
SNCM420H-K齿轮渗碳直接淬火工艺
2015-11-16 06:05王孟孙世超李炎王忠
金属加工(热加工) 2015年19期
■王孟,孙世超,李炎,王忠
SNCM420H为日本牌号渗碳钢,属于Cr-Mo系列的高级齿轮用钢,大量使用在重载齿轮中。该钢属于窄带高淬透性钢,渗碳后变形较小,表面硬度高,耐磨性好,使用寿命长。目前,该种材料渗碳基本采用渗碳+两次淬火工艺,我公司通过大量工艺试验,在保证使用性能的前提下成功实现了SNCM420H-K齿轮的渗碳直接淬火。
依据我国钢号命名规则,可将该钢命名为22Cr Ni2Mo Nb H,属于保证淬透性钢,其化学成分标准如表1所示。SNCM420H-K含有较高的Mn、Cr、Ni、Mo,4种合金元素的加入可提高该材料的淬透性、心部的强度,降低低温脆性;并且SNCM420H-K添加了微量元素Nb,Nb能与N、C结合,形成氮化物、碳化物,可显著提高再结晶温度,阻止奥氏体晶粒的长大,从而细化晶粒,改善材料的性能,使渗碳直接淬火成为可能。
据文献,含Nb的20Cr Ni2Mo钢,在880℃、900℃、920℃下保温1h再淬水后的奥氏体晶粒度没有明显变化;在940℃、960℃下保温1h再淬水后的奥氏体晶粒有较为明显的长大;在920℃保温10h后晶粒没有发生明显的长大,晶粒度为8~9级,由此确定含Nb的20Cr Ni2Mo钢的渗碳温度为920℃,由于SNCM420H-K与含Nb的20CrNi2Mo化学成分相近,因此选择920 ℃作为SNCM420H-K钢的渗碳温度。

表1 SNCM420H-K化学成分(质量分数) (%)

表2 试验用SNCM420H-K化学成分(质量分数) (%)
1. 齿轮渗碳两次淬火工艺
SNCM420H-K钢选φ200mm圆钢,实测化学成分见表2,齿轮如图1所示。渗碳要求:节圆处硬化层要求2.4~3.0mm,齿根处硬化层深度≥1.5mm,心部硬度269~352HBW,马氏体、残留奥氏体1~4级,碳化物1~4级,表面硬度60~64 HRC,晶粒度≤7级。该齿轮生产工艺:下料→锻造→正火→粗车→精车→滚齿→渗碳→淬火→高温回火→车螺纹→二次淬火→低温回火→磨端面→磨齿,渗碳两次淬火工艺曲线如图2所示。
完成低温回火工序后剖切检验齿轮。金相组织如图3 所示,齿轮渗碳区组织为:回火马氏体+残留奥氏体1级,少量碳化物1级,晶粒度9级。心部组织为:回火索氏体+少量铁素体,晶粒度8级;心部硬度278~339HBW,满足工艺要求。

图1 齿轮示意
低温回火后检测齿轮轴的径向圆跳动值,并与渗碳前进行对比,得出二次淬火后的变形量(见表3),平均变形量约涨大0.044mm,淬火后涨大变形增加了后工序磨齿的磨削量。

图2 SNCM420H-K齿轮渗碳两次淬火工艺曲线
2. 渗碳直接淬火工艺
工艺路线调整为:下料→锻造→正火→粗车→精车→滚齿→车螺纹→渗碳→淬火→低温回火→磨端面→磨齿,渗碳直接淬火工艺曲线如图4所示。
完成低温回火工序后,剖检渗碳直接淬火齿轮,金相组织如图5所示。渗碳区组织:回火马氏体+残留奥氏体1级+碳化物2级,晶粒度9级。心部:回火索氏体+少量铁素体,晶粒度9级,心部硬度297~373HBW。将渗碳直接淬火齿轮与两次淬火齿轮的金相组织对比可看出,两者基本相当,心部硬度稍有提高。由此可判断,渗碳直接淬火对SNCM420H-K钢渗碳组织影响不大,可使用渗碳直接淬火工艺取代渗碳两次淬火。
低温回火后检测齿轮的径向圆跳动值,并与渗碳前进行对比,得出渗碳直接淬火变形量如表3所示,平均变形量约涨大0.03mm,较渗碳两次淬火工艺变形量减小0.014mm,齿轮变形减小32%,畸变率大大减小。因此,减去一次淬火过程能够有效减小淬火变形,减小了后续磨削量,降低生产成本,并且取消一次淬火工序,也节约了能源。
3. 结语
SNCM420H-K钢渗碳直接淬火组织与传统渗碳两次淬火工艺组织基本相当,但减少一次淬火工序可较大地减小齿轮轴的变形量,减小磨削量,节约能耗,降低生产成本,提高生产效率。

图 3
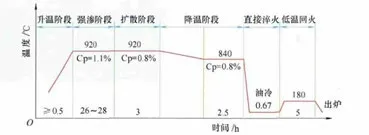
图4 SNCM420H-K齿轮渗碳直接淬火工艺曲线

图 5

表3 SNCM420H-K齿轮、齿轮轴渗碳直接淬火变形量 (mm)
猜你喜欢
政工学刊(2021年12期)2021-12-22
中国特种设备安全(2021年11期)2021-05-05
科技风(2019年23期)2019-10-21
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国铸造装备与技术(2017年3期)2017-06-21
中南大学学报(自然科学版)(2016年2期)2017-01-19
中国神经再生研究(英文版)(2017年4期)2017-01-12
焊接(2016年9期)2016-02-27
凿岩机械气动工具(2015年3期)2015-11-11
