM, Dickens SH, Fowler BO,etal. Chemistry of silanes: interfaces in dental polymers and composites[J].JResNatlInstStandTechnol, 2005,110(5):541-558. [15]Luo JH, Lannutti JJ, Seghi RR. Effect of filler porosity on the abrasion resistance of nanoporous silica gel polymer composites[J].DenMater, 1998,14(1):29-36. [16]Kim KH, Park JH, Imai Y,etal. Microfracture mechanisms of dental resin composites containing spherically- shaped filler particles[J].JDentRes, 1994,73(2):499-504. [17]Baran G, Sadeghipour K, Jayaraman S,etal. Crack propagation directions in unfilled resins[J].JDentRes, 1998,77(11):1864-1873. [18]Yap AU, Gorg LF, Teoh SH ,etal. Comparative wear ranking of dental restoratives with the BIOMAT wear simulator[J].JOralRehabil, 1999,26(3):228-235. [19]徐恒昌, 刘文一,郑刚, 等. 复合树脂抗磨损性实验室测试方法研究[J]. 中国生物医学工程学报, 1988,7(4):187-191. In vitro study of the wear behavior of five posterior composite resins WANG Wan- shan, LI Jing, LI Shi- jie, LI Shi- bao, ZHAO Xin- yi (StateKeyLaboratoryofMilitaryStomatology,DepartmentofDentalMaterials,SchoolofStomtology,TheFourthMilitaryMedicalUniversity,Xi'an710032,China) AIM: To investigate the influencing factors on wear resistance of posterior composite resins. METHODS: The specimens for wear test were prepared respectively from Heliomolar HB(A), Solitaire 2(B), Filtek P60(C), Ecusphere- Carat(D), Tetric Ceram HB(E) and amalgam (F). After surface micro- hardness test each specimen was brushed in a V- type dental wear testing machine for 60,000- times under a loading of 3 N and with stainless-steel ball as the antagonist and fluorite powder as the grinding medium. Then the volume loss and wearing surface roughness of each specimen were measured using a three-dimensional optical profilometer and the wearing surface was observed under SEM. RESULTS: The volume loss ranked as follows: F wear resistance; hardness; roughness; abrasive wear; fatigue wear 2014-07-30 国家自然科学基金项目(81171002) 王万山(1987-),男, 汉族,安徽亳州人。硕士生(导师: 赵信义) 赵信义, E-mail: zhaoxinyi@fmmu.edu.cn R783.1 A 1005-2593(2015)01-0028-061 材料和方法


2 结果





3 讨论
猜你喜欢
中国设备工程(2023年4期)2023-02-28 10:26:54甘肃科技(2020年20期)2020-04-13 00:30:18制造技术与机床(2019年11期)2019-12-04 05:50:18中国特种设备安全(2019年7期)2019-09-10 07:30:56模具制造(2019年4期)2019-06-24 03:36:48制造技术与机床(2017年12期)2017-02-02 07:05:05材料科学与工程学报(2016年2期)2017-01-15 13:34:40材料科学与工程学报(2016年2期)2017-01-15 13:34:35光学精密工程(2016年4期)2016-11-07 09:04:57焊接(2015年5期)2015-07-18 11:03:40