
FANUC 0i Mate TD数控车床手轮故障调试实例
2015-11-15 00:56:11谢超明
邢台职业技术学院学报 2015年5期
谢超明
FANUC 0i Mate TD数控车床手轮故障调试实例
谢超明
(湖北职业技术学院 机电工程学院,湖北 孝感 432000)
以FANUC 0i Mate TD数控车床手轮不能正常工作为例,根据手轮工作原理分析故障现象,从电气线路、数控系统参数、PMC程序、I/O模块配置等多方面综合诊断,通过查看修改相关程序与数据逐步完成调试,最终排除故障并完成x1000倍率功能开发。
数控车床;参数;PMC;倍率
在数控加工过程中,利用手轮使机床的坐标轴进行微量移动以实现工件对刀和控制工作台的运动,对控制加工质量有十分重要的意义。但在实际数控机床调试过程中,经常会出现手轮不能移动、指令和实际位移方向相反、倍率不能正常实现等故障。本文以亚龙YL-569A型0i Mate TD数控车床为例,从电气线路、参数设置和PMC等方面对调试过程中各手轮故障进行分析并最终解决问题。
一、手轮工作原理
摇动手轮会产生2组正弦波的电流信号HA和HB,由于两组信号的相位相差90度,通过A相在前还是B相在前产生计数脉冲,可以形成代表正向位移和反向位移的脉冲序列,从而控制伺服电机正转或反转,如图1所示。
当使用手轮对坐标轴进行运动控制时,首先根据需要移动的坐标轴选取手轮X或手轮Z,然后通过机床操作面板上的“手轮进给倍率选择开关”选择移动的速度。
二、故障分析排查
1.手摇脉冲发生器不能移动坐标轴
手摇脉冲发生器不能移动坐标轴,而且显示屏无报警提示,即手轮方式不能工作,需要从线路、参数、I/O分配等方面排查。首先检测DC5V电压是否正常,确认无误后查看参数8131。8131#0HPG为是否使用手轮,将其设置为1表示使用后手轮仍然不能工作,接下来检测PMC的地址分配。
FANUC I/O Link是一个串行接口,作为主单元的0iMate系列控制单元与作为子单元的分布式I/O相连,PMC程序可以对I/O信号的分配和地址进行设定,用来连接I/O Link。FANUC 0i Mate系统由于I/O点、手轮脉冲信号都连在I/O Link上,在PMC梯形图编辑前都要进行I/O模块的设置(地址分配),同时也要考虑手轮的连接位置。0i Mate系统的I/O模块分配很自由,但手轮模块必须为16字节,且手轮连在离系统最近的一个16字节大小的模块的JA3接口上。在进行地址设定时,不仅需要指定地址,还需要指定硬件模块的名字,OC02I为模块的名字,表示模块的大小为16字节,OC01I表示模块的大小为12字节,/8表示该模块有8个字节。在模块前的“0.0.1”表示硬件连接的组、基板、槽的位置。由于0iMate系统的I/O模块输入点有96位,输出点有64位。故连接手轮应该设置X从X0开始设置为0.0.1. OC02I;Y从Y0开始设置为0.0.1. /8。检查PMC的I/O模块地址X为 0.0.1. OC01I,即为12字节没有分配手轮模块信号地址,应该将其改为0.0.1. OC02I。同时模块分配完毕后要注意保存,然后机床断电重启,分配的地址才能生效,如图2所示。
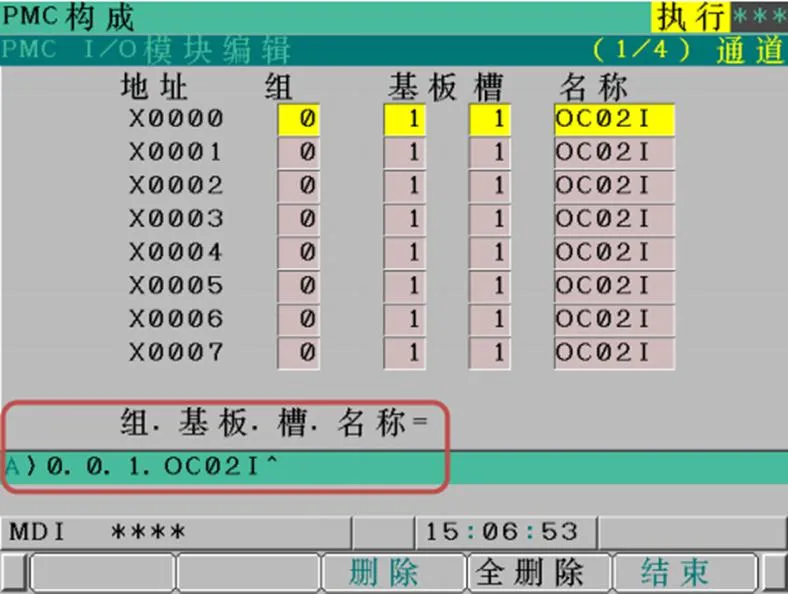
图2 I/O LINK 模块
2.手摇脉冲发生器指令与实际移动方向相反
手摇脉冲发生器的工作原理通过A相和B相脉冲的相位关系判断伺服电机正反转,故出现指令与实际移动方向相反时首先检查电气线路AB相是否反接,确认无误后查看参数7102。将7102#0HNGx的值由1改为0,表示使相对于手摇脉冲发生器的旋转方向的每个轴的移动方向成为相反方向更改为相同方向,重新移动手摇脉冲发生器指令与实际移动方向相同,故障排除。
3.倍率x1000功能开发
机床面板上手轮倍率有x1、x10、x100、x1000等4个档位。在数控加工执行对刀、平端面、掉头加工时,经常使用手轮倍率控制加工质量。由于手轮是控制坐标轴微量移动,故一般数控机床只使用x1、 x10、x100三档倍率。然而不同的工作场合可能需要用到x1000倍率,下文介绍x1000倍率功能如何实现。
手轮进给部分PMC程序如图3,地址X0.6、X1.3、X1.7、X2.0分别代表x1、x10、x100、x1000按键,G19.4、G19.5为手轮进给倍率选择信号。具体倍率与G信号对应关系如表1所示。
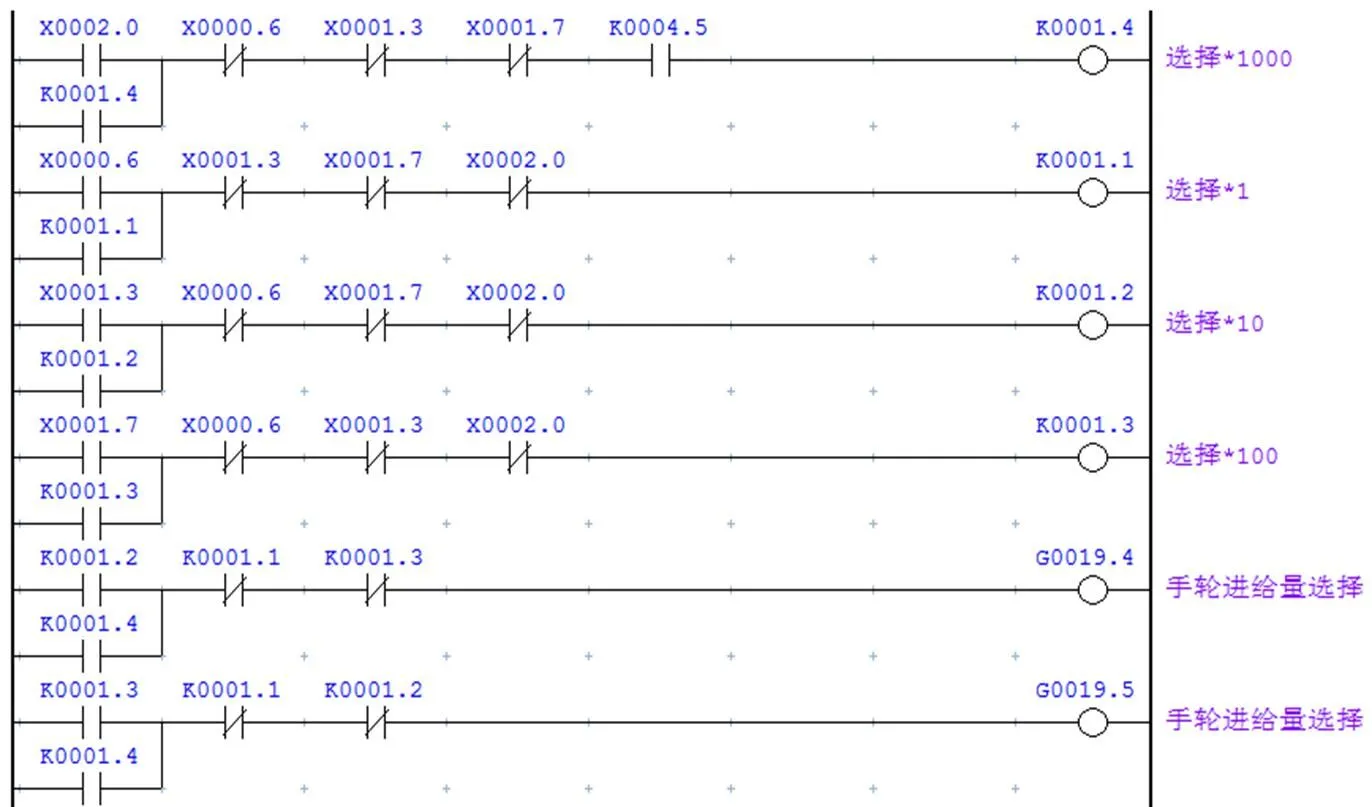
图3 手轮进给部分PMC程序图
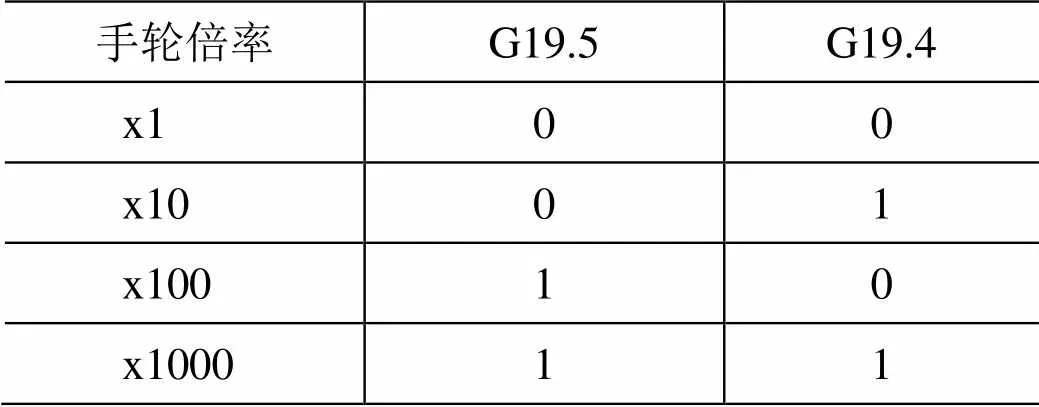
表1 手轮倍率与G19.4、G19.5对应关系
分析程序可知,当X2.0和K4.5常开触点接通时,K1.4线圈才通电即选择x1000倍率,由于程序中找不到K4.5的线圈,查看PMC信号K4.5设置为0,即K4.5的常开触点始终处于失电断开状态,故无法选择x1000倍率。
修改方法为将K4.5的常开触点换成常闭触点,或者将其去掉。这样当按下X2.0就能接通K1.4的线圈,然后选择x1000倍率。同时还要进行参数设置。先将参数12350、12351每个轴的进给倍率设定为0,只有当该参数的值设定为0的轴,参数(No.7113、No.7114)才有效;然后将参数7113、7114分别设置为100、1 000以选择手轮进给倍率,移动手轮x1000倍率能够有效运行。
三、结语
数控机床手轮调试工作要结合手轮的工作原理,对于各类故障应该认真分析,根据报警提示信息及维修说明书仔细查找原因。本次数控车床手轮故障涉及数控系统参数、PMC程序、电气线路等多方面综合因素,在排除故障的过程中逐步分析、层层深入并最终一一解决。结合实际开发x1000倍率功能,对于数控机床编程操作与维修有十分重要的意义。
参考文献:
[1]周兰,陈少艾.电力电FANUC 0i-D/0i Mate-D数控系统连接调试与PMC编程[M]. 北京:机械工业出版社,2012.
[2]张立仁.数控机床及应用[M].北京:机械工业出版社,2011.
[3]FANUC株式会社.FANUC Series 0i-MODEL D/ FANUC Series 0i Mate-MODEL D 参数说明书[Z].
[4]FANUC株式会社.FANUC Series 0i-MODEL D/ FANUC Series 0i Mate-MODEL D 维修说明书[Z].
[5]FANUC株式会社.FANUC Series 0i-MODEL D/ FANUC Series 0i Mate-MODEL D PMC编程说明书[Z].
(责任编辑 王傲冰)
An Instance about Hand Eheel Failure Based on FANUC 0i Mate TD CNC Lathe
XIE Chao-ming
(Hubei Polytechnic Institute, Xiaogan, Hubei 432000, China)
This paper takes FANUC 0i mate TD CNC lathe hand wheel can not normally work as an example,carefully analyzes the failure phenomenon according to the working principle,diagnoses from electrical wiring, the CNC parameter setting, PMC program, The I/O module configuration and other comprehensive aspects,gradually completes debugging by checking the relevant data and modifying the program, restores hand wheel normal function and development x1000 override finally.
CNC lathe; parameter; PMC; override
TG519.1
A
1008—6129(2015)05—0088—03
2015—08—26
谢超明(1982—),湖北汉川人,湖北职业技术学院机电工程学院,讲师。
猜你喜欢
数理化解题研究(2021年34期)2021-12-26 08:32:02
设备管理与维修(2021年1期)2021-03-05 04:06:42
制造技术与机床(2019年12期)2020-01-06 03:17:48
制造技术与机床(2017年4期)2017-06-22 11:18:05
新乡学院学报(2016年3期)2016-09-20 09:20:15
中学生数理化·高二版(2016年7期)2016-05-14 13:19:34
设备管理与维修(2016年7期)2016-04-23 06:51:34
制造技术与机床(2015年10期)2015-04-09 07:05:42
装备机械(2015年1期)2015-02-28 22:19:52
设备管理与维修(2011年12期)2011-07-16 06:35:14
